
Ez az a sikerút, amelyet a Tungaloy értékesítési képviselői járnak be ügyfeleikkel együtt.
48 órás felügyelet nélküli hétvégi üzem elérése! Melyik Chamfering szerszám oldotta meg a Lights-Out gyártást akadályozó szűk keresztmetszetet?
Interjú együttműködésTsubakimoto Mayfran Inc.


Tungaloy értékesítési képviselő
Murata TakahikoMurata Takahiko
- Szülőváros
- Kiotó város, Kiotó prefektúra
- Karrier
- 1987 januárjában csatlakozott (középvezetői felvétel). 36. év.
- Hobbi
- Középiskolában kezdtem alpesi síversenyezni, és a mai napig aktívan versenyzek.
Szezonon kívül csak a golf.
A fémforgácsolásban érintettek legalább egyszer láttak már „Forgács szállítószalagot”. Ezúttal egy Forgács szállítószalagokkal kapcsolatos fejlesztési esettanulmányt mutatunk be.
A Tsubakimoto Mayfran Inc., amelynek székhelye Koka városban, Shiga prefektúrában található, 1973-ban alakult a Tsubakimoto Chain Co. és a Mayfran International közös vállalkozásaként. 1974-ben a vállalat megkezdte „ChipTote” Forgács szállítószalagjának gyártását. Azóta a vállalat anyagmozgató termékek széles skáláját fejlesztette ki, és ma már széles körben ismert, mint az anyagmozgató és hűtőfolyadék-feldolgozó berendezések átfogó gyártója.
A Tsubakimoto Mayfran Inc. továbbra is a legmagasabb minőségű termékeket és szolgáltatásokat nyújtja, hogy globális ügyfél-elégedettséget és bizalmat szerezzen a „fém Forgácsok, hűtőfolyadék és szilárd hulladék” „kezelése és feldolgozása” területén.
Tartalomjegyzék
- Szíjcsap házon belüli gyártási projekt
- A felügyelet nélküli működést akadályozó szűk keresztmetszet folyamat
- Megoldások a szűk keresztmetszet folyamatra
- Cserélhető fejű marószerszám TungMeister: Széles Chamfering fej választék
- 48 órás felügyelet nélküli hétvégi üzem elérése
- Még hosszabb felügyelet nélküli üzem felé
Szíjcsap házon belüli gyártási projekt
A Tsubakimoto Mayfran Inc. a szállítószalagokat – zászlóshajó terméküket – a Koka városban, Shiga prefektúrában található központi gyárában gyártja. A központi gyár az anyagyár, amely a lemezmunkától a hegesztésen, összeszerelésen át a festésig mindent kezel egy integrált szállítószalag-gyártási folyamatban. Ebben az időben merült fel probléma a szíjcsapok beszerzésével, amelyek a szállítószalagok egyik kulcsfontosságú alkatrészei. Korábban a központi gyár szinte semmilyen fémforgácsolási műveletet nem végzett, és a megmunkálást igénylő szíjcsapokat külső cégek gyártották. Azonban a beszállító számára nehézzé vált a gyártás folytatása. Ennek a problémának a megoldására indult el egy szíjcsap házon belüli gyártási projekt. Ichihashi urat, a Gyártástechnológiai Osztályról, aki mélyreható ismeretekkel rendelkezett a fémforgácsolásról, nevezték ki projektvezetőnek.

