Horonymarók mint megmunkálási opció ─ Lehetőségek bővítése egyetlen szerszámmal, a mély horonymarástól, oldalfalaktól és leszúrástól az ütközés elkerüléséig
A horonymarókat gyakran „elavult, leszúrásra és horonymarásra szánt szerszámoknak” tekintik.
Valójában azonban rendkívül sokoldalú és produktív szerszámok, amelyek olyan területeket is lefednek, amelyeket nehéz elérni marókkal, beleértve a mély hornyokat, az oldalfalak pontosságát, a vékony hornyokat, a reteszhornyokat, a párhuzamos kétoldali megmunkálást és az ütközés elkerülését.
Sok vágóéllel rendelkeznek a kerületükön, megkönnyítik a kinyúlás minimalizálását, és lehetővé teszik a horonyszélességhez viszonyítva kedvező szerszámátmérő használatát. Ezen jellemzők kihasználásával az olyan megmunkálási műveletek, amelyeket korábban a rezgés, a falelhajlás vagy a forgácsdugulás miatt feladtak, stabil tömeggyártási folyamatokká alakíthatók.
Ez a cikk elmagyarázza a horonymarók alapjait, hatékonyságuk területeit és kiválasztásuk módját. Emellett részletesebben foglalkozik a beállításokkal a teljesítményük kiaknázása érdekében, különösen a gyakran figyelmen kívül hagyott forgácsvastagság fogalmával.

Amit megtudhat ebből a cikkből
- Mi az a horonymaró? Különbségek a maróktól
- Miért hatékonyak a horonymarók mély hornyok, oldalfalak és leszúrási műveletek esetén?
- A horonymarók típusai és megfelelő alkalmazhatóságuk
- Marók vs. horonymarók: kulcsfontosságú kritériumok a megfelelő szerszámválasztáshoz
- Alapvető tippek a stabil megmunkáláshoz
- A forgácsvastagság megértése, ha az ae/DC kicsi
- Gyakori problémák és áttekintendő pontok
- Speciális profilmarók mint opció
- Összefoglalás
1. Mi az a horonymaró? ─ Egy szerszám, amely a „kerületi oldalsó élekkel” vág
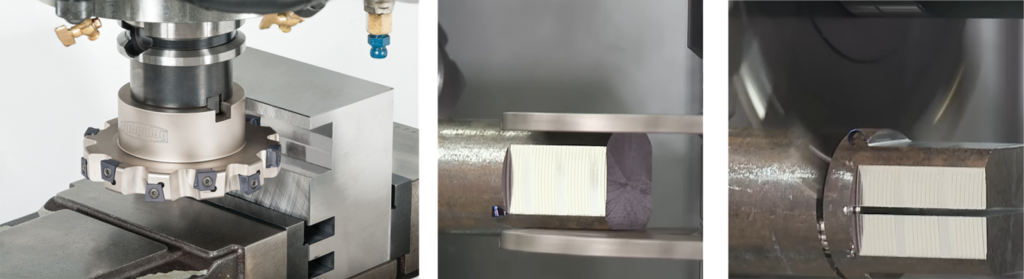
A horonymarók olyan szerszámcsoportot alkotnak, amelyek a szerszám kerületének oldalán lévő vágóéleket használják hornyok, vállak és felületek megmunkálására. Mély és keskeny hornyokhoz, oldalfalak pontosságát igénylő alkalmazásokhoz, leszúráshoz, reteszhornyokhoz és párhuzamos kétoldali megmunkáláshoz használják őket.
Gyakori tévhit, hogy „elavult, leszúrásra és horonymarásra szánt szerszámok”. A tényleges megmunkálás során hatékonyak a vállmarásban és síkmarásban is, ahol az ütközés elkerülése szükséges. Az 5-tengelyes megmunkálás növekvő elterjedésével újra felfedezik értéküket, mint olyan szerszámokat, amelyek rövid szerszámhosszal oldalról közelíthetik meg a munkadarabot.
