Még mindig síkmarást végez tömör végmaróval?
A síkmaró nem fér el az ütközés miatt, ezért a fenékélt használja helyette. A megmunkálási felület túl keskeny, ezért végmaróval végzi a síkmarást. A svájci típusú esztergákon a sík megmunkálást szintén a fenékélre bízzák. Valóban a végmaró fenékéle a megfelelő választás a síkmaráshoz? Marónyomok, gyenge felületminőség, galvanizálás után megjelenő karcolások – ezek a problémák abból erednek, hogy a végmaró fenékélei nincsenek optimalizálva síkmarásra. A Tungaloy cserélhető fejű végmarója, a TungMeister VFM fej kifejezetten síkmarásra tervezett kialakítással rendelkezik, simítóéllel és éles 6 hornyos vágóélekkel. φ12-től φ25-ig – 4 méretben elérhető, és mind a 6 ISO munkadarab-anyagcsoportot lefedi, újradefiniálva a végmaróval történő síkmarást. Ez a cikk alapos elemzést nyújt a VFM műszaki jellemzőiről, valamint 3 felhasználói megmunkálási esettanulmányt tartalmaz.
Amit megtudhat ebből a cikkből
- Síkmarás homlokmaróval — ez lett az „alapértelmezett” megoldása?
- A fenékélek korlátain túl – a VFM fej lehetőség
- Adatokkal alátámasztott teljesítmény – a felületminőség, hatékonyság és szerszámélettartam mennyiségi összehasonlítása
- Felhasználói megmunkálási esettanulmányok — „nyertes” értékelések mindhárom esetben
- Összefoglalás – Alakítsa át síkmarását a VFM-mel
1. Síkmarás homlokmaróval — Ez lett az „alapértelmezett” megoldása?
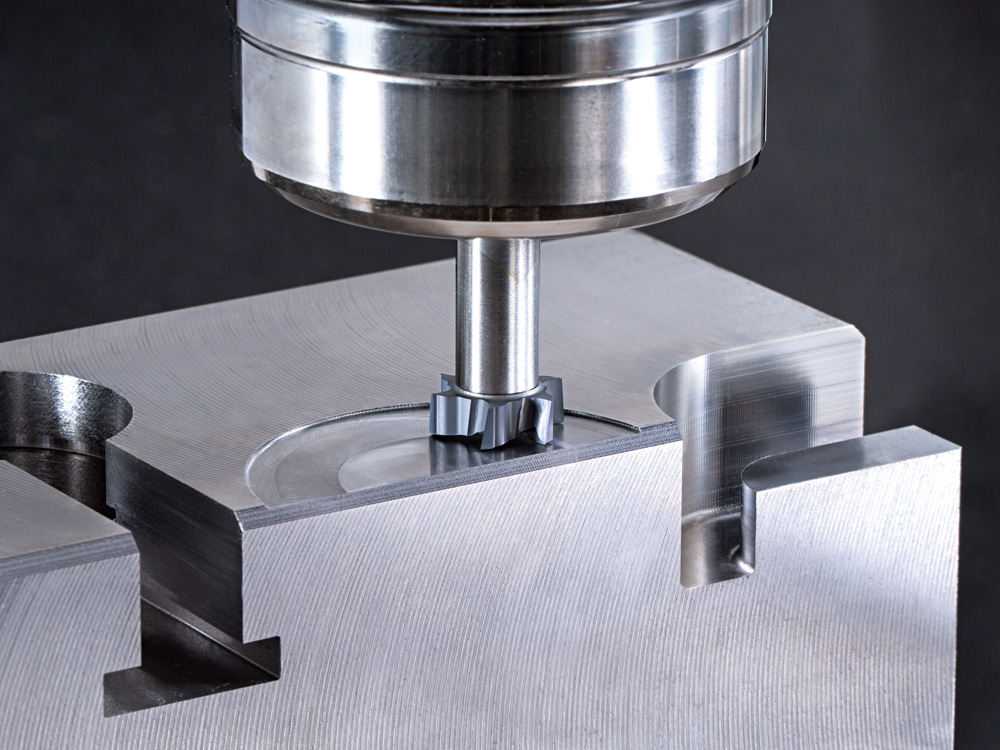
Síkmaráshoz és fenékfelület-simításhoz az ideális szerszám a síkmaró (síkmaró cutter). Azonban a tényleges gyártósoron nem vált-e a homlokmaró alsó élének síkmarásra való használata az „alapértelmezetté”?
