Rezegésmentes megmunkálás, a határok feszegetése. Nagyoló és simító megmunkálás egy szerszámmal — Kombinált maró

Rezgés horonymarásnál, durva felületek a nagyoló maróktól, a szerszámcsere macerája nagyolás és simítás között — a Tungaloy egyedi Combination Edge kialakítása mindezekre a műhelybeli kihívásokra megoldást nyújt. Saját fejlesztésű élgeometriájával, amely hullámformájú és egyenes vágóéleket kombinál — ami egyetlen versenytársnál sem elérhető — elnyomja a rezgést, miközben egyetlen szerszámmal képes a nagyolástól a simításig mindent elvégezni. A cserélhető fejes VEE-C és a tömör FinishMeister — egy két termékvonalból álló kínálat lefedi az összes Alkalmazhatóságot. Ez a cikk alapos elemzést nyújt a Combination Edge képességeiről, házon belüli tesztadatokkal és 5 felhasználói megmunkálási esettanulmánnyal alátámasztva.
Amit megtudhat ebből a cikkből
- A legnagyobb kihívás a Marásnál a „rezgés” — amit a terepi adatok feltárnak
- A megoldás kulcsa: Mi az a Combination Edge?
- Mért adatösszehasonlítás — miért kiemelkedő Horonymarásnál, Sarokmarásnál és simításnál
- Valós teljesítmény: felhasználói megmunkálási esettanulmányok (5 sikertörténet + publikált eset)
- Összefoglalás — Rezgésmentes megmunkálás és továbblépés a következő vágásra
1. A legnagyobb kihívás a Marásnál a „rezgés” — amit a terepi adatok feltárnak
Melyik az a kihívás, amely ma a legtöbb műhelyt sújtja a Marásnál?
A választ egyértelműen mutatja a Tungaloy által 2023-ban egy Sarokmarás szemináriumon végzett felmérés.
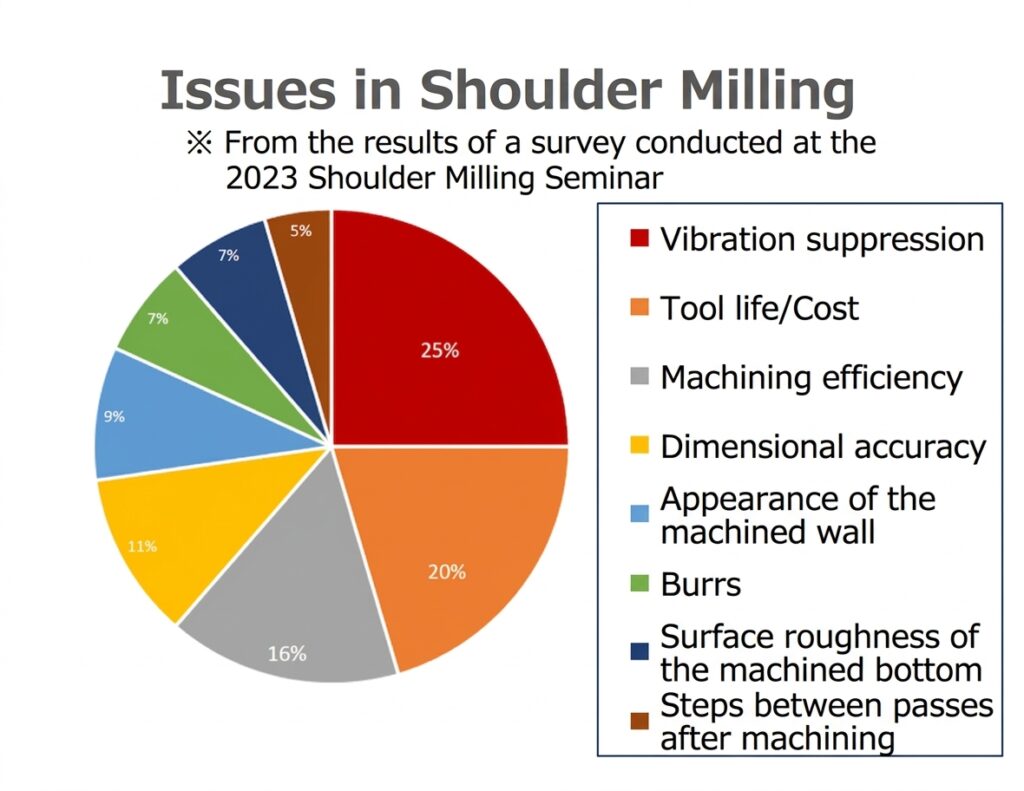
| Rangsor | Kihívás | Százalék |
|---|---|---|
| 1. | Rezgéscsillapítás | 25% |
| 2. | Szerszám élettartam / Költség | 20% |
| 3. | Megmunkálási hatékonyság | 16% |
| 4. | Méretpontosság | 11% |
| 5. | Fal felületének megjelenése | 9% |
| 6. | Sorja | 7% |
| 7. | Alsó felület érdessége | 7% |
| 8. | Lépcsőnyomok a fogások között | 5% |
A válaszadók 1 a 4-ből a „rezgéscsillapítást” jelölte meg első számú kihívásként. Ez szilárdan az 1. helyen áll, megelőzve a „szerszám élettartam/költség” (2.) és a „megmunkálási hatékonyság” (3.) tényezőket.
Ez a felmérés Sarokmarásra vonatkozott, de a helyzet még nehezebb Horonymarásnál. A Horonymarásnak olyan strukturális tényezői vannak, amelyek miatt a rezgés valószínűbb, mint a Sarokmarásnál.