Különbségek a hasonló szerszámoktól
| Szerszám | Fő erősségek | Különbség a horonymaróktól |
|---|---|---|
| Síkmaró | Síkmarás | Nem alkalmas oldalfal-megmunkálás helyettesítésére |
| Maró | Általános célú megmunkálás | Mély hornyokban a kinyúlás hosszabbá válik, ami nagyobb valószínűséggel okoz elhajlást és rezgést |
| Leszúrófűrész | Leszúrás és vékony horonymarás | A horonymaró vékony pengéjű változata |

2. Tipikus alkalmazhatóság, ahol a horonymarók hatékonyak
Keskeny szélesség a mélységhez képest
A maróknál a szerszám kinyúlása hosszabbá válik, ami nagyobb valószínűséggel okoz elhajlást, rezgést és mérethibát. A horonymarók gyakran előnyösek, mert még akkor is, ha a szerszám vékony az átmérőjéhez képest, a tüsketámasz és a tárcsa merevsége stabilitást biztosít.
Ha derékszögű pontosság és az oldalfalak párhuzamossága szükséges
A horonymarás rendkívül hatékony az oldalfalak kialakításában. A csoportos marásnál két Cutter és távtartók lehetővé tehetik két párhuzamos felület megmunkálását egyetlen menetben.
A leszúrás és vékony horonymarás során keletkező anyagveszteség csökkentése
A vékony pengéjű szerszámok kis vágási ráhagyással rendelkeznek, ami segít csökkenteni az anyagveszteséget. Még mély és keskeny hornyokban is nagy hatékonyság érhető el, ha a szerszámgeometria és a forgácseltávolítás megfelelően illeszkedik.
Ütközés elkerülése és hozzáférhetőség 5-tengelyes megmunkálásban
A horonymarók vékonyan behatolhatnak oldalról olyan területekre, ahol a nagy síkmarókat nehéz elölről alkalmazni, vagy ahol a hosszú marók nem biztosítanak elegendő hézagot. Az 5-tengelyes megmunkáló központokban a szerszámtengely megnövekedett szabadsága a horonymarókat még értékesebb opcióvá teszi.
PONT
Opció az ütközés elkerülésére a merevség biztosítása mellett
A horonymarók nem „csak horonymarásra való szerszámok”. Olyan opciót jelentenek, amely javítja a megmunkálhatóságot mély hornyokban, oldalfal-megmunkálásban, leszúrási műveletekben és oldalsó megközelítésű megmunkálásban.
