

Költséghatékony, nagy teljesítményű tapok megbízható menetmegmunkáláshoz
Kiváló minőségű HSS tapok széles anyagválasztékhoz

Alkalmazások & Jellemzők
Alkalmazások
Jellemzők
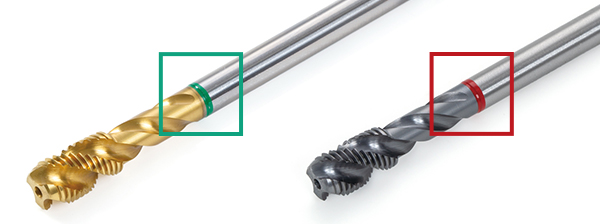
1. A szár színes gyűrűje segít könnyen azonosítani a tap ajánlott munkadarab-anyagát.
- M – Többanyagú alkalmazás
- W – Jó forgácsolhatóságú acél Rm<750 N/mm2
- S – Rozsdamentes acél
- H – Edzett acél és magas hőmérsékletű/szuperötvözetek Rm>750 N/mm2
- G – Szürke öntöttvas
- N – Gyengén ötvözött acél Rm<600 N/mm2
- A – Alumínium és alumíniumötvözetek
- F – Bármilyen anyag legalább 8~10%-os nyúlással
- Y – Nikkelötvözetek
Tapok és minőségek
Tapok

Csúcstap

TP-**
- M – ISO metrikus durva menet
- MF – ISO metrikus finom menet
- UNC – ISO Unified durva menet
- UNF – Egyesített finom menetmegmunkálás
Spiráltap

TS-**
- M – ISO metrikus durva menet
- MF – ISO metrikus finom menet
- UNC – ISO Unified durva menet
- UNF – Egyesített finom menetmegmunkálás


Minőségek
HB070
![]()
- A gőzzel temperált Fe3O4 oxidbevonat csökkenti a szerszám és a munkadarab közötti súrlódást, és megakadályozza a hideghegesztést.
NB070
![]()
![]()
- Ajánlott felületkezelés kemény kopó/abrazív anyagok, például szürkeöntvény, nagy szilíciumtartalmú alumíniumötvözetek (több mint 10%) megmunkálásához.
PB070
![]()
![]()
![]()
- A TiN bevonat keménysége körülbelül 2300 HV, és hőállósága körülbelül 600°C-ig terjed. Kiváló arany színű bevonat általános alkalmazásokhoz.
GB070
![]()
![]()
![]()
![]()
- A TiCN a TiN helyébe lép, amikor a körülmények eltérő keménységet és szívósságot igényelnek a bevonattól. A TiCN előnyt jelent nagyon nehéz acélok megmunkálásánál vagy megszakított furatok vágásánál. A TiCN bevonat keménysége körülbelül 3000 HV, de csak körülbelül 400°C-ig hőálló. Ez azt jelenti, hogy a TiCN kiváló hűtést igényel a hosszú élettartamhoz.
DB070
![]()
- Magas kopásállóságával és a színesfémekhez való csekély tapadásával a DLC (gyémántszerű szén) bevonat tökéletesen ajánlott alumínium és alumíniumötvözetek vágásához.
AB070
![]()
![]()
![]()
![]()
- Ez egy speciális bevonat abrazív anyagok megmunkálásához, mint például: szürkeöntvény, szilíciumos alumíniumötvözetek, szálvahősítésű
műanyagok stb., vagy magas hőmérsékleten történő megmunkáláshoz, ami elégtelen hűtést vagy nagy sebességet ≥ 600 m/min jelent. A TiAIN keménysége körülbelül 3000 HV, és hőállósága körülbelül 800°C-ig terjed.