Ennek hátterében három jellemző korlátozás áll.
1. korlátozás: Az ütközés megakadályozza a síkmaró felszerelését


A környező falak, befogók és készülékek ütközése rendszeresen fizikailag lehetetlenné teszi a síkmaró használatát. Ilyen helyzetekben a kis átmérőjű tömör végmaró fenékélének síkmarásra való használata a gyakori megoldás.
2. korlátozás: A megmunkálási felület túl keskeny, a szerszám átmérője túlzott – végmarót használnak helyette
3. korlátozás: Szárátmérő-korlátozások svájci típusú és hagyományos esztergákon
Amikor kerek rúd alkatrészeken sík megmunkálást (horonymarást) végeznek svájci típusú vagy hagyományos esztergákon, a maróorsó-egységre szerelhető szárátmérő korlátozott. Ráadásul a maróorsó alacsony merevsége megnehezíti a forgácsolási feltételek növelését, ami instabil felületminőséget eredményez.
A közös probléma – a tömör végmaró fenékéleinek korlátai
A tömör végmaró fenékélei mindezekben a helyzetekben az elsődleges megoldást jelentik. A tömör végmarók azonban eredendően elsősorban kerületi vágásra (váll-marás, horonymarás) vannak tervezve, és nincsenek optimalizálva fenékfelület-simításra. Ennek eredményeként a következő problémák ismétlődnek rendszeresen.
- Marónyomok – A fenékéleken lévő kisebb lépcsőzetes különbségek és sugárpontossági eltérések közvetlenül átkerülnek a megmunkált felületre, szabad szemmel látható marónyomokat hagyva
- Gyenge fenékfelület-minőség – Simítóél nélkül a végmarók nehezen érnek el finom felületi érdességet. Nincs fényes felület. A simítási minőségi követelmények nem teljesíthetők
- Hatás az utólagos folyamatokra – A megmunkált felületen lévő karcolások láthatóvá válnak galvanizálás után, további folyamatokat, például köszörülést vagy kézi simítást igényelve
A homlokmaró alsó élével történő síkmarás lett az „alapértelmezett” — a TungMeister VFM fej azért jött létre, hogy megváltoztassa ezt az alapértelmezettet.
2. A fenékélek korlátain túl – a VFM fej lehetőség
VFM tervezési koncepció
„Nincs más választás, mint homlokmaróval síkmarást végezni” — a Tungaloy cserélhető fejes homlokmaró TungMeister sorozatának VFM síkmarásra dedikált feje megdönti ezt a feltételezést. Olyan felületminőséget ér el, amelyet a fenékéllel történő síkmarás soha nem tudott biztosítani, a simítóél és az éles vágóélek kombinációjával.
