Stai ancora eseguendo la spianatura con una fresa integrale?
La fresa per spianatura non entra a causa di interferenze, quindi usi invece il tagliente inferiore. La superficie di lavorazione è troppo stretta, quindi esegui la spianatura con una fresa integrale. Anche sui torni svizzeri la lavorazione piana viene affidata al tagliente inferiore. Il tagliente inferiore di una fresa integrale è davvero la scelta giusta per la tua spianatura? Segni di cutter, scarsa qualità superficiale, graffi che appaiono dopo la placcatura: questi problemi derivano dal fatto che i taglienti inferiori delle frese integrali non sono ottimizzati per la spianatura. La fresa integrale a testa intercambiabile TungMeister VFM Head di Tungaloy presenta un design specifico per la spianatura con tagliente di finitura e taglienti affilati a 6 flute. Disponibile in φ12 – φ25 — 4 dimensioni e coprendo tutti i 6 gruppi di materiali ISO, ridefinisce la spianatura con frese integrali. Questo articolo fornisce un’analisi approfondita delle caratteristiche tecniche di VFM insieme a 3 casi di lavorazione degli utenti.
Cosa imparerai in questo articolo
- Spianatura con una fresa integrale: è diventata la tua scelta “predefinita”?
- Oltre i limiti dei taglienti inferiori: l’opzione VFM Head
- Prestazioni supportate dai dati: confronto quantitativo di qualità superficiale, efficienza e durata dell’utensile
- Casi di lavorazione degli utenti: valutazioni “vincenti” in tutti e 3 i casi
- Riepilogo: trasforma la tua spianatura con VFM
1. Spianatura con una fresa integrale: è diventata la tua scelta “predefinita”?
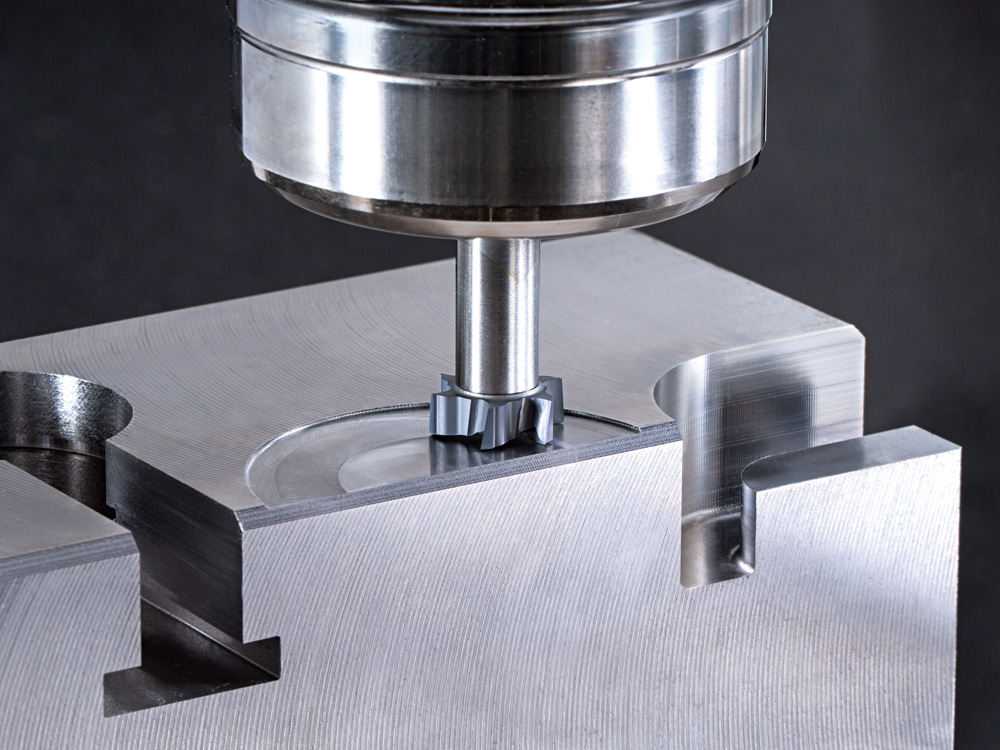
Per la spianatura e la finitura della superficie inferiore, l’utensile ideale è una fresa per spianatura (cutter per spianatura). Tuttavia, nell’officina reale, l’uso del tagliente inferiore di una fresa integrale per la spianatura non è diventato la scelta “predefinita”?