„A korábban kiszervezett szíjcsapgyártás házon belüli megvalósításával a központi gyárunkban számos előnyre tehetünk szert, ezért döntöttünk a házon belüli gyártás mellett. A házon belüli gyártás lehetővé teszi a rugalmas gyártástervezést a keresletnek megfelelően, és megkönnyíti a kis szériás gyártást. A kiszervezés esetén nagy alkatrészraktárakat (folyamatban lévő munkát) kellett fenntartanunk a rendelési tételek mérete és az átfutási idők miatt. A házon belüli gyártással rugalmasan tudjuk igazítani a gyártási ütemterveket és a tételnagyságokat az ügyfél igényeihez. A just-in-time gyártás bevezetése jelentős alkatrészraktár-csökkenést eredményezett.”
Ez egy fontos projekt volt, amelytől a gyártási hatékonyság javulását várták.
„Az átfutási idő csökkentésére és a készletcsökkentésre vonatkozó elvárások mellett a költséghatékonyságot is célul tűztük ki ennél az indító projektnél. A gyártási költségeket figyelembe véve a tengerentúli gyártás is opció volt, de az alkatrészek gyártása a központi gyárban – a végső összeszerelés helyszínén – optimális a szállítási átfutási idők (helyi gyártás helyi fogyasztásra) szempontjából. Ezért azt a célt tűztük ki, hogy olyan gyártósort építsünk ki, amely költséghatékonyság szempontjából felveszi a versenyt a tengerentúli gyártással még belföldi gyártás esetén is. Úgy gondoltuk, hogy a költséghatékonyság elérésének kulcsa az „automatizálás és a meghosszabbított felügyelet nélküli üzem”.”
Csuklós acél szíj szállítószalag megjelenése és szerkezete
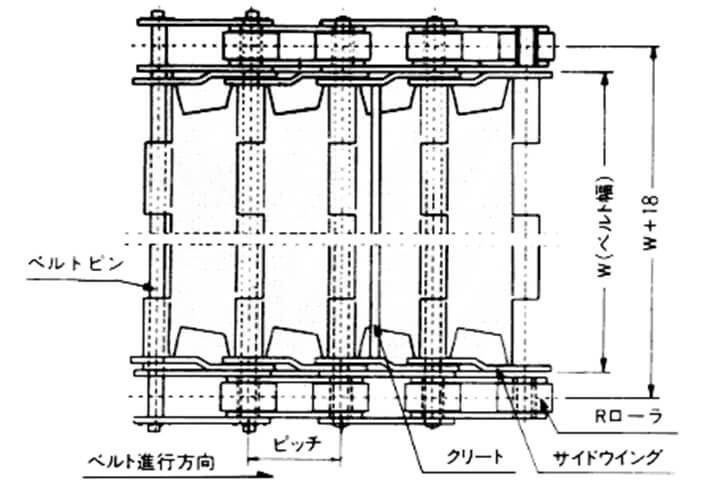
Szíjcsapok megjelenése

A felügyelet nélküli működést akadályozó szűk keresztmetszet folyamat
A kitűzött célok elérése érdekében a gyártósor építése előrehaladt. Mivel a szíjcsapok hosszú hengeres alkatrészek, az anyagellátáshoz rúd adagolót alkalmaztak. Ezenkívül a hosszú munkadarabok újrafogásának és mindkét végének megmunkálásának automatizálására egy NC esztergát választottak al-orsóval, automatizálva mindent a munkadarab betöltésétől, a megmunkáláson át a munkadarab kirakodásáig.
A szíjcsapok különböző átmérőjű és hosszúságú modellekben kaphatók. Megmunkálási programokat hoztak létre és ellenőriztek minden modellhez, és a gyár első megmunkált alkatrészeinek indítása sikeresen befejeződött.
Bár a megmunkálás indítása sikeresen befejeződött, a másik cél – a meghosszabbított felügyelet nélküli üzem elérése – még nem valósult meg. A két folyamatban használt szerszámok élettartama rövid volt, és a gyakori szerszámcserék lehetetlenné tették a meghosszabbított üzemeltetést.
„Célunk az volt, hogy a viszonylag nagy gyártási tételekkel rendelkező modelleket felügyelet nélküli üzemben, ünnepek alatt megmunkáljuk. Például pénteken távozáskor beállítjuk, és elindítjuk a megmunkálást. Ha a hétvégén (szombaton és vasárnapon) felügyelet nélküli megmunkálást tudnánk futtatni, az jelentősen hozzájárulna a gyártósor hatékonyságához és a gyártási költségekhez. Ennek eléréséhez körülbelül 48 órás felügyelet nélküli üzemre volt szükségünk, de a szűk keresztmetszetet jelentő folyamatokban fellépő szerszámélettartam-problémák megakadályoztak minket a cél elérésében.”
Szűk keresztmetszetet jelentő folyamatok a szíjcsap megmunkálásában
Szűk keresztmetszet 1. folyamat: Leszúrás / Homlokfelület finom esztergálás
Mivel a gyártás rúd adagolót használt, a leszúrási folyamat volt az egyik fő művelet. Ezenkívül a szerszámok és a revolverfej állomások számának korlátai miatt, amelyek a különböző modellek megmunkálásához szükségesek, a leszúró szerszámot a homlokfelület finomítására is használták a szerszámhasználat konszolidálása érdekében.
Szűk keresztmetszet 2. folyamat: Központfúrás + Chamfering
A furatpozíció pontosságának javítása érdekében a furatmegmunkálás előtt központfúrást végeztek. Mivel ezek a furatok C-Chamferinget igényeltek, a folyamatot úgy tervezték, hogy egy 90°-os Chamfering szerszámot mélyebbre vezessenek előre, hogy a központfúrást és a Chamferinget egyetlen műveletben kombinálják.
A „Központfúrás + Chamfering” folyamat megmunkálási képe
- 1. folyamat
Központfúrás + Chamfering