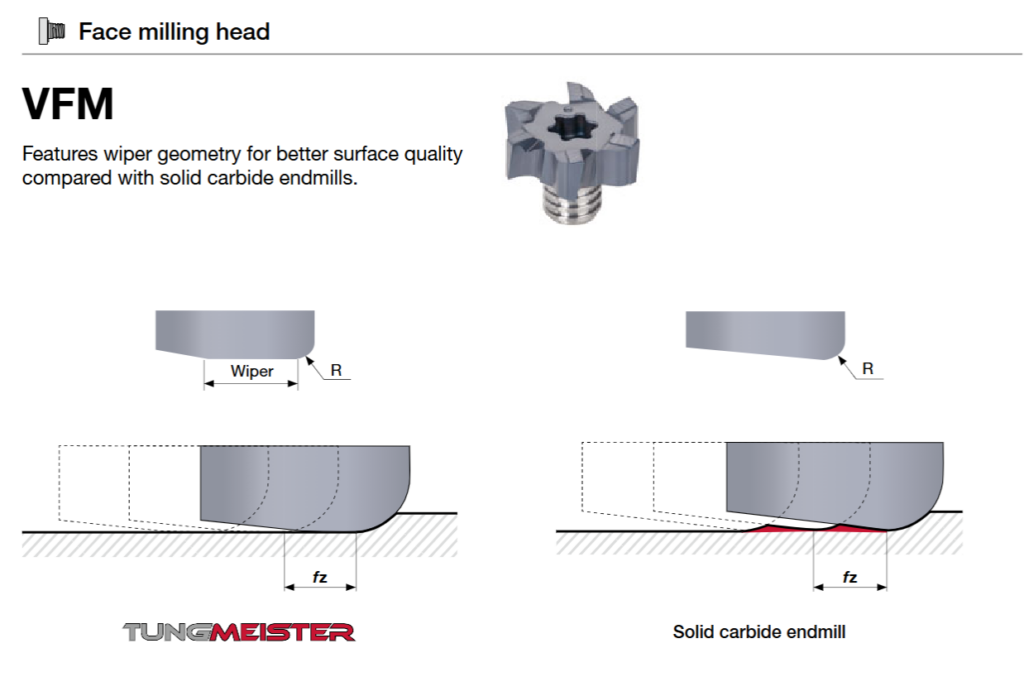
A VFM 4 műszaki jellemzőt tartalmaz, amelyek kifejezetten síkmarási simításra vannak tervezve.
- Simítóéllel felszerelve – A fenékfelületen lévő simítóél kisimítja a felületi egyenetlenségeket. A tömör végmarókat meghaladó felületminőség a katalógus specifikációiban van közzétéve
- Éles vágóélek × 6 horony – 6 horony minden méretben. Ötvözi a többhornyos kialakításból eredő nagy előtolási sebességeket az éles élekből származó alacsony vágási ellenállással, egyidejűleg javítva a felületminőséget és a hatékonyságot
- Alacsony csavarvonal-szög 10° × rövid vágóél-hossz 0,3×D – A 10°-os csavarvonal-szög csökkenti az axiális vágóerőt. A szerszám átmérőjének 0,3-szorosára rövidített vágóél-hosszal kombinálva ez kifejezetten síkmarásra optimalizált élgeometriát biztosít
- Corner radius felszerelve (R0,2–R0,4) – Megakadályozza az él kicsorbulását, miközben elnyomja a sorjákat a megmunkált felületen
PONT
Homlokmaró fej „alsó felületmegmunkálásra” dedikálva
Síkmarás homlokmaró alsó élével — ez egy alapvetően eltérő kialakítás attól az „alapértelmezettől”. A síkmaró „törlőél” koncepciójának homlokmaró méretre kicsinyítése — ez a VFM lényege.
φ10-től φ25-ig – 5 méretű termékcsalád
A VFM 5 méretben érhető el, hogy illeszkedjen a különböző megmunkálási felületszélességekhez és gépi környezetekhez. Minden méret az AH715 minőséget használja (legújabb bevonat, kiváló kopás- és ráégésállóság).
| Cikkszám | Szerszám átmérő | Hornyok | Max. Fogásmélység | Corner R | Csatlakozó menet |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0,2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0,2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0,4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0,4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0,4 | S10 |

ISO P/M/K/N/S/H – minden munkadarab-anyagcsoport lefedve
A VFM egyik fő erőssége a széles munkadarab-anyag lefedettség. A szénacéltól a rozsdamentes acélon, öntöttvasat, alumíniumötvözeteken át egészen a titánötvözetekig, hőálló ötvözetekig és edzett acélig – standard forgácsolási feltételek vannak meghatározva mind a 6 ISO csoporthoz.
| ISO | Munkadarab anyaga | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Szénacél, ötvözött acél (S45C, SCM440 stb.) | 60–180 | 0,08–0,13 |
| M | Rozsdamentes acél (SUS304, SUS316 stb.) | 40–100 | 0,08–0,13 |
| K | Öntöttvas (FC250, FCD450 stb.) | 80–200 | 0,08–0,13 |
| N | Alumíniumötvözetek | 100–700 | 0,08–0,13 |
| S | Titánötvözetek, hőálló ötvözetek (Ti-6Al-4V, Inconel 718 stb.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51 stb., 60HRC-ig) | 20–80 | 0,08–0,13 |
Nem kell azon gondolkodni, hogy „használhatom-e ehhez az anyaghoz?” — ez a VFM másik fő előnye.