Dietro a questo ci sono tre vincoli tipici.
Vincolo 1: le interferenze impediscono l’inserimento del cutter per spianatura


Le interferenze da pareti circostanti, morsetti e attrezzature rendono regolarmente impossibile l’uso di un cutter per spianatura. In tali situazioni, l’uso del tagliente inferiore di una fresa integrale di piccolo diametro per la spianatura è la soluzione comune.
Vincolo 2: la superficie di lavorazione è troppo stretta, rendendo il diametro dell’utensile eccessivo: si usa una fresa integrale come sostituto
Vincolo 3: limitazioni del diametro del gambo sui torni svizzeri e convenzionali
Quando si esegue la lavorazione piana (fresatura a chiavetta) su componenti a barra tonda utilizzando torni svizzeri o convenzionali, il diametro del gambo che può essere montato sull’unità mandrino di fresatura è limitato. Inoltre, la bassa rigidità del mandrino di fresatura rende difficile aumentare le condizioni di taglio, con conseguente qualità superficiale instabile.
Il problema comune: limitazioni dei taglienti inferiori delle frese integrali
I taglienti inferiori delle frese integrali sono la soluzione di riferimento in tutti questi scenari. Tuttavia, le frese integrali sono intrinsecamente progettate principalmente per il taglio periferico (fresatura di spallamenti, scanalatura) e non sono ottimizzate per la finitura della superficie inferiore. Di conseguenza, si verificano ripetutamente i seguenti problemi.
- Segni di cutter: piccole differenze di livello e variazioni nella precisione del raggio sui taglienti inferiori si trasferiscono direttamente sulla superficie lavorata, lasciando segni di cutter visibili a occhio nudo
- Scarsa qualità della superficie inferiore: senza un tagliente di finitura, le frese integrali faticano a ottenere una rugosità superficiale fine. Nessuna finitura lucida. I requisiti di qualità di finitura non possono essere soddisfatti
- Impatto sui processi a valle: i graffi sulla superficie lavorata diventano visibili dopo la placcatura, richiedendo processi aggiuntivi come rettifica o finitura manuale
La spianatura con il tagliente inferiore di una fresa integrale è diventata la scelta “predefinita”: la TungMeister VFM Head è stata creata per cambiare questa impostazione predefinita.
2. Oltre i limiti dei taglienti inferiori: l’opzione VFM Head
Concetto di progettazione VFM
“Non c’è altra scelta che eseguire la spianatura con una fresa integrale”: la testa dedicata alla spianatura VFM della serie di frese integrali a testa intercambiabile TungMeister di Tungaloy ribalta questa ipotesi. Raggiunge una qualità superficiale che la spianatura con tagliente inferiore non potrebbe mai offrire, attraverso la combinazione di un tagliente di finitura e taglienti affilati.
VFM incorpora 4 caratteristiche tecniche progettate specificamente per la finitura di spianatura.