- Nagy számú bekapcsolt Flute — A maximális egyidejű vágóélek azt jelentik, hogy a forgácsolási ellenállás messze meghaladja a Sarokmarásét
- Nehéz Forgács eltávolítás — A Forgács hajlamos felhalmozódni a horony alján, ami újravágás, hőfelhalmozódás és sérülés kockázatával jár
- Rezgés felerősödése — A teljes kerületi fogás + hosszú kinyúlás még valószínűbbé teszi a rezgést
- Törésveszély — Mély hornyokban (1×D vagy több) a szerszám elhajlása növekszik, ami közvetlenül töréshez vezet
Eközben sok műhely alapértelmezetten „a szokásos általános célú 4-Flute marót” használja. A Tungaloy értékesítési adatai szerint (2022–2025) a 4-Flute marók a maróhasználat 84%-át teszik ki a Flute számát tekintve. Bár szinte kizárólag sokoldalúságuk miatt választják őket, a 4-Flute marókat nem kifejezetten rezgéscsillapításra tervezték.
Hogyan lehet elnyomni a rezgést, miközben hatékonyságot és stabilitást is elérünk Horonymarásnál? A válasz a Combination Edge.
2. A megoldás kulcsa: Mi az a Combination Edge?
Combination Edge szerkezet
A FinishMeister és VEE-C fejekben található Combination Edge egy saját fejlesztésű él Geometry hullámformájú és egyenes vágóélekkel, amelyek váltakozva vannak elrendezve.
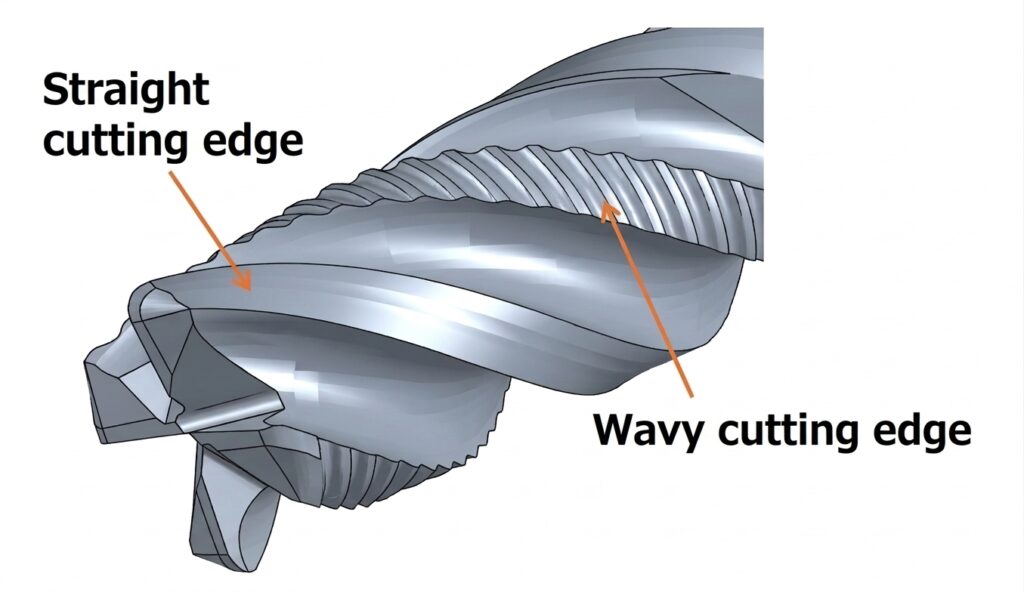
Ennek a szerkezetnek két különálló szerepe van:
- Hullámformájú vágóélek — Elosztják az érintkezési él hosszát a forgácsolási ellenállás csökkentése érdekében. Elnyomják a rezgést
- Egyenes vágóélek — Kisimítják a hullámélek által hagyott felületet, megszüntetve a nagyoló marókra jellemző durva textúrát. Biztosítják a felületi minőséget
Más szóval, egyetlen szerszám egyszerre éri el a „csökkentett ellenállást nagyolásnál” és a „biztosított felületi minőséget”.
Hogyan különbözik más él típusoktól
| Él típus | Rezgéscsillapítás | Felületi minőség | Alkalmazhatósági tartomány | Megjegyzések |
|---|---|---|---|---|
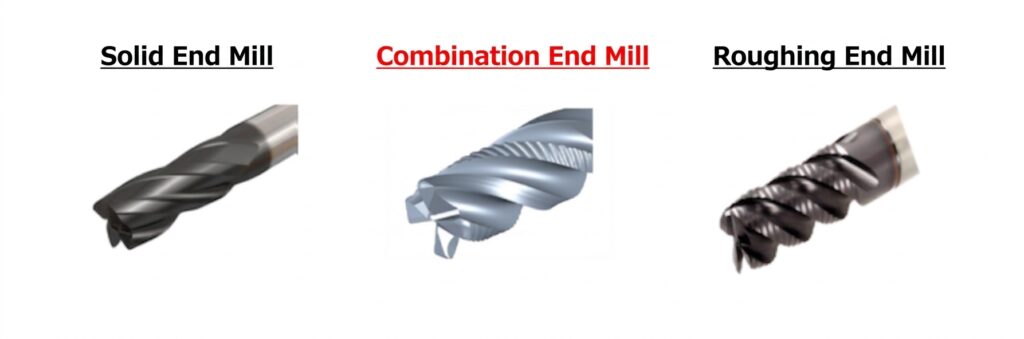
| Általános célú 4-Flute (egyenetlen osztás/emelkedés) | △ | ○ | Általános célú (Horonymarás, Sarokmarás) | Törésveszély mély hornyokban |
| Nagyolás | ◎ | × | Minden nagyoló művelet | A durva felület külön simító szerszámot igényel |
| Kombinált | ○ | ○ | Horonymarás Sarokmarásig (nagyolás + simítás) | Nagyolás és simítás egy szerszámmal |
PONT
Egyedi él Geometry, kizárólag a Tungaloytól — 2-vonalas termékpaletta
A Combination Edge a nagyoló marókkal egyenértékű rezgéscsillapítást biztosít, miközben az általános célú 4-Flute marókhoz hasonló felületi minőséget ér el. Ez a kombináció egyetlen versenytárs termékében sem létezik — ez egy olyan él Geometry, amelyet csak a Tungaloy tud kínálni.