3 felhasználási eset, ahol a VFM kiemelkedik
Így kezeli a VFM azt a három korlátozást, amely a műhelyeket a végmarók használatára kényszeríti.
| Korlátozás | Hagyományos megközelítés | VFM megoldás |
|---|---|---|
| A nagy átmérőjű cutter nem fér el az ütközés miatt | Helyettesítés tömör végmaró fenékélével → marónyomok jelennek meg | Síkmaró szintű felületminőség φ12–φ25 kis átmérőkön. A simítóél kisimítja a megmunkált felületet, drámaian javítva a felületet, miközben elkerüli az ütközést |
| A megmunkálási felület túl keskeny a túlméretezett szerszámátmérőhöz | Továbbra is túlméretezett síkmarót használnak, vagy kompromisszumot kötnek a fenékéllel | Válassza ki a megfelelő átmérőt a megmunkálási felület szélességéhez. A simítóéllel felszerelt 6 hornyos kialakítás kiváló felületminőséget biztosít még kis átmérőkön is. A beállítás is egyszerűsödik |
| Szárátmérő-korlátozások svájci típusú / hagyományos esztergákon | Kompromisszum kis átmérőjű tömör szerszámmal, instabil felületminőség | Használjon nagyobb szerszámátmérőt a szárátmérőhöz képest (pl. φ12 fej φ8 száron). A VER szár (ER befogópatron) minimalizálja a túlnyúlást a stabil megmunkáláshoz még alacsony merevségű maróorsókon is |
PONT
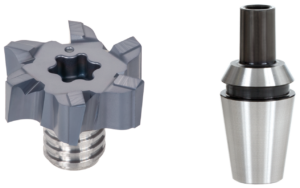
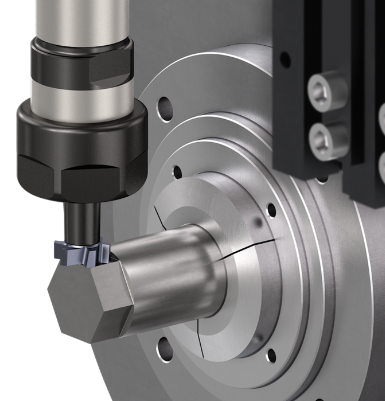
VER szár kombináció – ideális svájci típusú és hagyományos esztergákhoz
A TungMeister VER szárával (ER befogópatron adapter) a szerszám közvetlenül a gép ER befogópatron-tartójába szerelhető. A túlnyúlás minimalizálásával stabil, rezgéscsökkentett megmunkálás érhető el még alacsony merevségű maróorsó-egységeken is. A simítóél kiváló felületminősége csökkentheti vagy akár ki is küszöbölheti az utólagos folyamatokat (köszörülés stb.) a sík megmunkált felületeken.
Felületi érdesség adatok – Ra, amely meghaladja a tömör végmarókat
Mennyire kiváló a VFM felületminősége? Ellenőrizzük a katalógusban közzétett mért adatokkal.