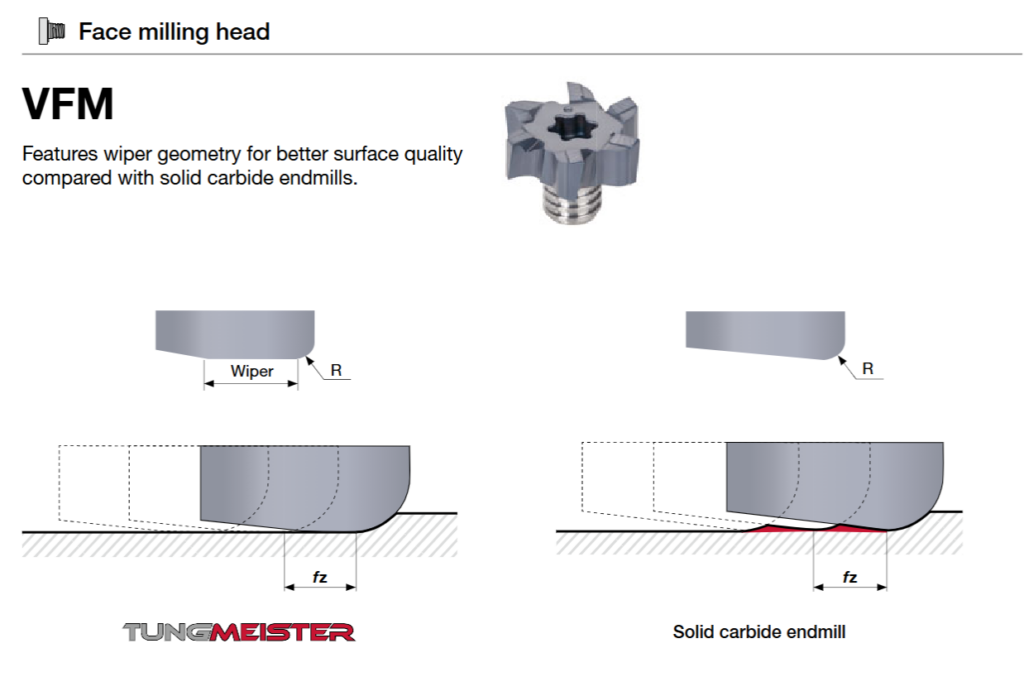
- Dotata di tagliente di finitura: un tagliente di finitura sulla faccia inferiore leviga le irregolarità superficiali. La qualità superficiale superiore alle frese integrali è pubblicata nelle specifiche del catalogo
- Taglienti affilati × 6 flute: 6 flute in tutte le dimensioni. Combina velocità di avanzamento elevate grazie al design multi-flute con bassa resistenza al taglio grazie ai taglienti affilati, migliorando contemporaneamente sia la qualità superficiale che l’efficienza
- Angolo di elica basso 10° × lunghezza tagliente corta 0,3×D: un angolo di elica di 10° riduce la forza di taglio assiale. Combinato con una lunghezza del tagliente ridotta a 0,3× il diametro dell’utensile, questo offre una geometria del tagliente ottimizzata specificamente per la spianatura
- Dotata di corner radius (R0,2–R0,4): previene la scheggiatura del tagliente sopprimendo al contempo le bave sulla superficie lavorata
PUNTO CHIAVE
Una testa di fresa integrale dedicata alla “finitura della superficie inferiore”
Spianatura con il tagliente inferiore di una fresa integrale: questo è un design fondamentalmente diverso da quella scelta “predefinita”. Il concetto di “tagliente di finitura” di una fresa per spianatura ridotto alle dimensioni di una fresa integrale: questa è l’essenza di VFM.
φ10 – φ25: gamma di 5 dimensioni
VFM è disponibile in 5 dimensioni per adattarsi a diverse larghezze di superficie di lavorazione e ambienti macchina. Tutte le dimensioni utilizzano la qualità AH715 (rivestimento più recente, eccellente resistenza all’usura e all’incollaggio).
| Codice articolo | Diametro utensile | Flute | Profondità di taglio max. Profondità di taglio | Corner R | Filettatura di collegamento |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0,2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0,2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0,4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0,4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0,4 | S10 |

ISO P/M/K/N/S/H: tutti i gruppi di materiali coperti
Uno dei principali punti di forza di VFM è la sua ampia copertura dei materiali. Dall’acciaio al carbonio all’acciaio inossidabile, ghisa, leghe di alluminio e persino leghe di titanio, leghe resistenti al calore e hardened steel: le condizioni di taglio standard sono stabilite per tutti i 6 gruppi ISO.
| ISO | Materiale del pezzo | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Acciaio al carbonio, acciaio legato (S45C, SCM440, ecc.) | 60–180 | 0,08–0,13 |
| M | Acciaio inossidabile (SUS304, SUS316, ecc.) | 40–100 | 0,08–0,13 |
| K | Ghisa (FC250, FCD450, ecc.) | 80–200 | 0,08–0,13 |
| N | Leghe di alluminio | 100–700 | 0,08–0,13 |
| S | Leghe di titanio, leghe resistenti al calore (Ti-6Al-4V, Inconel 718, ecc.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51, ecc., fino a 60HRC) | 20–80 | 0,08–0,13 |
Non c’è bisogno di chiedersi “Posso usarlo su questo materiale?”: questo è un altro grande vantaggio di VFM.