Combination Edge — 2 termékvonal
A Tungaloy a Combination Edge-et 2 terméksorozatban kínálja. Válassza ki az optimális vonalat a megmunkálási feltételek, költségek és Alkalmazhatóság követelményei alapján.
| Termék | Típus | Szerszám átmérő | Jellemzők és Alkalmazhatóságok | |
|---|---|---|---|---|
 |
VEE-C | Cserélhető fej (TungMeister) |
φ10–φ25 | A fejcsere csökkenti az üzemeltetési költségeket. Kompatibilis a nagy merevségű szárakkal alacsony merevségű gépekhez |
 |
FinishMeister | Tömör | φ6–φ20 | Kis átmérőktől is kapható. Bizonyítottan sikeres a többfunkciós gépeken és hosszú kinyúlású Alkalmazhatóságokban. Publikált esettanulmány a Kondo Iron Works-nél |
Mindkettő osztozik ugyanabban a Combination Edge tervezési filozófiában (váltakozó hullámformájú + egyenes élek). Bár a cikkben szereplő adatok és esettanulmányok elsősorban a VEE-C-re összpontosítanak, a Combination Edge a FinishMeisterrel is ugyanolyan hatékony eredményeket biztosít.
3. Mért adatösszehasonlítás — Miért kiemelkedő Horonymarásnál, Sarokmarásnál és simításnál
Innentől kezdve a Combination Edge teljesítményét ellenőrizzük három tengelyen — Horonymarás, Sarokmarás és simítás — a Tungaloy házon belül végzett kiterjedt vágási tesztjeinek adatai alapján.
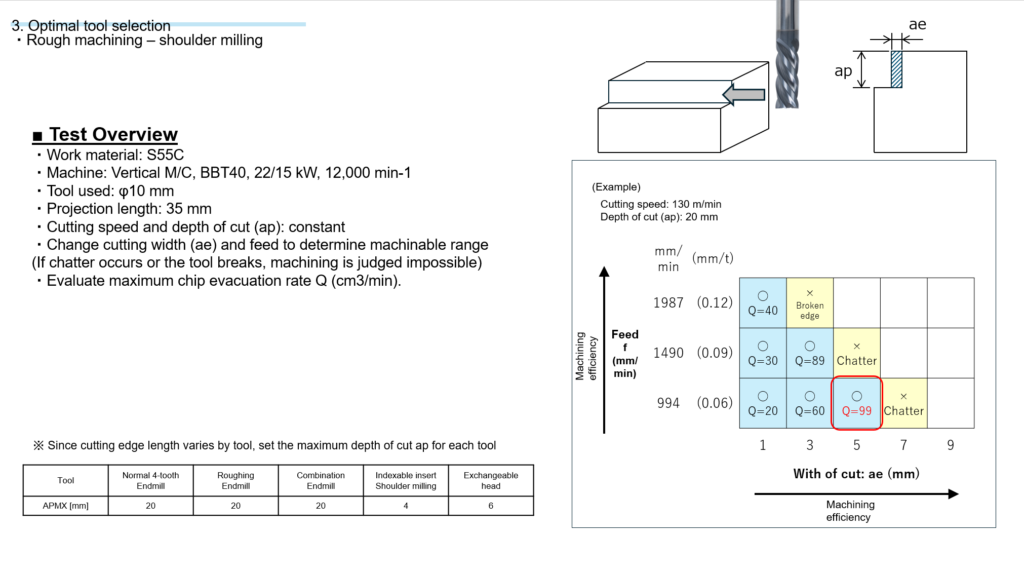
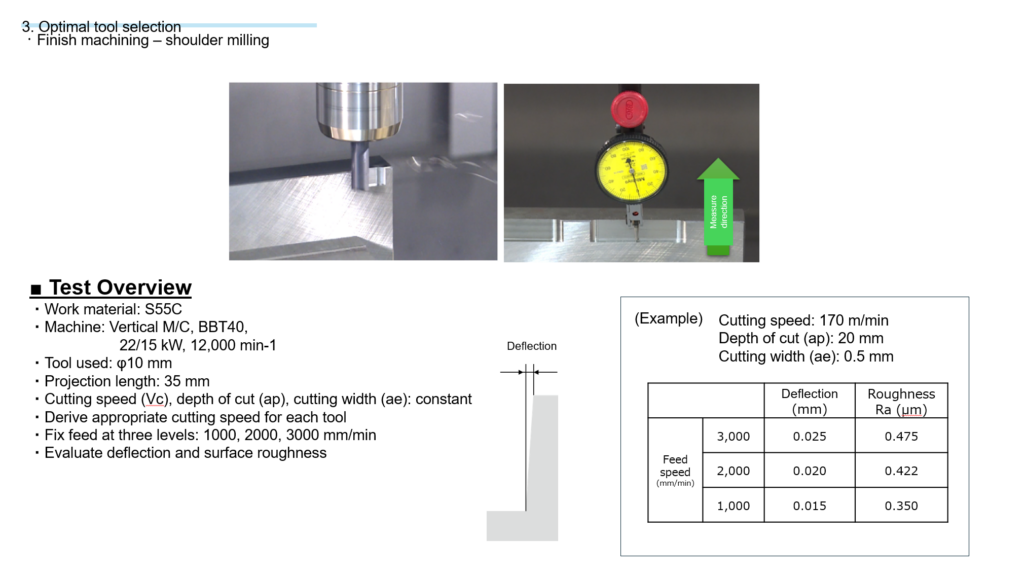
Teszt áttekintés
| Munkadarab anyaga | S55C |
|---|---|
| Gép | Vertical machining center BBT40 (22/15kW, 12 000 min⁻¹) |
| Szerszám átmérő | φ10 mm |
| Kinyúlási hossz | 35 mm (L/D=3,5) |