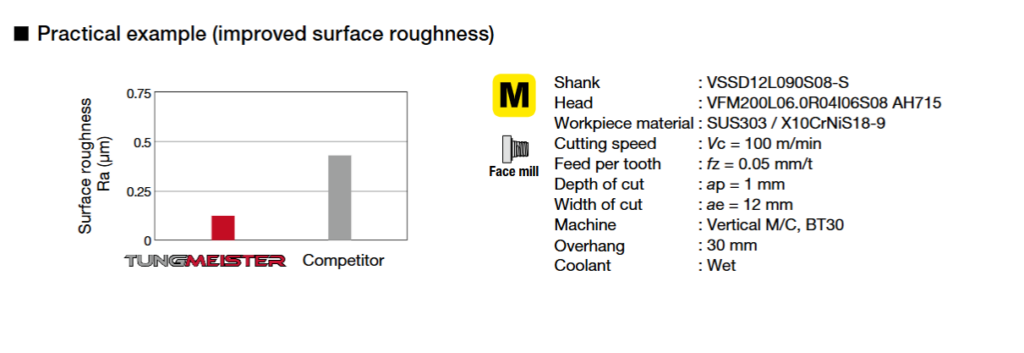
| Munkadarab anyaga | SUS303 |
|---|---|
| Gép | Függőleges M/C (BT30) |
| Fej | VFM200L06.0R04I06S08 AH715 (φ20) |
| Vágási feltételek | Vc=100 m/min, fz=0,05 mm/z, ap=1 mm, ae=12 mm |
| Kinyúlási hossz | 30 mm (nedves) |
Ezekben a tesztkörülményekben a VFM felületi érdességet ért el, amely meghaladta mind a konkurens tömör végmarókat, mind a konkurens simítóéllel felszerelt termékeket. Különösen figyelemre méltó, hogy ezeket az eredményeket még alacsony merevségű BT30 környezetben is elérték.
Kulcsadatok
Felületi érdesség, amely meghaladja a tömör végmarókat még BT30-on is
A VFM simítóéle stabil felületminőséget biztosít még alacsony merevségű BT30 környezetben is. A VFM valódi ereje éppen a korlátozott merevségű környezetekben ragyog – svájci típusú esztergák, kompakt megmunkáló központok és hasonló beállítások.
3. Adatokkal alátámasztott teljesítmény – a felületminőség, hatékonyság és szerszámélettartam mennyiségi összehasonlítása
Ettől a ponttól kezdve mennyiségileg ellenőrizzük a VFM teljesítményét három tengely mentén — „felületi minőség”, „hatékonyság” és „szerszám élettartam” — 3 felhasználói megmunkálási esettanulmány és katalógusadatok alapján.
Mindhárom eset kereszt-összehasonlítása
Mindhárom bevezetési eset „nyertes” értékelést kapott. A különböző munkadarab-anyagok és gépi környezetek ellenére a VFM jelentősen felülmúlta a meglévő szerszámokat mind a felületminőség, mind a hatékonyság terén.
| Összehasonlítás | 1. eset: Hastelloy-X | 2. eset: SUS440C | 3. eset: SS |
|---|---|---|---|
| Munkadarab anyaga | Hastelloy-X (kovácsolt) | SUS440C | SS400 |
| Gép | Horizontális MC / BT50 | Függőleges MC / BT30 | Függőleges MC / BT40 |
| Meglévő szerszám | φ12 tömör végmaró | φ12 tömör végmaró | φ10 tömör végmaró |
| Hatékonyságnövekedés | +50% | +50% | +67% |
| Felületi minőség | Jó (fényes felület) | Nagyon jó | Jó |
| Szerszámélettartam | — (tesztidő lejárt) | +50% (240 db/fej) | — (demó) |
| Eredmény | Nyerő | Nyerő | Nyerő |
Íme a kulcsfontosságú következtetések ezekből az adatokból.
1. pont: A felületi minőség minden esetben „jó” vagy jobb minősítést kapott — a Cutter nyomok és karcolások problémái alapvetően megoldódtak
Az 1. esetben a tömör végmaró fenékéle által okozott marónyomok eltűntek, és a megmunkált felület fényes felületet kapott. A 2. eset „nagyon jó” minősítést kapott. A 3. esetben a galvanizálás után láthatóvá váló karcolások problémája megszűnt. Minden eredményt a simítóél által kisimított megmunkált felület révén értek el.
2. pont: 50–67%-os hatékonyságjavulás – nem csak felületminőség, hanem termelékenység-növekedés is
A VFM nemcsak a felületminőséget javítja, hanem az előtolási sebességben és a forgácseltávolítási sebességben is felülmúlja a meglévő szerszámokat. A 6 hornyos nagy előtolási képesség az éles élekből származó alacsony vágási ellenállással kombinálva lehetővé teszi a felületminőség és a hatékonyság egyidejű javítását.
3. pont: Bizonyított BT30-tól BT50-ig – széles gépi környezetek
A legalacsonyabb merevségű BT30 géptől a BT50-ig stabil eredményeket értek el a gépi környezettől függetlenül. A VFM hatékonysága még alacsony merevségű gépeken is megáll.