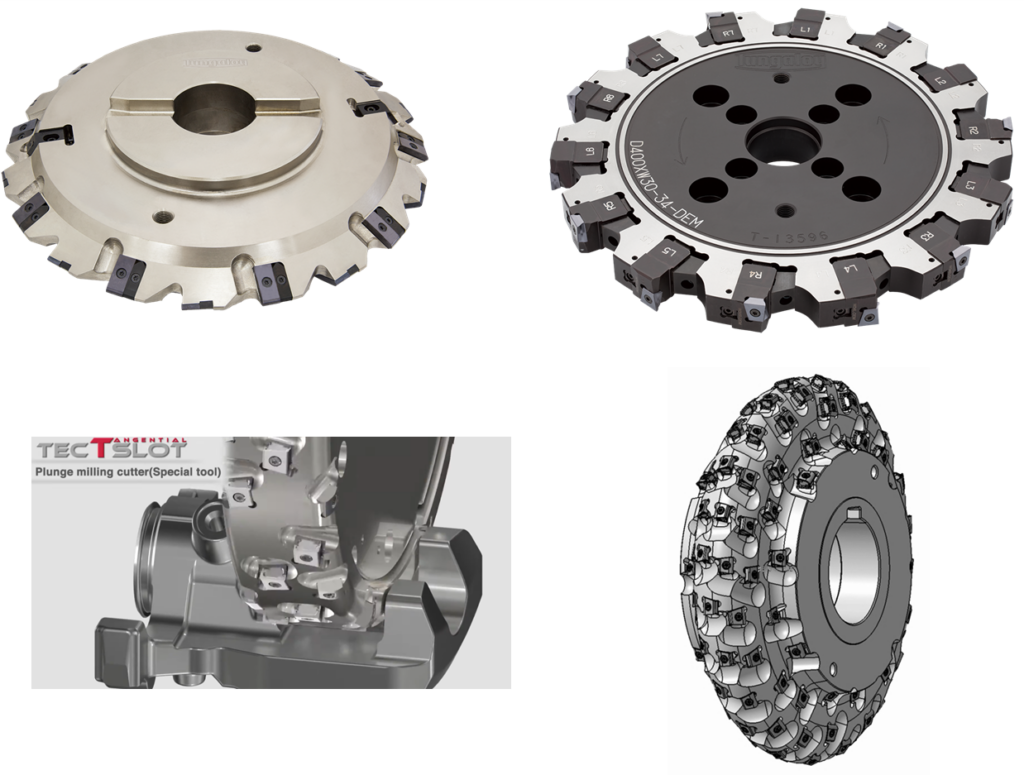
3. A horonymarók alapvető osztályozása ─ Melyik típust válassza?
| Típus | Fő alkalmazhatóság | Megfelelő helyzetek |
|---|---|---|
| Vékony pengéjű típus / leszúrófűrész | Leszúrás és vékony hornyok | Mélység nagyobb, mint a szélesség, csökkentett anyagveszteség |
| Oldal- és homlokmaró | Hornyok, oldalfalak és alsó felületek | Stabil megmunkálás, például reteszhornyok |
| Féloldalas Cutter | Egyoldalas vállmegmunkálás | Lépcsős megmunkálás és egyoldalas simítás |
| Profilhoronymaró | Profilgenerálás | Nagy hatékonyságú megmunkálás és tömeggyártott alkatrészek |
Cutter kiválasztásakor ellenőrizze a vágási szélességet, a szélességtartományt, a forgácseltávolítást és az indexelhetőséget. Tömeggyártás esetén az indexelhető szerszámok erős jelöltté válnak.

4. Kritériumok a marókról való átálláshoz
Amikor a marók megfelelőek
A marók akkor megfelelőek, ha sokoldalúságuk előnyös, például sekély hornyokhoz, komplex formákhoz, egy szerszámmal történő megmunkáláshoz általános célú gépeken, és kis szériás gyártáshoz, ahol a beállítási hatékonyság prioritást élvez.
Amikor a horonymarók előnyösek
A horonymarók megfontolandók mély és keskeny hornyokhoz, oldalfalak pontosságához, leszúráshoz és keskeny horonymaráshoz, hosszú megmunkálási hosszakhoz, tömeggyártáshoz, párhuzamos kétoldali megmunkáláshoz, ütközés elkerüléséhez és oldalsó megközelítésű megmunkáláshoz 5-tengelyes gépeken.
Ha kétségei vannak: fontolja meg a horonymarót, ha ezeket a jeleket látja
- A horony mély, de keskeny
- Rezgés lép fel maróval, vagy a horonyszélesség instabil
- A forgács eldugul, az oldalfalak elhajlanak, vagy a maró eltörik
- A megmunkálási idő hosszú
- A szerszám nem tud elölről behatolni, vagy kerülni kell a hosszú kinyúlást
PONT
A horonymarók gyakran a legproduktívabb opciók közé tartoznak a horonymarásban
Mivel sok vágóéllel rendelkeznek a kerületükön, csökkenthetik a felesleges kinyúlást, és lehetővé teszik a horonyszélességhez viszonyítva kedvező átmérő használatát, az előny a marókkal szemben különösen akkor nő, ha a horonyszélesség kisebbé válik.
5. Alapvető tippek a teljesítmény kiaknázásához ─ Kinyúlás, fogszám és forgácsok
1. Tartsa a kinyúlást a lehető legrövidebbre
A tüske hossza, a támasz merevsége, a távtartó pontossága és az összeszerelési pontosság közvetlenül befolyásolja a kész eredményt. A túlzott kinyúlás oldalfal-elhajlást, méretváltozást és rezgést okozhat.
2. A több fog nem mindig jobb
A nagyobb fogszám javíthatja a termelékenységet, de csökkenti a forgácstér kapacitását. Ragaszkodó anyagok, hosszú forgácsú alkalmazások és mély hornyok esetén a fogszám növelése ellenkező hatást is kiválthat. Ez a hatékony forgácsvastagsággal kapcsolatos problémákhoz is vezethet, amiről később lesz szó.