Gyakorlati példák
Tap jelölési kód kulcs
| Lyuk típus | tap színkód | W | M | M | M | M | M | M | S | H | N | H | G | F | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| szerszám anyaga | HSS | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | |||||||||||||||||||
| felületkezelés/bevonat | – | – | TI | ST | – | TI | ST | ST | – | ST | ST | NI | TI | |||||||||||||||||||
| fuvola kéz és szög | – | – | – | – | R40° | R40° | R40° | – | – | R40° | R40° | – | – | |||||||||||||||||||
| ólom a DIN 2197 szerint | 1\2\3 | B | B | B | C | C | C | B | B | C | C | C | C | |||||||||||||||||||
| Lyuk típus | 1-2-3-4-5 | 4-5 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3-4-5 | 1-2-3-4-5 | |||||||||||||||||||
| Anyag Sz. |
Anyag | Kondíció | Szakítószilárdság [N/mm²] |
Keménység HB | Forgács | Hűtés | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | |||||||||||||
| 1 | ötvözetlen acél és öntött acél, szabadon vágható acél | <0.25% C | izzított | 420 | 125 | Hosszú | T | ● | 10-25 | ●● | 15-45 | ● | 8-25 | ●● | 20-25 | ●● | 15-45 | ● | 8-25 | ●● | 20-25 | ●● | 8-25 | ● | 20-25 | ●● | 20-60 | |||||
| 2 | ≥0.25% C | izzított | 650 | 190 | Közepes | T | ● | 10-20 | ●● | 12-40 | ● | 10-35 | ●● | 15-20 | ●● | 12-40 | ● | 10-35 | ●● | 15-20 | ●● | 10-35 | ●● | 15-20 | ●● | 20-60 | ||||||
| 3 | <0.55% C | edzett és temperált | 850 | 250 | Hosszú | T | ● | 12-18 | ●● | 15-25 | ● | 6-12 | ●● | 12-18 | ●● | 15-25 | ● | 6-12 | ●● | 12-18 | ●● | 12-18 | ●● | 17-55 | ||||||||
| 4 | ≥0.55% C | izzított | 750 | 220 | Hosszú | T | ● | 12-18 | ●● | 15-40 | ● | 6-20 | ●● | 12-18 | ●● | 15-40 | ● | 6-20 | ●● | 12-18 | ●● | 12-18 | ●● | 17-55 | ||||||||
| 7 | gyengén ötvözött és öntött acél (kevesebb, mint 5% ötvözőelem) |
edzett és temperált | 930 | 275 | Hosszú | X | ● | 10-15 | ●● | 5-25 | ● | 4-10 | ●● | 10-15 | ●● | 5-25 | ● | 4-10 | ●● | 10-15 | ●● | 10-15 | ●● | |||||||||
| 8 | 1000 | 300 | Hosszú | X | ● | 6-10 | ●● | 5-25 | ● | 4-10 | ●● | 6-10 | ●● | 5-25 | ● | 4-10 | ●● | 6-10 | ●● | 6-10 | ●● | |||||||||||
| 9 | 1200 | 350 | Hosszú | A | ● | 3-5 | ●● | 5-20 | ● | 3-5 | ●● | 3-5 | ●● | 5-20 | ● | 3-5 | ●● | 3-5 | ●● | 3-5 | ●● | |||||||||||
| 10 | magasan ötvözött acél, öntött acél és szerszámacél | izzított | 680 | 200 | Hosszú | X | ● | 10-15 | ●● | 20-30 | ● | 7-12 | ●● | 10-15 | ●● | 20-30 | ● | 7-12 | ●● | 10-15 | ●● | 10-15 | ●● | 10-30 | ||||||||
| 11 | edzett és temperált | 1100 | 325 | Hosszú | X | ● | 7-13 | ●● | 12-25 | ● | 5-10 | ●● | 7-13 | ●● | 12-25 | ● | 5-10 | ●● | 7-13 | ●● | 7-13 | ●● | ||||||||||
| 12 | rozsdamentes acél és öntött acél | ferrites/martenzites | 680 | 200 | Közepes | A | ● | 5-9 | ●● | 8-18 | ● | 1-5 | ● | 5-9 | ●● | 2-10 | ● | 1-5 | ●● | 2-10 | ● | 5-9 | ●● | 7-15 | ||||||||