3 casi d’uso in cui VFM eccelle
Ecco come VFM affronta i tre vincoli che costringono le officine a fare affidamento sulle frese integrali.
| Vincolo | Approccio convenzionale | Soluzione VFM |
|---|---|---|
| Il cutter di grande diametro non entra a causa di interferenze | Sostituzione con tagliente inferiore di fresa integrale → compaiono segni di cutter | Qualità superficiale di livello fresa per spianatura a piccoli diametri φ12–φ25. Il tagliente di finitura leviga la superficie lavorata, migliorando drasticamente la finitura evitando le interferenze |
| Superficie di lavorazione troppo stretta per un diametro utensile sovradimensionato | Continuare a usare una fresa per spianatura sovradimensionata o scendere a compromessi con il tagliente inferiore | Seleziona il diametro giusto per adattarsi alla larghezza della superficie di lavorazione. Il design a 6 flute dotato di tagliente di finitura garantisce un’eccellente qualità superficiale anche a piccoli diametri. Anche la configurazione è semplificata |
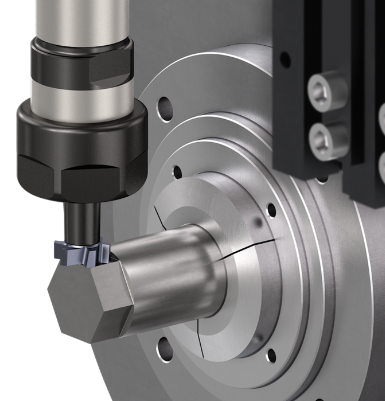
| Limitazioni del diametro del gambo su torni svizzeri / convenzionali | Compromesso con fresa integrale di piccolo diametro, qualità superficiale instabile | Usa un diametro utensile maggiore rispetto al diametro del gambo (ad es. testa φ12 su gambo φ8). Il gambo VER (pinza ER) riduce al minimo lo sbalzo per una lavorazione stabile anche su mandrini di fresatura a bassa rigidità |
PUNTO CHIAVE
Combinazione gambo VER: ideale per torni svizzeri e convenzionali
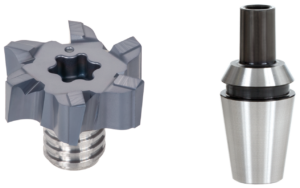
Con il gambo VER (adattatore pinza ER) di TungMeister, l’utensile può essere montato direttamente nel portapinza ER della macchina. Riducendo al minimo lo sbalzo, si ottiene una lavorazione stabile con vibrazioni soppresse anche su unità mandrino di fresatura a bassa rigidità. L’eccellente qualità superficiale del tagliente di finitura può anche ridurre o eliminare i processi a valle (rettifica, ecc.) sulle superfici lavorate piane.
Dati di rugosità superficiale: Ra superiore alle frese integrali
Quanto è superiore la qualità superficiale di VFM? Verifichiamo con i dati misurati pubblicati nel catalogo.
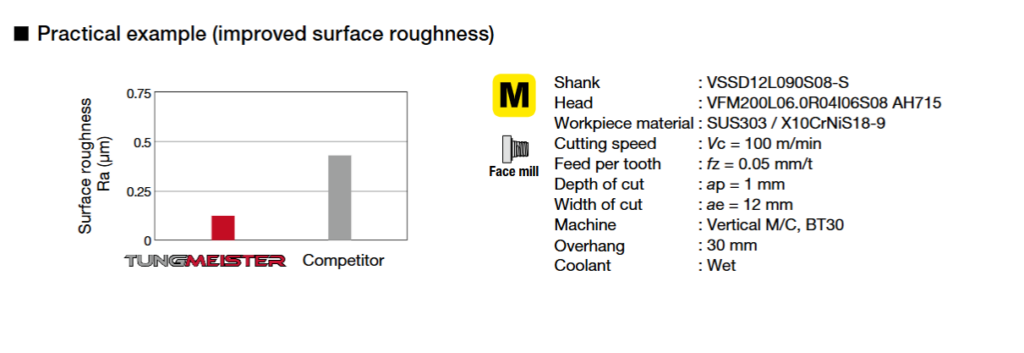
| Materiale del pezzo | SUS303 |
|---|---|
| Macchina | Centro di lavoro verticale (BT30) |
| Testa | VFM200L06.0R04I06S08 AH715 (φ20) |
| Condizioni di taglio | Vc=100 m/min, fz=0,05 mm/z, ap=1 mm, ae=12 mm |
| Lunghezza sbalzo | 30 mm (a umido) |
In queste condizioni di prova, VFM ha registrato una rugosità superficiale Ra superiore sia alle frese integrali della concorrenza che ai prodotti dotati di tagliente di finitura della concorrenza. È particolarmente degno di nota che questi risultati siano stati ottenuti anche in un ambiente BT30 a bassa rigidità.