Katalógus adatok – 1,5× hatékonyság, 1,4× szerszámélettartam
A felhasználói esettanulmányok mellett a VFM képességeit katalógus adatok is alátámasztják.
| Katalógus eset | Anyag | Javulás | Eredmény |
|---|---|---|---|
| A eset (φ20) | SUS303 | Felületi érdesség összehasonlítás | Ra, amely meghaladja a konkurens tömör termékeket |
| B eset (φ16) | A5052 | Hatékonyság összehasonlítás | 1,5× hatékonyság (felületminőség fenntartva) |
| C eset (AH715) | FCD400 | Szerszámélettartam összehasonlítás | 1,4× szerszámélettartam (felületminőség is javult) |
3. szakasz összefoglalása
Felülmúlja a meglévő szerszámokat felületminőségben, hatékonyságban és szerszámélettartamban
A VFM felülmúlja a meglévő szerszámokat a felületminőség, hatékonyság és szerszámélettartam egy vagy több területén. A felületminőség javítása miközben a hatékonyság is növekszik – nem kompromisszum, hanem a simítóél koncepcióra dedikált kialakítás által lehetővé tett eredmény.
4. Felhasználói megmunkálási esettanulmányok
Mi történt, amikor azok a műhelyek, amelyek végmaró fenékélekkel végeztek síkmarást, átálltak a VFM-re? Pozitív eredmények mindhárom esetben. A hőálló ötvözetektől a rozsdamentes acélon át az általános acélig a VFM-et a munkadarab-anyagok széles körében bevezették.
1. eset Hastelloy-X fenékfelület-simítás – bevezetve a fényes felületért

Megmunkálási részletek
- Alkatrész: Ház – kimeneti tömítőfelület (fenékfelület-simítás)
- Munkadarab-anyag: Hastelloy-X (kovácsolt)
- Gép: Horizontális MC / BT50
Kihívások
- Egy konkurens végmarót – amely eredetileg nem volt alkalmas fenékfelület-simításra – ideiglenes megoldásként használtak
- Gyakori utómunkálat a fenékfelület-simításon. A vizuális megjelenés nagyobb probléma volt, mint a felületi érdesség értékek
Forgácsolási feltételek összehasonlítása
| Meglévő (konkurens végmaró) | VFM (AH715) | |
|---|---|---|
| Szerszám átmérője | φ12 (6 hornyos) | φ12 (6 hornyos) |
| Fogásmélység | 20 m/min | 30 m/min |
| Fogankénti előtolás | 0,05 mm/z | 0,1 mm/z |
| Fogásmélység | 2 mm | 1 mm |
| Ellőtoláś sebesség | 159 mm/min | 477 mm/min |
| Forgácseltávolítási sebesség | 3,82 cm³/min | 5,73 cm³/min (+50%) |
| Felületminőség | Ugyanaz, mint korábban | Jó (fényes) |
PONT
Bevezetve a fényes felületért – az utómunkálat megszűnt
A VFM fényes felületet hozott létre a megmunkált felületen, a vizuális megjelenés messze túlmutat a puszta felületi érdesség értékeken. A fenékfelület-simítás utómunkálata megszűnt, és a bevezetést megerősítették. A VFM pozitív értékelése, amelyet már más jellemzőkhöz bevezettek, a fenékfelület-simításra is kiterjedt.