| Vágási sebesség | Vc = 100 m/min *A rezgésre hajlamos sebességen értékelték az értékelés céljából |
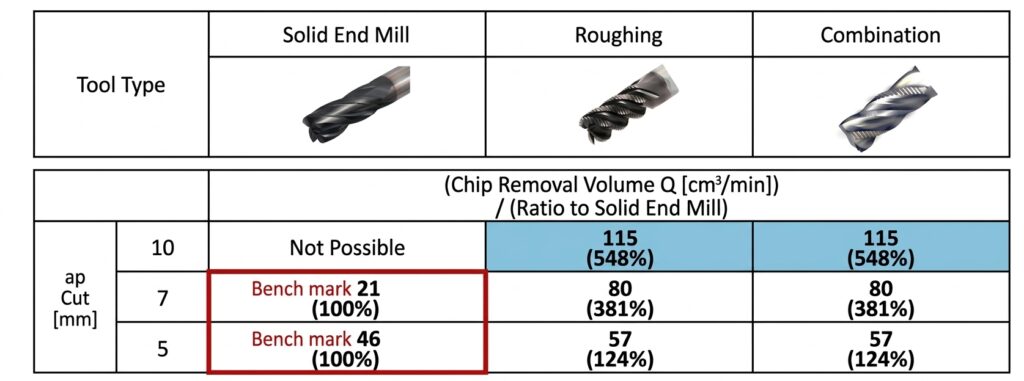
① Horonymarás — Elképesztő hatékonyság mély hornyokban
Horonymarásnál a vágóél teljes kerületén érintkezik a munkadarabbal, ami nagy forgácsolási ellenállást és rezgés/törés kockázatot eredményez, messze meghaladva a Sarokmarásét. Ez a kihívást jelentő környezet az, ahol a Combination Edge hullámformájú vágóélei a legnagyobb forgácsolási ellenállás elosztó hatást biztosítják.
Kulcsadatok
548% az általános célú 4-Flute-hoz képest 1×D mély horonyban
ap=10 mm-nél (horonymélység 1×D) az általános célú 4-Flute nem volt képes megmunkálni. A Combination Edge 548%-os Forgács eltávolítási sebességet ért el az általános célú 4-Flute-hoz képest. Ebben a mély horony tartományban — ahol a nagy Előtoláśú szerszámok és a cserélhető lapkák nem működnek — csak a Combination Edge teszi lehetővé a stabil megmunkálást.
Miért erős a mély hornyokban? — A hullámformájú vágóélek elosztják az érintkezési hosszt Flute-onként, enyhítve a forgácsolási ellenállás hirtelen növekedését a teljes kerületi bekapcsolódásból. Ez elnyomja a rezgést, lehetővé téve a megmunkálás folytatását törés nélkül, még olyan mélységekben is, amelyeket egy általános célú 4-Flute nem bírna ki.
② Sarokmarás — Kevesebb rezgés azt jelenti, hogy keményebben lehet terhelni
Ahogy az 1. szakaszban bemutattuk, a Sarokmarás legnagyobb kihívása a „rezgéscsillapítás” (25%). A Combination Edge Sarokmarásnál is rezgéscsillapítást és nagy hatékonyságot biztosít.