Dati chiave
Rugosità superficiale superiore alle frese integrali anche su BT30
Il tagliente di finitura di VFM offre una qualità superficiale stabile anche in un ambiente BT30 a bassa rigidità. La vera forza di VFM brilla proprio in ambienti con rigidità limitata: torni svizzeri, centri di lavoro compatti e configurazioni simili.
3. Prestazioni supportate dai dati: confronto quantitativo di qualità superficiale, efficienza e durata dell’utensile
Da qui, verifichiamo quantitativamente le prestazioni di VFM su tre assi — “qualità superficiale”, “efficienza” e “durata dell’utensile” — sulla base di 3 casi di lavorazione degli utenti e dati del catalogo.
Confronto trasversale di tutti e 3 i casi
Tutti e 3 i casi di adozione hanno ricevuto valutazioni “vincenti“. Nonostante materiali e ambienti macchina diversi, VFM ha superato significativamente gli utensili esistenti sia in qualità superficiale che in efficienza.
| Confronto | Caso 1: Hastelloy-X | Caso 2: SUS440C | Caso 3: SS |
|---|---|---|---|
| Materiale del pezzo | Hastelloy-X (forgiato) | SUS440C | SS400 |
| Macchina | Centro di lavoro orizzontale / BT50 | Centro di lavoro verticale / BT30 | Centro di lavoro verticale / BT40 |
| Utensile esistente | Fresa integrale φ12 | Fresa integrale φ12 | Fresa integrale φ10 |
| Guadagno di efficienza | +50% | +50% | +67% |
| Qualità superficiale | Buona (superficie lucida) | Molto buona | Buona |
| Durata utensile | — (tempo di prova scaduto) | +50% (240 pz/testa) | — (demo) |
| Risultato | Vincente | Vincente | Vincente |
Ecco i punti chiave di questi dati.
Punto 1: qualità superficiale valutata “buona” o superiore in tutti i casi — problemi di segni di cutter e graffi risolti alla radice
Nel Caso 1, i segni di cutter causati dal tagliente inferiore della fresa integrale sono scomparsi e la superficie lavorata ha acquisito una finitura lucida. Il Caso 2 ha ricevuto una valutazione “molto buona”. Nel Caso 3, il problema dei graffi che diventano visibili dopo la placcatura è stato eliminato. Tutti i risultati sono stati ottenuti grazie al tagliente di finitura che leviga la superficie lavorata.
Punto 2: miglioramento dell’efficienza del 50–67% — non solo qualità superficiale, ma anche guadagni di produttività
VFM non solo migliora la qualità superficiale, ma supera anche gli utensili esistenti in velocità di avanzamento e tasso di rimozione del truciolo. La capacità di avanzamento elevato a 6 flute combinata con la bassa resistenza al taglio dei taglienti affilati consente un miglioramento simultaneo di qualità superficiale ed efficienza.
Punto 3: provato da BT30 a BT50 — ampia gamma di ambienti macchina
Dalla macchina BT30 a rigidità più bassa a BT50, sono stati ottenuti risultati stabili indipendentemente dall’ambiente macchina. L’efficacia di VFM si mantiene anche su macchine a bassa rigidità.