- 2. folyamat
Fúrás
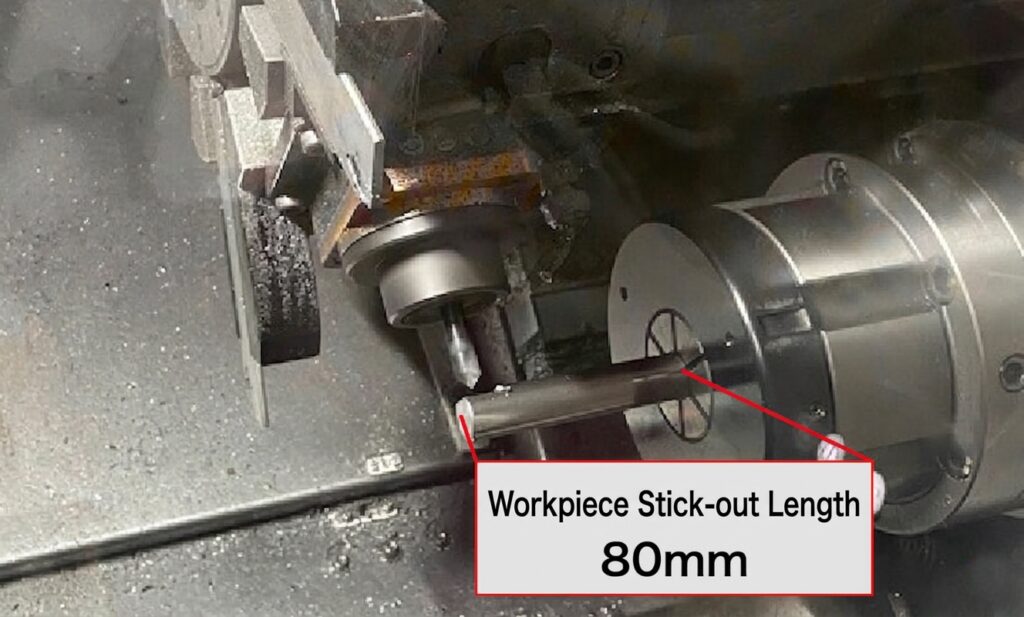
„Az a folyamat, amelyet különösen problémásnak éreztem, ez a „központfúrás + Chamfering” folyamat volt. A munkadarabot megfogó patronház és a forgó szerszámegység közötti interferencia, valamint a gép marási tartományának korlátai miatt a munkadarabnak körülbelül 80 mm-re ki kellett állnia a marási műveletekhez. Ráadásul, mivel a megmunkálás a homlokfelület közelében történt, konzolos elrendezésben kellett elvégezni. Alacsony merevségű munkadarab esetén a megmunkálás instabillá vált. A rezgés különösen a kisebb átmérőjű szíjcsap modelleknél volt kifejezett, ami szabálytalan furatú Chamferingeket eredményezett.”
„Több gyártótól is kértünk szerszámfejlesztéseket, és dolgoztunk a szerszámok javításán. Egy gyártóval egyedi szerszámokat készíttettünk, és teszteket végeztünk, de nehezen találtunk olyan szerszámot, amely a szükséges javulást hozta volna.”
A meghosszabbított felügyelet nélküli üzem célja zsákutcába jutott.
NC eszterga rúd adagolóval és al-orsóval a központcsap megmunkálásához