Három kulcsfontosságú tanulság ebből az adatból:
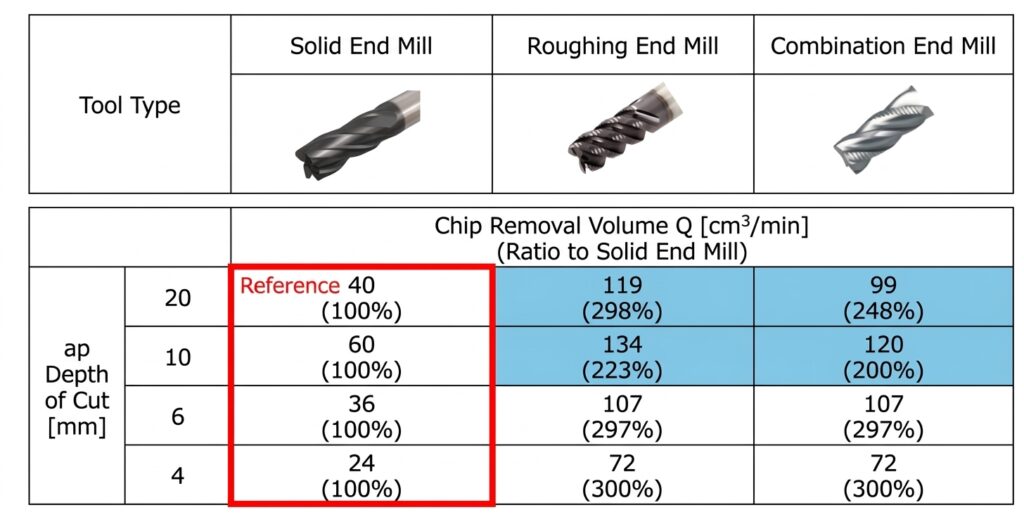
1. pont: ap≤6 mm-nél teljesen azonos hatékonyság a nagyoló marókkal
Az ap=4–6 mm tartományban — a tényleges Sarokmarásnál leggyakrabban használt vágásmélység — a Combination Edge szinte azonos Forgács eltávolítási sebességet ér el, mint a nagyoló marók. Az általános célú 4-Flute-hoz képest akár 300% (3×). Ebben a tartományban a Combination = Nagyolás a hatékonyság szempontjából.
2. pont: Még ap=10–20 mm mély vágásoknál is 2–2,5× az általános célú 4-Flute-hoz képest
Még ap=20 mm-es mély Sarokmarásnál is a Combination Edge 248%-ot ér el az általános célú 4-Flute-hoz képest. Bár nem éri el a nagyoló marók szintjét, a második legmagasabb hatékonyságot tartja. Ráadásul, mivel a nagyoló marók nem tudják biztosítani az alább tárgyalt felületi minőséget, a Combination Edge gyakran nyer a teljes folyamat hatékonyságában, ha a simítást is beleszámítjuk.
3. pont: Kevesebb rezgés azt jelenti, hogy „keményebben lehet terhelni a feltételeket”
A Combination Edge hullámformájú vágóélei Sarokmarásnál is elosztják az érintkezési él hosszát, csökkentve a forgácsolási ellenállást. Ez elnyomja a rezgést, megkönnyítve a Vc és fz növelését. Az adatokban látható hatékonysági különbségeken túl ez jelentős előny a „valóban növelhetőek-e a feltételek a műhelyben?” szempontjából.
Valójában a 3. esettanulmányban (SS400, BT40), amikor egy nagyoló marót VEE-C-re cseréltek, a feltételeket növelték — Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — ami 1,5× hatékonyságot és 1,7× szerszám élettartamot eredményezett. „Nem rezeg, így keményebben lehet terhelni” — ezt tapasztalják a felhasználók a műhelyben.
Sarokmarás összefoglaló
Akár 3× hatékonyság az általános célú 4-Flute-hoz képest
A Combination Edge akár 3× hatékonyságot biztosít az általános célú 4-Flute-hoz képest Sarokmarásnál. ap≤6 mm-nél teljesen egyenértékű a nagyoló marókkal. Ráadásul a rezgéscsillapító hatás teret teremt a vágási feltételek növelésére, ami a puszta adatokon túlmutató valós hatékonyságnövekedést tesz lehetővé.
③ Simítás — Bizonyított felületi minőség, egyenértékű az általános célú 4-Flute-tal
„Értem, hogy ellenáll a rezgésnek és hatékony nagyolásnál. De a Combination Edge tényleg képes jó felületet biztosítani?” — Ez a leggyakrabban feltett kérdés.
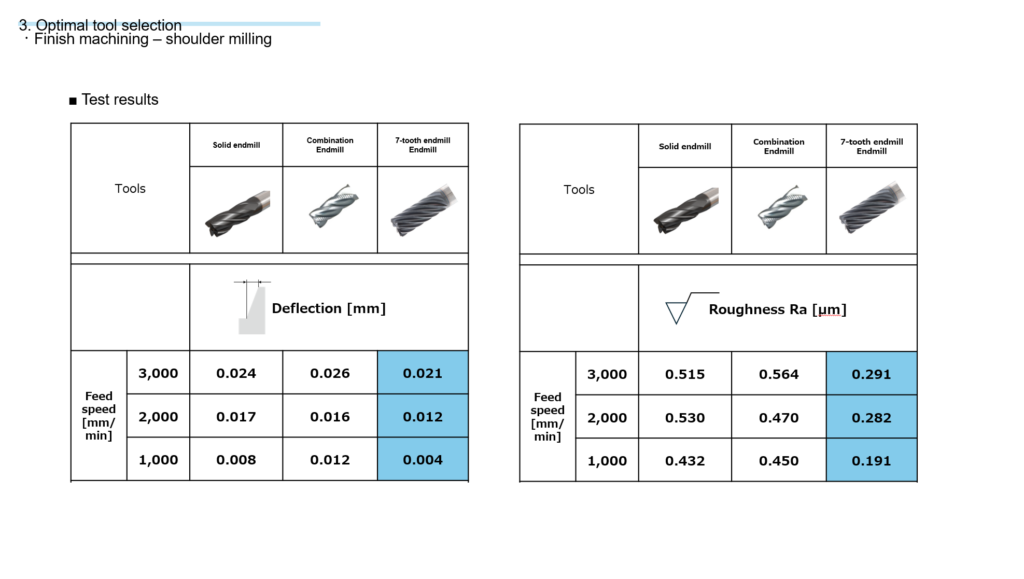
A rövid válasz: a Combination Edge az általános célú 4-Flute-hoz közel azonos felületi minőséget ér el. Lásd a fal elhajlási és felületi érdesség Ra adatait, amelyeket a szemináriumi teszteken mértek.