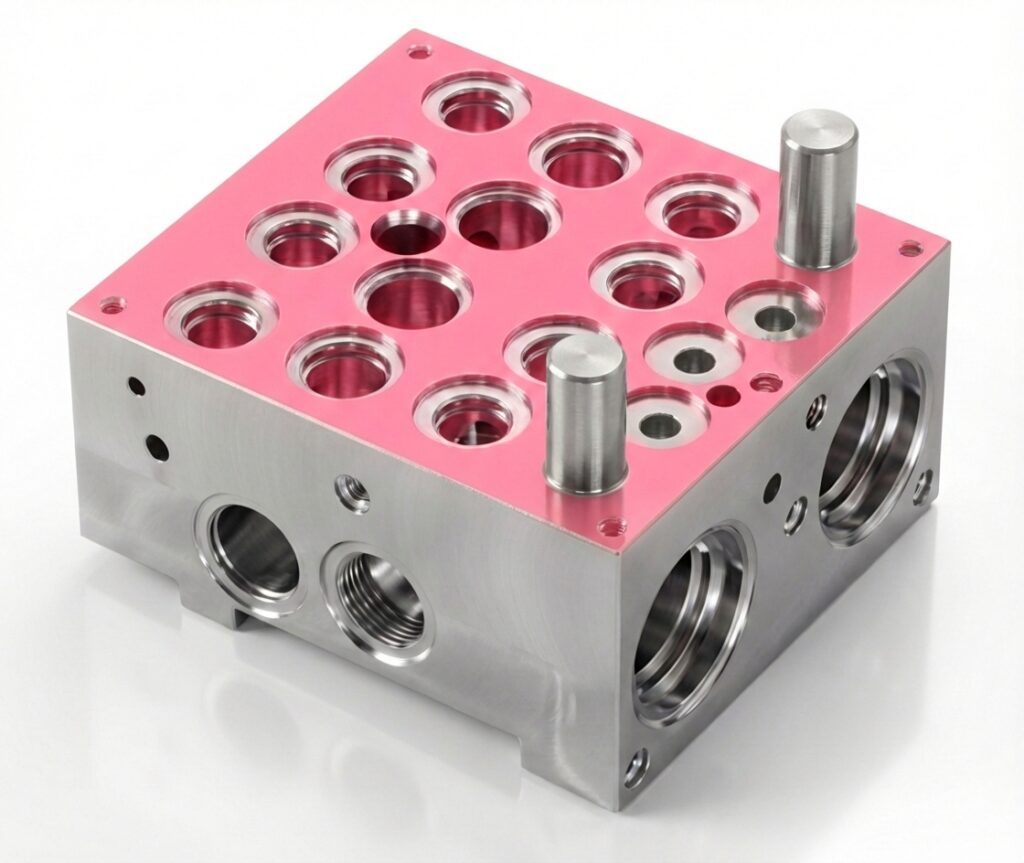
2. eset SUS440C síkmarás simítás – bevezetve a marónyomok eltűnése után
Megmunkálási részletek
- Alkatrész: Blokk munkadarab
- Munkadarab-anyag: SUS440C
- Gép: Függőleges MC / BT30
- Művelet: Síkmarás (simítás)
Kihívások
- A síkmarást tömör végmaró fenékélével végezték (4 hornyos)
- Marónyomok jelentek meg, megbízhatósági problémákat okozva a megmunkálási folyamatban
Forgácsolási feltételek összehasonlítása
| Meglévő (konkurens végmaró) | VFM (AH715) | |
|---|---|---|
| Szerszám átm. / Hornyok | φ12 / 4 hornyos | φ12 / 6 hornyos |
| Fogásmélység | 34 m/min (azonos feltételek) | |
| Fogankénti előtolás | 0,06 mm/z (azonos feltételek) | |
| Ellőtoláś sebesség | 216 mm/min | 325 mm/min (+50%) |
| Forgácseltávolítási sebesség | 2,6 cm³/min | 3,9 cm³/min (+50%) |
| Darabok fejenkénti | 160 db | 240 db (+50%) |
| Felületminőség | Gyenge (marónyomok jelen vannak) | Nagyon jó (marónyomok megszűntek) |
PONT
Cutter nyomok kiküszöbölve + 50% hatékonyságnövekedés + 50% szerszám élettartam növekedés
A 4 Flute-os tömör homlokmaróról a VFM 6 Flute-os kialakítására váltva az Ellőtolás sebessége 50%-kal nőtt azonos mm/z érték mellett (a Flute-ok számának növelésének hatása). Ezenkívül a Cutter nyomok teljesen megszűntek, és a fejenkénti darabszám 50%-kal nőtt. A felületi minőség, a hatékonyság és a szerszám élettartam — mindhárom teljesült, ami még alacsony merevségű BT30-as környezetben is bevezetéshez vezetett.