A „Központfúrás” + „Chamfering” folyamat nézete
Megoldások a szűk keresztmetszet folyamatra
Körülbelül ekkor találkozott először Ichihashi úr és Murata, a Tungaloy Kiotói Értékesítési Irodájából.
Egy fúrótermékkel kapcsolatos megmunkálási tanácsadási kérés, amelyet Ichihashi úr választott, egy forgalmazón keresztül jutott el Muratához. Amikor Murata meglátogatta Ichihashi urat, megismerte azokat a kihívásokat, amelyekkel Ichihashi úr szembesült.
„A leszúró/homlokfelület esztergáló szerszám fejlesztésére a TungCut-ot javasoltam. A TungCut egyedülálló íves lapkák üléssel rendelkezik, amely erős ellenállást biztosít az oldalirányú erőkkel szemben, így nemcsak leszúrásra, hanem esztergálási műveletekre is alkalmas horony/leszúró szerszámcsalád. Az AH7025-öt, a legújabb minőségünket választottam a lapkákhoz. Mivel ez a minőség már kiváló eredményeket hozott más ügyfeleknél, javasoltam a tesztelést vele.”
„Amikor teszteltük az AH7025-öt, meghosszabbítottuk a szerszám élettartamát, és megoldottuk az egyik szűk keresztmetszetet jelentő folyamatot. Eredetileg hűtőfolyadékot használtunk a megmunkáláshoz a szerszám élettartama és a felületi minőség szempontjából. Azonban a hűtőfolyadék használata rendszeres cserét igényel a vízminőség romlása miatt, és hulladékolajként való ártalmatlanítása környezetvédelmi aggályokat vet fel, amelyek az utóbbi időben egyre problémásabbá váltak. Száraz megmunkálást akartunk bevezetni hűtőfolyadék nélkül. E tekintetben az AH7025 kielégítő felületi minőséget biztosított még száraz megmunkálás esetén is, miközben elegendő mértékben elérte a célul kitűzött szerszám élettartamot. Őszintén lenyűgözött minket a szerszámtechnológiájuk.”
„A másik szűk keresztmetszetet jelentő folyamat – a „központfúrás + Chamfering” – esetében arra számítottam, hogy nehéz lesz a javítás a kis átmérőjű munkadarab és a hosszú kinyúlás miatt. Mivel a cserélhető fejű szerszám, a TungMeister széles választékot kínál Chamfering fejekből, megvizsgáltam, hogy ebből a kínálatból kiválaszthatjuk-e az optimális fejet a szíjcsap megmunkálásához.”

Cserélhető fejű marószerszám TungMeister: Széles Chamfering fej választék
A cserélhető fejű marószerszám, a TungMeister széles fejválasztékot kínál a négyzetes fejeken túl, beleértve a nagy előtolású, gömbvégű, Chamfering, Fúrás és horony típusú fejeket. Különösen a Chamfering szerszámok kínálata tartalmaz Chamfering fejeket, amelyek egyértelműen eltérő jellemzőkkel rendelkeznek.

„A többféle fej típus közül a VDS típust – a legélesebb vágású és legalacsonyabb ellenállású kialakítást – választottam ehhez az alkalmazáshoz.”
A TungMeister Chamfering fejek három típusban kaphatók: a „költséghatékony, préselt VCP típus (központi vágóéllel)”, a „termelékenységre fókuszáló, többélű VCA típus (központi vágóél nélkül)” és az „élességre fókuszáló, nagy spirálszögű VDS típus (központi vágóéllel)”.
„A VDS típust választottam, arra számítva, hogy nagy spirálszöge és alacsony ellenállású kialakítása megfelelő lesz ehhez az alkalmazáshoz. Ezenkívül, amikor megvizsgáltam a versenytársak Chamfering szerszámait, amelyeket a Tsubakimoto Mayfran használt, egyik sem rendelkezett vékonyítással a vágóélen. Úgy gondoltam, hogy a VDS típus vékonyítási funkciójának használata csökkentené a Tolóerőt, ezáltal elnyomná a munkadarab elhajlását még alacsony merevségű munkadarabok esetén is.”
TungMeister Chamfering fej termékcsalád