Fal elhajlás összehasonlítás [mm]
| Előtoláś sebesség | Általános célú 4-Flute | Kombinált | Különbség | 7-Flute (referencia) |
|---|---|---|---|---|
| 3 000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2 000 mm/min | 0.017 | 0.016 | −0,001 | 0.012 |
| 1 000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Felületi érdesség Ra összehasonlítás [μm]
| Előtoláś sebesség | Általános célú 4-Flute | Kombinált | Különbség | 7-Flute (referencia) |
|---|---|---|---|---|
| 3 000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2 000 mm/min | 0.530 | 0.470 | −0,060 | 0.282 |
| 1 000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Íme a legfontosabb tanulságok az adatokból:
① Az elhajlás és Ra különbségek az általános célú 4-Flute-hoz képest minimálisak
A maximális elhajlás különbség 0,004 mm, a maximális Ra különbség 0,049 μm. Mindkettő nem jelentős különbség a gyakorlati megmunkálási célokra. 2 000 mm/min Előtoláś sebességnél a Combination Edge valójában felülmúlta a 4-Flute-ot (alacsonyabb értékek) mind az elhajlás, mind az Ra tekintetében.
② Teljesen más szintű felület a nagyoló marókhoz képest
A nagyoló marók teljes egészében hullámformájú vágóélekből állnak, felületi egyenetlenségeket hagyva, amelyek külön simító műveletet igényelnek. A Combination Edge egyenes vágóélei kisimítják a felületet, a nagyoló maróktól teljesen eltérő felületi minőséget érve el. Ez a közvetlen oka annak, hogy „nagyolás és simítás egy szerszámmal” lehetséges.
③ Nem érheti el a dedikált 7-Flute simító szerszámot, de az Alkalmazhatóság más
A nagy pontosságú simításhoz, amely Ra 0,2 μm tartományt igényel, a többfogú 7-Flute szerszám az optimális. Azonban a tipikus simítási tűrésekhez (körülbelül Ra 0,5 μm) a Combination Edge teljesen alkalmas. Ráadásul, mivel a Combination Edge közvetlenül át tud váltani nagyolásról simításra, a szerszámcserék és a beállítások megszűnnek.
Simítás összefoglaló
Felületi minőség, egyenértékű az általános célú 4-Flute-tal
A Combination Edge felületi minősége egyenértékű az általános célú 4-Flute-tal mind az elhajlás, mind az Ra tekintetében. Ez nem csak „egy csak nagyoló szerszám” — az adatok bizonyítják, hogy egyetlen szerszámmal képes a nagyolástól a simításig mindent elvégezni. Az általános simításhoz Ra 0,5 μm körül nincs szükség szerszámcserére nagyolás és simítás között.
3. szakasz összefoglaló — Sokoldalúság, amely lefedi a Horonymarás, Sarokmarás és simítás területeit
| Összehasonlítási tengely | vs. Általános célú 4-Flute | vs. Nagyoló maró |
|---|---|---|
| Horonymarás hatékonyság | Akár 5,5× (548%) | Egyenlő vagy jobb (kiemelkedő mély hornyokban) |
| Sarokmarás hatékonyság | Akár 3× (300%) | Egyenlő (ap≤6 mm) |
| Rezgéscsillapítás | Elképesztően jobb | Egyenlő (kiemelkedő Horonymarásnál) |
| Felületi minőség | Egyenlő (minimális elhajlás/Ra különbség) | Elképesztően jobb |
| Szerszámkonszolidáció | — | Nagyolás + simítás egy szerszámmal |
A Combination Edge nem „csak Horonymarásra való szerszám”. Elképesztő hatékonyság Horonymarásnál, nagy hatékonyság rezgéscsillapítással Sarokmarásnál, és az általános célú 4-Flute-tal egyenértékű felületi minőség — ez az egyetlen él Geometry, amely mindhárom tengelyen nagy teljesítményt nyújt.
4. Valós teljesítmény: Felhasználói megmunkálási esettanulmányok (5 sikertörténet + publikált eset)
A házon belüli tesztadatokon túl mind az 5 felhasználói terepi értékelés „nyertes” minősítést kapott. Esettanulmányokat mutatunk be mind a VEE-C (cserélhető fej), mind a FinishMeister (tömör) termékekről.
Esettanulmány áttekintés
| # | Termék | Megmunkálási módszer | Munkadarab anyaga | Szerszám átmérő | Gép | Hatékonysági arány | Szerszám élettartam arány |
|---|---|---|---|---|---|---|---|
| 1. eset | FinishMeister | Sarokmarás (szelep) | SUS316 | φ12 | Többfunkciós gép | 3× | 15× |
| 2. eset | FinishMeister | Sarokmarás (dugattyú) | FCD500 | φ25 | Nagy vízszintes M/C / HSK100 | 3× | Egyenlő |
| 3. eset | VEE-C | Sarokmarás | SS400 / 160HB | φ25 | Vertical M/C / BT40 | 1,5× | 1,7× |
| 4. eset | VEE-C | Horonymarás | SKD11 / 40HRC | φ12 | Vertical M/C / BT50 | 2× | 2× |
| 5. eset | VEE-C | Horonymarás | SUS430F | φ10 | Vertical M/C / BT30 | 2,8× | Egyenlő |
Kiemelt
„Nyertes” minősítések mind a VEE-C, mind a FinishMeister számára
Akár cserélhető fejes, akár tömör, a Combination Edge hatékonysága bizonyított. Akár 3× hatékonysággal és akár 15× szerszám élettartammal jelentős javulások érhetők el a terméktípustól függetlenül.