| 13 | martenzites | 820 | 240 | Hosszú | A | ● | 4-6 | ●● | 8-15 | ● | 1-5 | ● | 4-6 | ●● | 2-10 | ● | 1-5 | ● | 2-10 | ● | 4-6 | ●● | ||||||||||
| 14 | rozsdamentes acél és öntött acél | ausztenites, duplex | 600 | 180 | Hosszú | A | ● | 5-9 | ●● | 8-15 | ● | 1-4 | ● | 5-9 | ●● | 2-10 | ● | 1-4 | ● | 2-10 | ● | 5-9 | ●● | |||||||||
| 15 | szürke öntöttvas (gg) | ferrites / perlitikus | 180 | Ext. rövid | X | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 10-30 | ● | ||||||||||
| 16 | perlitikus / martenzites | 260 | Ext. rövid | X | ● | 8-12 | ●● | 10-40 | ●● | 21-31 | ● | 8-12 | ●● | 10-40 | ●● | 21-31 | ● | 8-12 | ●● | 10-30 | ● | |||||||||||
| 17 | gömbölyű öntöttvas (ggg) | ferrites | 160 | Rövid | X | ● | 8-12 | ●● | 10-25 | ●● | 21-31 | ● | 8-12 | ● | 10-25 | ● | 21-31 | ● | 8-12 | ●● | 10-40 | ● | ||||||||||
| 18 | pearlitic | 250 | Ext. rövid | X | ● | 8-12 | ●● | 10-20 | ●● | 21-31 | ● | 8-12 | ●● | 10-20 | ●● | 21-31 | ● | 8-12 | ●● | 10-35 | ● | |||||||||||
| 19 | képlékeny öntöttvas | ferrites | 130 | Rövid | X | ● | 10-15 | ● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 10-45 | ● | ||||||||||
| 20 | pearlitic | 230 | Rövid | X | ● | 10-15 | ● | 10-40 | ●● | 13-20 | ● | 10-15 | ●● | 10-40 | ●● | 13-20 | ● | 10-15 | ●● | 10-40 | ● | |||||||||||
| 21 | alumínium-hengerműtött ötvözetek | nem edzhető | 60 | Közepes | T | ● | 25-35 | ● | 50-70 | ● | 12-25 | ●● | 25-35 | ● | 30-60 | ● | 12-25 | ●● | 12-25 | ●● | 25-35 | ●● | ||||||||||
| 22 | edzhető | 100 | Közepes | T | ● | 25-35 | ● | 50-70 | ● | 12-25 | ●● | 25-35 | ● | 30-60 | ● | 12-25 | ●● | 12-25 | ●● | 25-35 | ●● | |||||||||||
| 23 | alumínium-öntvény ötvözetek | ≤12% Si | nem edzhető | 75 | Rövid | T | ● | 10-15 | ● | 10-40 | ● | 10-25 | ●● | 10-15 | ● | 15-40 | ● | 10-25 | ●● | 10-25 | ●● | 10-15 | ●● | |||||||||
| 24 | edzhető | 90 | Rövid | T | ● | 10-15 | ● | 10-40 | ● | 10-25 | ●● | 10-15 | ● | 15-40 | ● | 10-25 | ●● | 10-25 | ●● | 10-15 | ●● | |||||||||||
| 25 | >12% Si | magas hőmérséklet | 130 | Rövid | T | ● | 10-15 | ● | 10-30 | ● | 10-20 | ●● | 10-15 | ● | 15-30 | ● | 10-20 | ●● | 10-20 | ●● | 10-15 | ●● | ||||||||||
| 26 | rézötvözetek | >1% Pb | szabad vágás | 110 | Med/Rövid | T | ● | 25-35 | ● | 50-70 | ● | 20-40 | ●● | 25-35 | ● | 30-65 | ● | 20-40 | ●● | 20-40 | ●● | 25-35 | ●● | 17-40 | ||||||||
| 27 | sárgaréz | 90 | Hosszú | T | ● | 15-20 | ● | 5-60 | ● | 13-30 | ●● | 15-20 | ● | 20-45 | ● | 13-30 | ●● | 13-30 | ●● | 15-20 | ●● | 20-60 | ||||||||||
| 28 | elektrolitikus réz | 100 | Hosszú | T | ● | 15-20 | ● | 5-25 | ● | 10-17 | ●● | 15-20 | ● | 15-30 | ● | 10-17 | ●● | 10-17 | ●● | 15-20 | ●● | 20-60 | ||||||||||