3. Ne becsülje alá a körfutási hibát
A rögzítőfelületeken lévő szennyeződés, a távtartó pontatlansága vagy az elégtelen befogás koncentrálhatja a terhelést bizonyos vágóélekre. Ez rossz felületi minőséghez, éltöréshez és szélességromláshoz vezethet, ezért az összeszerelés előtti ellenőrzés elengedhetetlen.
4. A forgácseltávolításnak adjon elsőbbséget
A mély hornyokban tipikus probléma a forgács újravágása vagy elakadása. A Hűtés elérése, a forgácseltávolítás iránya és a vágási irány együttesen tervezendő.
5. A szerszám élettartama attól függ, hogyan hatol be a Cutter a munkadarabba
Ha a szerszám hirtelen teljes terheléssel kapcsolódik be, a vastag kilépő oldali forgácsok és az ütközés lerövidíthetik a szerszám élettartamát. A gördülő behatolás és az előtolás csökkentése a behatoláskor hatékony ellenintézkedések.
6. A horonymarókkal leggyakrabban elfelejtett pont ─ Forgácsvastagság
Szerkezetük miatt a horonymarók hajlamosak kis ae/DC értékkel működni. Ha a vágási feltételeket csak a látszólagos előtolási sebesség határozza meg, a vágóél végül „inkább dörzsöl, mint vág”.
Következtetés
A szerszám csak enyhén kapcsolódik, mégis tovább csökken az előtolás
Ez a horonymarók leggyakoribb meghibásodási mintája. Ha zaj, égés, idő előtti kopás vagy rossz felületi minőség jelentkezik, először ellenőrizze a forgácsvastagságot.
Lépések a megfelelő vágás helyreállításához
- Ellenőrizze, hogy elegendő forgácsvastagság biztosított-e az ae/DC arányhoz
- Növelje az fz értéket a megfelelő szintre
- Szükség esetén csökkentse a fogszámot, hogy növelje az egyes fogak által végzett munkát
- Állítsa be újra az orsófordulatszám és az előtolási sebesség egyensúlyát
- Váltson a „dörzsölésről” vissza a „megfelelő vágásra”
PONT
Attól függően, hogy hogyan állítja be a vágási feltételeket, Ön is korlátozhatja a szerszám teljesítményét
A horonymarók nagy termelékenységű szerszámok. Mielőtt feltételezné, hogy „a szerszám nem tud vágni”, először gyanakodjon arra, hogy az előtolási sebesség egyszerűen túl alacsony.
Egyszerű forgácsvastagság-kalkulátor
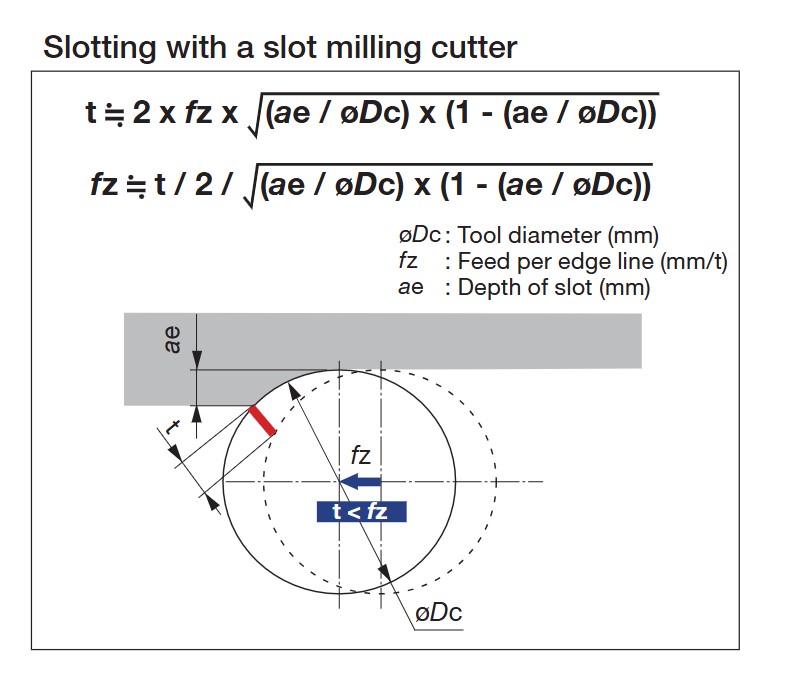
A szerszámátmérő DC, a radiális fogásmélység ae, a fogszám z, az orsófordulatszám n és az asztali előtolás Vf megadásával ez az eszköz azonnal kiszámítja a fogankénti előtolást fz, a maximális forgácsvastagságot hex, az átlagos forgácsvastagságot hm és az ae/DC értéket.