FinishMeister esettanulmányok
1. eset SUS316 szelep megmunkálás: 3× hatékonyság, 15× szerszám élettartam
Megmunkálási részletek
- Megmunkálási módszer: Sarokmarás (szelep külső átmérő)
- Munkadarab anyaga: SUS316 (rozsdamentes acél)
- Szerszám átmérő: φ12
- Gép: Többfunkciós gép
- Iparág: Autóipar
Kihívások
- Az alacsony munkadarab befogási merevség megakadályozta az esztergálást; korábban 4-Flute tömör keményfém maróval megmunkálva
- A termelékenység stagnált. Rövid szerszám élettartam a kopás előrehaladtával fellépő rezgéssel
Javulás a FinishMeisterrel
- Használt szerszám: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0,06 mm/z, ap=5 mm, ae: 1→2 mm — a feltételek növelve
- MRR: 1,27 → 3,82 cm³/min (3× hatékonyság)
- Vágási hossz: 0,3 → 4,5 m (15× szerszám élettartam)
- A hullámformájú vágóélek csökkentették a forgácsolási ellenállást, elnyomva a rezgést még a kopás előrehaladtával is
PONT
3× hatékonyság és 15× szerszám élettartam — Jelentős javulás
Még alacsony befogási merevségű környezetben is a Combination Edge alacsony ellenállású jellemzői 3× hatékonyságot és 15× szerszám élettartamot eredményeztek. A rezgés továbbra is elnyomott marad még megnövelt vágási sebességnél is, lehetővé téve a stabil megmunkálást agresszív feltételek mellett.
2. eset FCD500 dugattyúgyűrű megmunkálás: 3× hatékonyság + szerszámkonszolidáció

Megmunkálási részletek
- Megmunkálási módszer: Sarokmarás (dugattyú külső átmérő esztergálás-marás)
- Munkadarab anyaga: FCD500 (gömbgrafitos öntöttvas)
- Szerszám átmérő: φ25
- Gép: Nagy vízszintes megmunkáló központ (#50 / HSK100)
- Iparág: Hajóépítés
Kihívások
- Korábban két marót használtak — egyet nagyolásra és egyet simításra
- A szerszámcsere macerája és a ciklusidő problémát jelentett
Javulás a FinishMeisterrel
- Használt szerszám: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0,07 mm/z, ap=30 mm, ae: 3→6 mm — a feltételek növelve
- MRR: 25,35 → 77,01 cm³/min (3× hatékonyság)
- A szerszám élettartama megegyezett a korábbival — problémamentes
- Nagyolás és simítás egyetlen FinishMeisterbe konszolidálva. Tömeggyártási sorra adaptálva
PONT
3× hatékonyság + szerszámkonszolidáció — Tömeggyártásra adaptálva
A 2 szerszámos beállításról egyetlen FinishMeisterre konszolidálva, 3× hatékonyságot érve el. A szerszám élettartama egyenértékű maradt, ami a tömeggyártási sorra való adaptáláshoz vezetett.
VEE-C esettanulmányok
3. eset Nagyoló maró cseréje: 1,5× hatékonyság + szerszámkonszolidáció
Megmunkálási részletek
- Megmunkálási módszer: Sarokmarás
- Munkadarab anyaga: SS400 (160HB)
- Szerszám átmérő: φ25
- Gép: Vertical M/C / BT40
Kihívások
- Jelenleg egy versenytárs keményfém nagyoló maróját használják
- A tömör maró 20 mm vágásmélységre korlátozódott. Vágóél sérülések léptek fel
- Külön szerszámok szükségesek nagyoláshoz és simításhoz
Javulás a VEE-C-vel
- Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — a feltételek növelve
- MRR: 61,12 → 91,67 cm³/min (kb. +50%)
- Fej élettartam: 3 alkatrész fejenként → 5 alkatrész fejenként (1,7×)
- Nagyolás + simítás egyetlen VEE-C-be konszolidálva. A szerszámcsere ideje is csökkent
PONT
1,5× hatékonyság + 1,7× szerszám élettartam + szerszámkonszolidáció
A nagyoló maró nem tudta biztosítani a felületi minőséget, és külön simító szerszámot igényelt. A VEE-C egy szerszámba konszolidálta a nagyolást + simítást, 1,5× hatékonyságot és 1,7× szerszám élettartamot érve el egyszerre.
4. eset 2 HSS szerszámról 1 VEE-C-re konszolidálva: 2× hatékonyság, 2× szerszám élettartam

Megmunkálási részletek
- Megmunkálási módszer: Horonymarás
- Munkadarab anyaga: SKD11 (40HRC)
- Szerszám átmérő: φ12
- Gép: Vertical M/C / BT50
Kihívások
- Jelenleg 2 szerszámos HSS beállítást használnak: nagyoló maró + HSS simító maró
- A szerszámcsere macerája és a ciklusidő problémát jelentett
- A HSS szerszámok korlátozzák a megmunkálási sebességet
Javulás a VEE-C-vel
- B feltétel: Vc=40, ap=4, ae=12, fz=0,03 → MRR: 3,06 → 6,11 cm³/min (2×)
- 5 alkatrész fejenként (2× szerszám élettartam)
- Nagyolás és simítás egyetlen VEE-C-be konszolidálva → Nincs szükség szerszámcserére
PONT
2× hatékonyság, 2× szerszám élettartam — Jelentős javulás
A 2 szerszámos HSS beállításról egyetlen VEE-C-re konszolidálva. 2× hatékonyság és 2× szerszám élettartam — jelentős javulás. Stabil megmunkálás még SKD11-nél is 40HRC nagy keménységgel.