Költséghatékony VCP típus (központi vágóéllel)

Termelékenységre fókuszáló VCA típus (központi vágóél nélkül)

Élességre fókuszáló VDS típus (központi vágóéllel)
A VDS típus jellemzői
- A VDS fej elölnézete
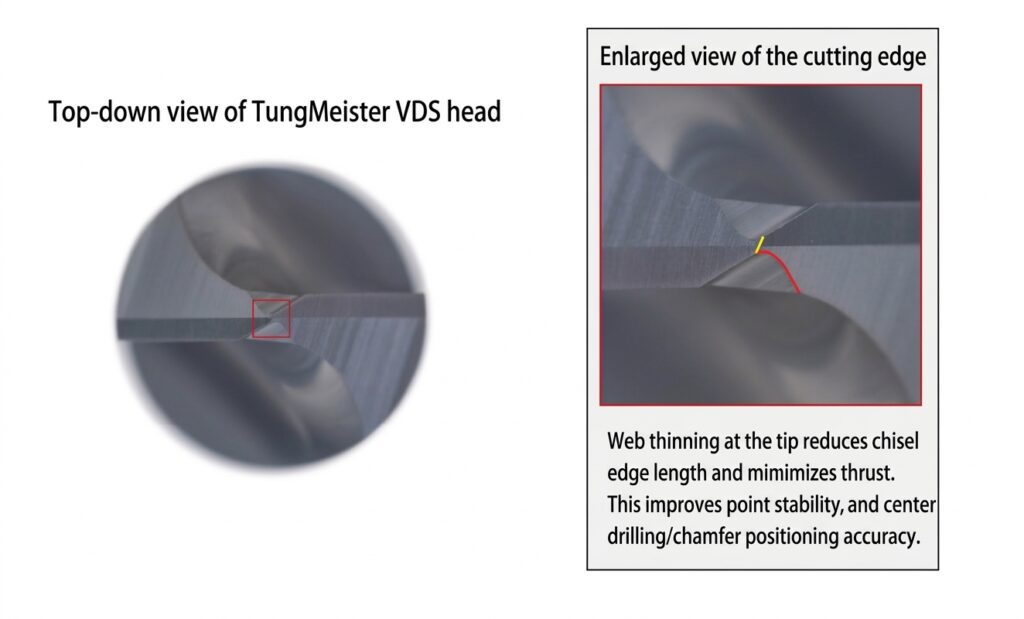
- VDS fej

48 órás felügyelet nélküli hétvégi üzem elérése
Nagy reményekkel indult a tesztelés. Míg a hagyományos szerszám rezgéssel megmunkált, a VDS típus jelentősen elnyomta a rezgés előfordulását. A stabil megmunkálás megerősítése után a tesztelés futó gyártási tesztre váltott. A teszteredmények a következőket mutatták:
- A szerszám élettartama 3000 darabra nőtt – az előző 600 darabos szerszám élettartam beállítás ötszöröse
- A korábban szabálytalan alakú Chamfering terület tiszta kör alakúvá vált, javítva a termék minőségét
Ezek jelentős javulások voltak.
„A szerszámmal végzett megmunkálás eredményei elképesztő új felfedezések sorozatát hozták. A két szűk keresztmetszet feloldása és a 48 órás felügyelet nélküli hétvégi üzem elérése nagyban hozzájárult a szíjcsap megmunkálósor termelékenységének javításához. A szíjcsap megmunkálása általános célú gépekkel még külföldön sem valósult meg, így úgy gondolom, hogy ez az új vonal olyan költséghatékonysággal épült ki, amely felveszi a versenyt a tengerentúli gyártással.”
„A megmunkálási stabilitás és a szerszám élettartamának javulása mellett nagyra értékeljük a TungMeister szerszámcsere egyszerűségét is. A tömör szerszámoknál minden szerszámcsere megkövetelte a patron meglazítását és újbóli meghúzását, a szerszám kinyúlási hosszának beállítását, valamint a szerszámhossz-eltolás korrekcióit az NC programban. Használtunk csavaros fejű Chamfering szerszámokat is, de előfordult, hogy a csavarok leesetek és elvesztek a gép belsejében eltávolításkor. A TungMeister, amely lehetővé teszi a fej cseréjét csak egy kulccsal, a szár eltávolítása nélkül, szintén javulást hozott a szerszámcsere műveletekben.”
A cserélhető fejű szerszámok egyedi előnyeit az esztergagépeken – ahol a gépen belüli szerszámcserék gyakoriak – egyértelműen értékelték.