| 29 | nem fémes | duroműanyagok, szálas műanyagok | 70 Shore D | Rövid | Z | ● | 6-10 | ● | 5-25 | ● | 6-13 | ●● | 6-10 | ● | 10-20 | ● | 6-13 | ●● | 6-13 | ●● | 6-10 | ●● | ||||||||||
| 31 | magas hőmérsékletű ötvözetek | Fe-alapú | izzított | 200 | Hosszú | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | ● | 3-7 | ●● | 2-4 | 2-4 | ● | ||||||||||||||
| 32 | edzett | 280 | Hosszú | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 33 | Ni vagy Co alapú | izzított | 250 | Hosszú | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | ||||||||||||||||
| 34 | edzett | 350 | Hosszú | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 35 | öntött | 320 | Hosszú | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 36 | titánötvözetek | tiszta | 400 | 190 | Med/Rövid | A | ● | 6-10 | ●● | 6-10 | ●● | 6-10 | 6-10 | ● | ||||||||||||||||||
| 37 | alfa+béta ötvözetek, edzett | 1050 | 310 | Med/Rövid | A | ● | 6-10 | ● | 6-10 | ●● | 6-10 | 6-10 | ● | |||||||||||||||||||
| A – vágóolaj T – olaj X – olaj vagy emulzió Z – száraz vagy emulzió |
● Ajánlott ●● Alkalmas |
|||||||||||||||||||||||||||||||
| Lyuk típus | tap színkód | W | M | M | M | M | M | M | S | H | N | H | G | F | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| szerszám anyaga | HSS | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | |||||||||||||||||||
| felületkezelés/bevonat | – | – | TI | ST | – | TI | ST | ST | – | ST | ST | NI | TI | |||||||||||||||||||
| fuvola kéz és szög | – | – | – | – | R40° | R40° | R40° | – | – | R40° | R40° | – | – | |||||||||||||||||||
| ólom a DIN 2197 szerint | 1\2\3 | B | B | B | C | C | C | B | B | C | C | C | C | |||||||||||||||||||
| Lyuk típus | 1-2-3-4-5 | 4-5 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3-4-5 | 1-2-3-4-5 | |||||||||||||||||||
| Anyag Sz. |
Anyag | Kondíció | Szakítószilárdság [ksi] |
Keménység HB | Forgács | Hűtés | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | |||||||||||||
| 1 | ötvözetlen acél és öntött acél, szabadon vágható acél | <0.25% C | izzított | 61 | 125 | Hosszú | T | ● | 35-80 | ●● | 15-150 | ● | 25-80 | ●● | 65-80 | ●● | 50-150 | ● | 25-80 | ●● | 65-80 | ●● | 25-80 | ● | 65-80 | ●● | 65-195 | |||||
| 2 | ≥0.25% C | izzított | 94 | 190 | Közepes | T | ● | 35-65 | ●● | 40-130 | ● | 35-115 | ●● | 60-65 | ●● | 40-130 | ● | 35-115 | ●● | 50-65 | ●● | 35-115 | ●● | 50-65 | ●● | 65-195 | ||||||
| 3 | <0.55% C | edzett és temperált | 123 | 250 | Hosszú | T | ● | 40-60 | ●● | 50-80 | ● | 20-40 | ●● | 40-60 | ●● | 50-80 | ● | 20-40 | ●● | 40-60 | ●● | 40-60 | ●● | 55-180 | ||||||||
| 4 | ≥0.55% C | izzított | 109 | 220 | Hosszú | T | ● | 40-60 | ●● | 50-130 | ● | 20-65 | ●● | 40-60 | ●● | 50-130 | ● | 15-35 | ●● | 40-60 | ●● | 40-60 | ●● | 55-180 | ||||||||