Forrás: TR78848
5. eset Megduplázott vágásmélység a ciklusidő csökkentése érdekében

Megmunkálási részletek
- Megmunkálási módszer: Horonymarás és Sarokmarás
- Munkadarab anyaga: SUS430F
- Szerszám átmérő: φ10
- Gép: Vertical M/C / BT30
Kihívások
- A jelenlegi versenytárs keményfém marójával fellépő rezgés korlátozta az elérhető vágásmélységet (ap)
- Nehéz volt növelni a feltételeket alacsony merevségű BT30 környezetben
Javulás a VEE-C-vel
- A vágásmélység ap=1 mm-ről 2 mm-re nőtt
- 3. teszt: Vc=66, ap=2, ae=10, fz=0,05 → MRR: 8,40 cm³/min
- A szerszám élettartama megegyezett a korábbival, a felületi minőség is egyenértékű. A vágási hang csendes volt
PONT
Megduplázott vágásmélység a ciklusidő csökkentése érdekében
A VEE-C rezgésállóságának kihasználása a ciklusidő csökkentésére. Stabil megmunkálás agresszív feltételek mellett is, még alacsony merevségű BT30 gépen is.
Publikált esettanulmány: Kondo Iron Works × FinishMeister Combination Edge
Az fenti 5 eset belső tesztjelentéseken alapul, de van egy hivatalosan publikált sikertörténet is.

Kondo Iron Works Co., Ltd. (Inuyama City, Aichi prefektúra) szerszámgép- és építőipari gépalkatrészek megmunkálására specializálódott. A vállalat bevezette a Combination Edge tömör marót, a FinishMeister φ12-t egy többfunkciós gépen, jelentős eredményeket érve el.
| Használt termék | FinishMeister φ12 (Combination Edge tömör maró) |
|---|---|
| Megmunkálási részletek | Tengely henger alakú részének Sarokmarása és Horonymarása (csavarülés, ékpálya) |
| Munkadarab anyaga | S45C |
| Gép | Többfunkciós gép (egyszeri befogású többfelületű megmunkálás) |
| Kihívás | Többfunkciós gépeken a hosszú maró kinyúlás rezgést okoz → nem lehet növelni a vágási feltételeket |
| Vágási feltételek | Vc=100 m/min, f=0,26 mm/rev (fz=0,065), ap=7–8 mm, ae=12 mm |
Eredmények:
- Csökkentett megmunkálási idő — A Combination Edge rezgéscsillapítása lehetővé tette a nagy vágásmélységű megmunkálást. Kevesebb fogás csökkentette a ciklusidőt
- Szerszámkonszolidáció — Nagyoló képesség plusz simító minőség egy szerszámban. Nagyolás és simítás egyetlen szerszámba konszolidálva
Üzemvezetői megjegyzések
„Jelentős eredményeket hozott a hosszú kinyúlású megmunkálásban, ahol hajlamos a rezgés fellépni”
„Csökkentette a megmunkálási időt a vágási fogások számának csökkentésével”
„Hosszabb szerszám kinyúlási hosszt állított be, hogy lehetővé tegye a szerszámmegosztást a beállítások között is”
A VEE-C egy olyan termék, amely ugyanazt a Kondo Iron Works-nél bizonyított Combination Edge-et alkalmazza cserélhető fejes formátumban. Tömör FinishMeister és cserélhető fejes VEE-C — válasszon a 2 vonal közül az Alkalmazhatóság és a gazdaságosság alapján.
Összefoglalás — Rezgésmentes megmunkálás és továbblépés a következő vágásra
Ez a cikk bemutatta a Tungaloy Combination Edge képességeit annak szerkezetén, adatain és esettanulmányain keresztül. Íme a kulcsfontosságú pontok:
- A Marás legnagyobb kihívása a „rezgés” — a műhelyi válaszadók 25%-a valós felmérésben az 1. helyre sorolta
- A Combination Edge egy egyedülálló Geometry — a hullámélek elnyomják a rezgést, az egyenes élek kisimítják a felületet
- 874 tesztfeltétel mellett bizonyított — Akár 5,5× hatékonyság Horonymarásnál, akár 3× Sarokmarásnál. Az általános célú 4-Flute-tal egyenértékű felületi minőség
- Mind az 5 felhasználói esettanulmány „nyertes” minősítést kapott — Akár 3× hatékonyság, akár 15× szerszám élettartam
- BT30, BT40 és többfunkciós gépeken bizonyított — Stabil megmunkálás még alacsony merevségű gépeken is, hosszú kinyúlással
- Nagyolás és simítás egy szerszámmal — A szerszámkonszolidáció csökkenti a beállítási időt és a költségeket
- 2-vonalas termékpaletta lefedi az összes Alkalmazhatóságot — VEE-C (cserélhető fej) és FinishMeister (tömör)
Ha Horonymarás hatékonyságának javításával, rezgés elleni intézkedésekkel vagy szerszámkonszolidációval foglalkozik, próbálja ki a Combination Edge-et.