ae/DC = ae / DC
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Hozzávetőleges képletek kerületi maráshoz, ahol ae < DC. Teljes horonymarás esetén állítsa be ae = DC, hex = fz és hm ≒ 2fz/π értékkel.
A kalkulátor használata
- Adja meg aktuális megmunkálási feltételeit — DC, ae, z, n és Vf
- Ha a hex 0,02 mm alatt van, a dörzsölés komoly aggodalomra ad okot. Fontolja meg az fz növelését vagy a fogszám csökkentését
- Ha az ae/DC 10% alatt van, gyakran szükséges az előtolást többszörösére emelni a látszólagos fz-hez képest a megfelelő vágás eléréséhez
7. Hibaelhárítási útmutató tünetek szerint
| Probléma | Fő okok | Áttekintendő pontok |
|---|---|---|
| Rezgés | Túlzott kinyúlás / hirtelen bekapcsolás / dörzsölés az elégtelen előtolás miatt | Rövidítse a kinyúlást, enyhén csökkentse az orsófordulatszámot, növelje az fz-t, hogy a szerszám vágjon, vizsgálja felül az élgeometriát és a fogszámot |
| Instabil horonyszélesség | Körfutási hiba / idegen anyag az összeszerelés során / vékony falú munkadarab elhajlása | Ellenőrizze a távtartókat és az érintkező felületeket, fontolja meg az állítható szélességű konfigurációkat, erősítse meg a munkadarab rögzítését |
| Oldalfal-elhajlás | Tüske elhajlása / rossz támasz párhuzamosság / túlzott vágóerő | Ellenőrizze a támasz párhuzamosságát, rövidítse a kinyúlást, vizsgálja felül a fogásmélységet |
| Éltörés vagy idő előtti kopás | Forgácsdugulás / ütközés a behatoláskor / egyenetlen terhelés | Javítsa a forgácseltávolítást, csökkentse az előtolást a behatoláskor, csökkentse a körfutási hibát, vizsgálja felül a fogszámot |
| Égés vagy csikorgó zaj | Túlzott vágási sebesség / dörzsölés a túl alacsony előtolás miatt / vékony pengéjű fűrész rezonanciája | Először csökkentse az orsófordulatszámot, majd állítsa be a megfelelő előtolást. Kerülje a túlzott vágási sebességet vékony leszúrófűrészekkel |
8. Dedikált horonymarók speciális iparágakhoz ─ A speciális profilmarók világa
A standard katalógustételek és az automatikus rajzrendszerek csak paraméteresen kifejezhető speciális formákat fedhetnek le. A tényleges gyártásban azonban egyértelmű igény van komplex profilok egyetlen menetben történő megmunkálására.
Itt jönnek képbe a teljesen egyedi speciális profilmarók. A Tungaloy széles körű tapasztalattal rendelkezik az ipari alkalmazásokban, mint például az autóipar, az építőipari gépek, az energiaipar és az ipari gépek.
PONT
Az egyes ipari alkalmazásokhoz igazított testreszabás
Az automatikus rajzrendszereket a sebességre és a szabványosításra tervezték. A speciális profilmarókat úgy tervezték, hogy a standard szerszámokkal nem lefedhető komplex formákat egyetlen szerszámba vonják össze.