| 7 | gyengén ötvözött és öntött acél (kevesebb, mint 5% ötvözőelem) |
edzett és temperált | 135 | 275 | Hosszú | X | ● | 35-50 | ●● | 15-80 | ● | 15-35 | ●● | 35-50 | ●● | 15-80 | ● | 15-35 | ●● | 35-50 | ●● | 35-50 | ●● | |||||||||
| 8 | 145 | 300 | Hosszú | X | ● | 20-35 | ●● | 15-80 | ● | 15-35 | ●● | 20-35 | ●● | 15-80 | ● | 15-35 | ●● | 20-35 | ●● | 20-35 | ●● | |||||||||||
| 9 | 174 | 350 | Hosszú | A | ● | 10-15 | ●● | 15-65 | ● | 10-15 | ●● | 10-15 | ●● | 15-65 | ● | 10-15 | ●● | 10-15 | ●● | 10-15 | ●● | |||||||||||
| 10 | magasan ötvözött acél, öntött acél és szerszámacél | izzított | 99 | 200 | Hosszú | X | ● | 35-50 | ●● | 65-100 | ● | 25-40 | ●● | 35-50 | ●● | 65-100 | ● | 25-40 | ●● | 35-50 | ●● | 35-50 | ●● | 35-100 | ||||||||
| 11 | edzett és temperált | 160 | 325 | Hosszú | X | ● | 25-45 | ●● | 40-80 | ● | 15-35 | ●● | 25-45 | ●● | 40-80 | ● | 15-35 | ●● | 25-45 | ●● | 25-45 | ●● | ||||||||||
| 12 | rozsdamentes acél és öntött acél | ferrites/martenzites | 99 | 200 | Közepes | A | ● | 15-30 | ●● | 25-60 | ● | 5-15 | ● | 15-30 | ●● | 5-35 | ● | 5-16 | ●● | 5-35 | ● | 15-30 | ●● | 25-50 | ||||||||
| 13 | martenzites | 119 | 240 | Hosszú | A | ● | 15-20 | ●● | 25-50 | ● | 5-15 | ● | 15-20 | ●● | 5-35 | ● | 5-16 | ● | 5-35 | ● | 15-20 | ●● | ||||||||||
| 14 | rozsdamentes acél és öntött acél | ausztenites, duplex | 87 | 180 | Hosszú | A | ● | 15-30 | ●● | 25-50 | ● | 5-15 | ● | 15-30 | ●● | 5-35 | ● | 5-15 | ● | 5-35 | ● | 15-30 | ●● | |||||||||
| 15 | szürke öntöttvas (gg) | ferrites / perlitikus | 180 | Ext. rövid | X | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 35-100 | ● | ||||||||||
| 16 | perlitikus / martenzites | 260 | Ext. rövid | X | ● | 25-40 | ●● | 35-130 | ●● | 70-100 | ● | 25-40 | ●● | 35-130 | ●● | 70-100 | ● | 25-40 | ●● | 35-100 | ● | |||||||||||
| 17 | gömbölyű öntöttvas (ggg) | ferrites | 160 | Rövid | X | ● | 25-40 | ●● | 35-80 | ●● | 70-100 | ● | 25-40 | ● | 35-80 | ● | 70-100 | ● | 25-40 | ●● | 35-130 | ● | ||||||||||
| 18 | pearlitic | 250 | Ext. rövid | X | ● | 25-40 | ●● | 35-65 | ●● | 70-100 | ● | 25-40 | ●● | 35-65 | ●● | 70-100 | ● | 25-40 | ●● | 35-100 | ● | |||||||||||
| 19 | képlékeny öntöttvas | ferrites | 130 | Rövid | X | ● | 35-50 | ● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 35-150 | ● | ||||||||||
| 20 | pearlitic | 230 | Rövid | X | ● | 35-50 | ● | 35-130 | ●● | 45-65 | ● | 35-50 | ●● | 35-130 | ●● | 45-65 | ● | 35-50 | ●● | 35-130 | ● | |||||||||||
| 21 | alumínium-hengerműtött ötvözetek | nem edzhető | 60 | Közepes | T | ● | 80-115 | ● | 165-230 | ● | 40-80 | ●● | 80-115 | ● | 100-195 | ● | 40-80 | ●● | 40-80 | ●● | 80-115 | ●● | ||||||||||