Dati del catalogo: 1,5× efficienza, 1,4× durata utensile
Oltre ai casi di studio degli utenti, le capacità di VFM sono supportate dai dati del catalogo.
| Caso del catalogo | Materiale da lavorare | Miglioramento | Risultato |
|---|---|---|---|
| Caso A (φ20) | SUS303 | Confronto rugosità superficiale | Ra superiore ai prodotti integrali della concorrenza |
| Caso B (φ16) | A5052 | Confronto efficienza | 1,5× efficienza (qualità superficiale mantenuta) |
| Caso C (AH715) | FCD400 | Confronto durata utensile | 1,4× durata utensile (qualità superficiale anche migliorata) |
Riepilogo Sezione 3
Superare gli utensili esistenti in qualità superficiale, efficienza e durata utensile
VFM supera gli utensili esistenti in uno o più aspetti tra qualità superficiale, efficienza e durata utensile. Migliorare la qualità superficiale aumentando anche l’efficienza — non un compromesso, ma un risultato reso possibile da un design dedicato al concetto di tagliente di finitura.
4. Casi di lavorazione degli utenti
Cosa è successo quando le officine che eseguivano la spianatura con taglienti inferiori di frese integrali sono passate a VFM? Risultati positivi in tutti e 3 i casi. Dalle leghe resistenti al calore all’acciaio inossidabile e all’acciaio generale, VFM è stato adottato su un’ampia gamma di materiali.
Caso 1 Finitura superficie inferiore Hastelloy-X — Adottato per superficie lucida

Dettagli di lavorazione
- Componente: custodia — superficie di tenuta uscita (finitura superficie inferiore)
- Materiale: Hastelloy-X (forgiato)
- Macchina: Centro di lavoro orizzontale / BT50
Sfide
- Veniva utilizzata una fresa integrale della concorrenza — non originariamente adatta per la finitura della superficie inferiore — come misura temporanea
- Frequenti rilavorazioni sulla finitura della superficie inferiore. L’aspetto visivo era un problema più grande dei valori di rugosità superficiale
Confronto condizioni di taglio
| Esistente (fresa integrale concorrenza) | VFM (AH715) | |
|---|---|---|
| Diametro dell’utensile | φ12 (6 flute) | φ12 (6 flute) |
| Velocità di taglio | 20 m/min | 30 m/min |
| Avanzamento dente | 0,05 mm/z | 0,1 mm/z |
| Profondità di taglio | 2 mm | 1 mm |
| Velocità di avanzamento | 159 mm/min | 477 mm/min |
| Tasso di rimozione chip | 3,82 cm³/min | 5,73 cm³/min (+50%) |
| Qualità superficiale | Come precedente | Buona (lucida) |
PUNTO CHIAVE
Adottato per superficie lucida — Rilavorazioni eliminate
VFM ha prodotto una finitura lucida sulla superficie lavorata, con un aspetto visivo migliorato ben oltre i soli valori di rugosità superficiale. Le rilavorazioni della finitura della superficie inferiore sono state eliminate e l’adozione è stata confermata. La valutazione positiva di VFM già adottato per altre caratteristiche si è estesa anche alla finitura della superficie inferiore.
Caso 2 Finitura spianatura SUS440C — Adottato dopo la scomparsa dei segni di cutter
Dettagli di lavorazione
- Componente: pezzo a blocco
- Materiale: SUS440C
- Macchina: Centro di lavoro verticale / BT30
- Operazione: spianatura (finitura)
Sfide
- La spianatura veniva eseguita utilizzando il tagliente inferiore di una fresa integrale (4 flute)
- Comparivano segni di cutter, causando problemi di affidabilità nel processo di lavorazione
Confronto condizioni di taglio
| Esistente (fresa integrale concorrenza) | VFM (AH715) | |
|---|---|---|
| Diametro utensile / Flute | φ12 / 4 flute | φ12 / 6 flute |
| Velocità di taglio | 34 m/min (stesse condizioni) | |
| Avanzamento dente | 0,06 mm/z (stesse condizioni) | |
| Velocità di avanzamento | 216 mm/min | 325 mm/min (+50%) |
| Tasso di rimozione chip | 2,6 cm³/min | 3,9 cm³/min (+50%) |
| Pezzi per testa | 160 pz | 240 pz (+50%) |
| Qualità superficiale | Scarsa (segni di cutter presenti) | Molto buona (segni di cutter eliminati) |
PUNTO CHIAVE
Segni di cutter eliminati + 50% guadagno efficienza + 50% guadagno durata utensile
Il passaggio da una fresa integrale a 4 flute al design a 6 flute di VFM ha aumentato la velocità di avanzamento del 50% allo stesso fz (effetto dell’aumento del numero di flute). Inoltre, i segni di cutter sono stati completamente eliminati e i pezzi per testa sono aumentati del 50%. Qualità superficiale, efficienza e durata utensile — tutti e tre raggiunti, portando all’adozione anche in un ambiente BT30 a bassa rigidità.