1. Fogaskerék-marók ─ Bizonyított teljesítmény az építőipari gépek, mezőgazdasági gépek, ipari gépek és szélerőművek fogaskerekeinél
- Alkalmazhatóság: Fogaskerekek, bordástengelyek, fogazatok és hasonló alkatrészek fogprofiljának megmunkálása
- Erősség: A fogprofil be van építve a vágóélbe, ami lehetővé teszi a fogköz kialakítását egyetlen menetben. A fogaskerék-megmunkálás könnyebben elvégezhető általános célú megmunkáló központokon
- Fő vonzerő: Teljesen egyedi tervezés, amely illeszkedik a modulhoz, a fogszámhoz, a nyomásszöghöz és a profil eltoláshoz
2. Cutterek konzolok és féknyergek megmunkálásához
- Alkalmazhatóság: Lépcsős hornyok, íves hornyok és komplex profilmegmunkálás autóipari féknyergeknél, felfüggesztő konzoloknál és alvázalkatrészeknél
- Erősség: Optimalizált fogelrendezés, amely elnyomja a rezgést alacsony merevségű munkadaraboknál
- Fő vonzerő: Specifikációs tervezés, amely egyensúlyt teremt a szerszám élettartama és a méretstabilitás között a tömeggyártási sorokon
3. Cutterek csavarrotor megmunkálásához
- Alkalmazhatóság: Durva megmunkálástól a félfinom megmunkálásig a csavaros kompresszorok, csavaros szivattyúk és vákuumszivattyúk hím- és női rotorhornyaihoz
- Erősség: A komplex csavarprofilok formamarással, dedikált vágóélprofillal készülnek
- Fő vonzerő: Teljesen testreszabott tervezés, közel egyedi szerszámozás minden rotorátmérőhöz, emelkedéshez és fogprofilhoz. Támogatja a hosszú fogmagasságokat és a komplex görbéket is

Széles körű alkalmazási nyilvántartások különböző iparágakban
A Tungaloy speciális profilmaróit sok éve használják tömeggyártási helyeken kulcsfontosságú iparágakban, mint például az autóipar, az építőipari gépek, a mezőgazdasági gépek, az ipari gépek és az energiaipar. Az olyan alkalmazásokon keresztül, mint a fogaskerekek, konzolok és féknyergek, valamint csavarrotorok, a Tungaloy tervezési know-how-t és széles körű alkalmazási könyvtárat halmozott fel, amelyek az egyes iparágak megmunkálási igényeit célozzák meg.
Következtetés
Azok a formák, amelyeket az automatikus rajzrendszerek nem tudnak teljes mértékben kifejezni, pontosan azok, ahol a speciális profilmarók ragyognak
Mivel a Tungaloy számos iparágban bizonyítottan sikeres, képes az egyes megmunkálási kihívásokra optimalizált Cuttereket tervezni.
Összefoglalás ─ A horonymarók értékének kiaknázása
A horonymarók nem „csak leszúrásra és horonymarásra való szerszámok”. Valódi értéküket a modern megmunkálási kihívásokban mutatják meg, mint például a mély hornyok, az oldalfalak pontossága, az ütközés elkerülése és az oldalsó megközelítésű megmunkálás 5-tengelyes gépeken.
Mivel azonban a horonymarók szerszámjellemzőik miatt hajlamosak kis ae/DC értékkel működni, a forgácsvastagság megértése a vágási feltételek beállításának kiindulópontja.
- A horonymarók erősek a horonymarásban, oldalfal-megmunkálásban, leszúrásban és ütközés elkerülésében
- Horonymarásban gyakran a legproduktívabb opciók közé tartoznak
- A kinyúlás, az összeszerelés és a körfutási hiba határozza meg a kész eredményt
- A több fog nem mindig jobb. Ellenőrizze a forgácstér kapacitását és a forgácseltávolítást
- Ne feltételezze azonnal, hogy „a szerszám nem tud vágni”; először gyanakodjon arra, hogy „az előtolási sebesség túl alacsony”
- Ha az ae/DC kicsi, mindig ellenőrizze a forgácsvastagságot
- Azokhoz a formákhoz, amelyeket a standard szerszámok vagy az automatikus rajzrendszerek nem tudnak lefedni, a speciális profilmarók lehetővé tehetik a folyamatok konszolidációját
A horonymaró kiválasztása lépésről lépésre történhet a megmunkálási kihívás nehézsége szerint: „standard sorozat / cserélhető fejes szerszámok → automatikus rajzolással létrehozott speciális szerszámok → teljesen egyedi speciális profilmarók.” Az alapok megértése után fontolja meg azt az opciós réteget, amely a legjobban illeszkedik saját megmunkálási alkalmazásának nehézségéhez.