Megmunkált Chamfer a TungMeister VDS típusú fejjel

Főbb fejlesztési pontok
-
Alacsony ellenállású Chamfering fej, VDS típus használata „Központfúrás” + „Chamfering” esetén alacsony munkadarab merevségű körülmények között – Stabil megmunkálás és drámaian javult szerszám élettartam
A VDS típusú fej nagy spirálszögű kialakítással és vékonyított vágóél geometriával rendelkezik. Csökkenti a vágási ellenállást és elnyomja a munkadarab elhajlását, lehetővé téve a stabil megmunkálást még alacsony merevségű körülmények között is.
-
A szűk keresztmetszetet jelentő folyamatok feloldása lehetővé tette a 48 órás felügyelet nélküli gyártást
A stabilizált megmunkálás jelentősen javította a szerszám élettartamát. A szerszámcsere gyakoriságának csökkentése hozzájárult a felügyelet nélküli üzemidő meghosszabbításához.
Még hosszabb felügyelet nélküli üzem felé
A Tsubakimoto Mayfran nem elégedett a jelenlegi fejlesztésekkel, és már további fejlesztések felé halad.
„Most, hogy a két szűk keresztmetszetet jelentő folyamat megoldódott, egy másik megmunkálási folyamat – a homlokmegmunkálás – vált a jelenlegi szűk keresztmetszetté. Ennek a folyamatnak a javításával a következő célunk a 60 órás felügyelet nélküli üzem elérése.”
A következő cél meghallgatásakor Murata így válaszolt:
„A „központfúrás + Chamfering” folyamathoz hasonlóan a homlokmegmunkálás is alacsony merevségű körülményeket foglal magában. Itt is stabil megmunkálásra és meghosszabbított szerszám élettartamra törekszem a lehető legalacsonyabb vágási ellenállású marószerszám kiválasztásával.”
„A céghez való csatlakozásom óta nagyra értékelem a mottót, amelyet egy idősebb kollégám tanított nekem: „A szorult helyzet esélyt jelent”. Ahogy ebben az esetben is, néha jól mennek a dolgok, de vannak olyan esetek is, amikor a megmunkálás nem a tervek szerint alakul, és problémák merülnek fel. Azonban ahelyett, hogy könnyen feladnám, úgy gondolom, a legfontosabb az, hogy megvizsgáljuk, vannak-e más ötletek vagy javítási intézkedések, és folyamatosan kihívásokat keressünk. Úgy érzem, hogy a különösen nehéz esetekben felmerülő problémák megoldása erősíti az ügyféllel való későbbi bizalmi kapcsolatot.”
Murata elkötelezett amellett, hogy támogassa a 60 órás felügyelet nélküli üzem elérésének következő kihívását is.
„Sok mindent csak a gyakorlatban lehet megérteni a megmunkálásban. Továbbra is kihívásokat akarunk keresni anélkül, hogy a meglévő koncepciók korlátoznának minket.”
Ichihashi úr megosztotta a következő kihívással kapcsolatos törekvéseit.
A Tungaloy-nál továbbra is azon fogunk dolgozni, hogy támogassuk azokat a gyártási szakembereket, akik nap mint nap új kihívásokkal néznek szembe.

Balra: Kuroiwa Daisuke úr, Osztályvezető, Gyártási Osztály, 1. Gyártási Szakasz
Jobbra: Ichihashi Junpei úr, Gyártástechnológiai Osztály
A cikkben szereplő termékek
Válassza ki az optimális szerszámot a sokféle szerszámgeometria közül a megmunkálási hatékonyság javítása érdekében
TungMeister
Drámaian csökkentse a szerszámcsere idejét