| 22 | edzhető | 100 | Közepes | T | ● | 80-115 | ● | 165-230 | ● | 40-80 | ●● | 80-115 | ● | 100-195 | ● | 40-80 | ●● | 40-80 | ●● | 80-115 | ●● | |||||||||||
| 23 | alumínium-öntvény ötvözetek | ≤12% Si | nem edzhető | 75 | Rövid | T | ● | 35-50 | ● | 35-130 | ● | 35-80 | ●● | 35-50 | ● | 50-130 | ● | 35-80 | ●● | 35-80 | ●● | 35-50 | ●● | |||||||||
| 24 | edzhető | 90 | Rövid | T | ● | 35-50 | ● | 35-100 | ● | 35-80 | ●● | 35-50 | ● | 50-130 | ● | 35-80 | ●● | 35-80 | ●● | 35-50 | ●● | |||||||||||
| 25 | >12% Si | magas hőmérséklet | 130 | Rövid | T | ● | 35-50 | ● | 35-100 | ● | 35-65 | ●● | 35-50 | ● | 50-100 | ● | 35-65 | ●● | 35-65 | ●● | 35-50 | ●● | ||||||||||
| 26 | rézötvözetek | >1% Pb | szabad vágás | 110 | Med/Rövid | T | ● | 80-115 | ● | 165-230 | ● | 65-130 | ●● | 80-115 | ● | 100-215 | ● | 65-130 | ●● | 65-130 | ●● | 80-115 | ●● | 55-130 | ||||||||
| 27 | sárgaréz | 90 | Hosszú | T | ● | 50-65 | ● | 15-195 | ● | 45-100 | ●● | 50-65 | ● | 65-150 | ● | 45-100 | ●● | 45-100 | ●● | 50-65 | ●● | 65-195 | ||||||||||
| 28 | elektrolitikus réz | 100 | Hosszú | T | ● | 50-65 | ● | 15-80 | ● | 35-55 | ●● | 50-65 | ● | 50-100 | ● | 35-55 | ●● | 35-55 | ●● | 50-65 | ●● | 65-195 | ||||||||||
| 29 | nem fémes | duroműanyagok, szálas műanyagok | 70 Shore D | Rövid | Z | ● | 20-35 | ● | 15-80 | ● | 25-45 | ●● | 20-35 | ● | 35-65 | ● | 20-45 | ●● | 20-45 | ●● | 20-35 | ●● | ||||||||||
| 31 | magas hőmérsékletű ötvözetek | Fe-alapú | izzított | 200 | Hosszú | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | ● | 10-25 | ●● | 5-15 | 5-15 | ● | ||||||||||||||
| 32 | edzett | 280 | Hosszú | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 33 | Ni vagy Co alapú | izzított | 250 | Hosszú | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | ||||||||||||||||
| 34 | edzett | 350 | Hosszú | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 35 | öntött | 320 | Hosszú | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 36 | titánötvözetek | tiszta | 58 | 190 | Med/Rövid | A | ● | 20-35 | ●● | 20-35 | ●● | 20-35 | 20-35 | ● | ||||||||||||||||||
| 37 | alfa+béta ötvözetek, edzett | 152 | 310 | Med/Rövid | A | ● | 20-35 | ● | 20-35 | ●● | 20-35 | 20-35 | ● | |||||||||||||||||||
| A – vágóolaj T – olaj X – olaj vagy emulzió Z – száraz vagy emulzió |
● Ajánlott ●● Alkalmas |
|||||||||||||||||||||||||||||||
A termékkel kapcsolatos további információkért látogasson el online e-katalógusunkba, vagy töltse le a termékjelentést:
e-katalógus
Metrikus

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés
Miben segíthetek?
Szia, Gabby vagyok, a Tungaloy AI asszisztense. Azért vagyok itt, hogy segítsek megtalálni a legjobb tapot az Ön menetmegmunkálási alkalmazásához.
Miben segíthetek ma?
Miben segíthetek ma?