Caso 3 Spianatura SS400 — Risolto il problema dei graffi post-placcatura

Dettagli di lavorazione
- Componente: componente macchina (spianatura → processo di placcatura)
- Materiale: SS400
- Macchina: Centro di lavoro verticale / BT40
- Operazione: spianatura (finitura)
Sfide
- Spianatura con fresa integrale della concorrenza (φ10, 4 flute)
- I componenti subiscono la placcatura dopo la lavorazione; i graffi sulla superficie lavorata diventavano visibili dopo la placcatura
Confronto condizioni di taglio
| Esistente (fresa integrale concorrenza) | VFM (AH715) | |
|---|---|---|
| Diametro utensile / Flute | φ10 / 4 flute | φ12 / 6 flute |
| Velocità di taglio | 150 m/min (stesse condizioni) | |
| Avanzamento dente | 0,06 mm/z | 0.08 mm/z |
| Velocità di avanzamento | 1.146 mm/min | 1.910 mm/min (+67%) |
| Tasso di rimozione chip | 0,34 cm³/min | 0,57 cm³/min (+67%) |
| Qualità superficiale | Scarsa (graffi visibili dopo placcatura) | Buona |
PUNTO CHIAVE
Problema di graffi post-placcatura risolto — Qualità a valle migliorata
Il tagliente di finitura del VFM produce una superficie lavorata liscia che influisce direttamente sulla qualità dei processi a valle come placcatura e rivestimento. Con i graffi non più visibili, si riduce anche il rischio di rilavorazioni e reclami di qualità nei processi a valle. Questo contribuisce a un “miglioramento del processo totale” che si estende oltre l’operazione di lavorazione stessa.
Riepilogo — Trasforma la tua spianatura con VFM
“Stai ancora eseguendo la spianatura con una fresa?” — Questo articolo ha presentato le caratteristiche tecniche, i dati e i casi di studio della testa TungMeister VFM come risposta a questa domanda. Ecco i punti chiave.
- Spianatura con una fresa — c’è un problema con questa “impostazione predefinita” — Molte officine non hanno altra scelta che affidarsi alle frese a causa di vincoli di interferenza, larghezze di superficie ridotte e limitazioni del diametro del gambo
- VFM è una testa progettata esclusivamente per la spianatura — Tagliente di finitura + taglienti affilati + 6 scanalature × angolo di elica ridotto × lunghezza del tagliente corta. Un approccio fondamentalmente diverso dai taglienti inferiori delle frese generiche
- Qualità superficiale superiore alle frese integrali — pubblicata nelle specifiche del catalogo — Nel confronto Ra su SUS303, VFM ha superato sia i prodotti integrali della concorrenza che quelli dotati di tagliente di finitura
- Valutazioni “vincenti” in tutti e 3 i casi di studio degli utenti — Miglioramento dell’efficienza del 50–67%, qualità superficiale valutata da “buona” a “molto buona” in tutti i casi. Segni del cutter eliminati, superfici lucide, problemi di graffi post-placcatura risolti
- Comprovato da BT30 a BT50 — Lavorazione stabile su macchine a bassa rigidità e torni di tipo svizzero. Il gambo VER riduce al minimo lo sbalzo
- Tutti i materiali ISO P/M/K/N/S/H coperti — Comprovato su Hastelloy-X, SUS440C, SS, A5052, FCD400 e altro
- Il sistema a testa intercambiabile riduce i costi operativi — Invece di sostituire l’intero utensile integrale, viene sostituita solo la testa. Il gambo viene riutilizzato
- Gamma di 4 dimensioni da φ12 a φ25 — Seleziona il diametro giusto per adattarlo alla larghezza della superficie di lavorazione
Non è necessario continuare a eseguire la spianatura con il tagliente inferiore di una fresa. Se segni del cutter, scarsa qualità superficiale o problemi di aspetto post-placcatura ti suonano familiari, prova la testa VFM.