3. eset SS400 Síkmarás — Megoldódott a bevonatolás utáni karcolódási probléma

Megmunkálási részletek
- Alkatrész: Gépalkatrész (síkmarás → bevonatolási folyamat)
- Munkadarab anyaga: SS400
- Gép: Függőleges MC / BT40
- Művelet: Síkmarás (simítás)
Kihívások
- Síkmarás versenytárs tömör homlokmarójával (φ10, 4 Flute)
- Az alkatrészeket megmunkálás után bevonatolják; a megmunkált felületen lévő karcolások a bevonatolás után láthatóvá váltak
Forgácsolási feltételek összehasonlítása
| Meglévő (versenytárs homlokmarója) | VFM (AH715) | |
|---|---|---|
| Szerszám átmérő / Flute-ok | φ10 / 4 Flute | φ12 / 6 Flute |
| Fogásmélység | 150 m/min (azonos feltételek) | |
| Fogankénti előtolás | 0,06 mm/z | 0,08 mm/z |
| Ellőtolás sebessége | 1 146 mm/min | 1 910 mm/min (+67%) |
| Forgács eltávolítási sebesség | 0,34 cm³/min | 0,57 cm³/min (+67%) |
| Felületi minőség | Gyenge (karcolások láthatók a bevonatolás után) | Jó |
PONT
Bevonatolás utáni karcolódási probléma megoldva — a downstream minőség javult
A VFM törlőéle sima megmunkált felületet eredményez, ami közvetlenül befolyásolja a downstream folyamatok, például a bevonatolás és a felületkezelés minőségét. Mivel a karcolások már nem láthatók, a downstream folyamatokban a javítási és minőségi panaszok kockázata is csökken. Ez hozzájárul az „összfolyamat-javuláshoz”, amely túlmutat magán a megmunkálási műveleten.
Összefoglalás — Alakítsa át síkmarását a VFM-mel
„Még mindig homlokmaróval végez síkmarást?” — Ez a cikk a TungMeister VFM fej műszaki jellemzőit, adatait és esettanulmányait mutatta be válaszként erre a kérdésre. Íme a kulcspontok.
- Síkmarás homlokmaróval — probléma van ezzel az „alapértelmezettel” — Sok műhelynek nincs más választása, mint homlokmarókra támaszkodni az interferencia korlátok, a keskeny felületszélességek és a szárátmérő korlátozások miatt
- A VFM egy kizárólag síkmarásra tervezett fej — Törlőél + éles vágóélek + 6 Flute × alacsony spirálszög × rövid vágóélhossz. Alapvetően eltérő megközelítés az általános célú homlokmaró alsó éleitől
- A tömör homlokmarókat felülmúló felületi minőség — katalógus specifikációkban közzétéve — Ra összehasonlításban SUS303-on a VFM felülmúlta mind a versenytárs tömör, mind a törlőéllel felszerelt termékeket
- „Nyertes” értékelések mindhárom felhasználói esettanulmányban — 50–67% hatékonyságnövekedés, felületi minőség „jó”-tól „nagyon jó”-ig minden esetben. Cutter nyomok kiküszöbölve, fényes felületek, bevonatolás utáni karcolódási problémák megoldva
- BT30-tól BT50-ig bizonyított — Stabil megmunkálás alacsony merevségű gépeken és svájci típusú esztergagépeken. A VER szár minimalizálja a kinyúlást
- Minden ISO P/M/K/N/S/H munkadarab anyag lefedve — Bizonyított Hastelloy-X, SUS440C, SS, A5052, FCD400 és más anyagokon
- A cserélhető fejes rendszer csökkenti az üzemeltetési költségeket — Az egész tömör szerszám cseréje helyett csak a fejet kell cserélni. A szár újra felhasználható
- 4 méretű termékcsalád φ12-től φ25-ig — Válassza ki a megfelelő átmérőt a megmunkálási felület szélességéhez
Nem kell tovább homlokmaró alsó élével síkmarást végeznie. Ha a Cutter nyomok, a rossz felületi minőség vagy a bevonatolás utáni megjelenési problémák ismerősen hangzanak, próbálja ki a VFM fejet.