

Kiváló felületű és falpontosságú sarokmarás
A csavart vágóélek és a nagyméretű axiális homlokszög könnyed forgácsolást biztosít, félsimító eljárásokban

Alkalmazhatóság és jellemzők
Alkalmazhatóság










Jellemzők
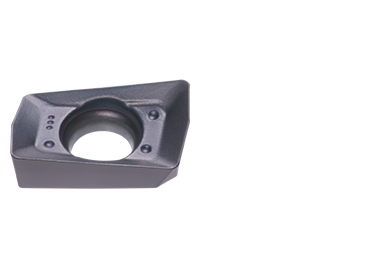
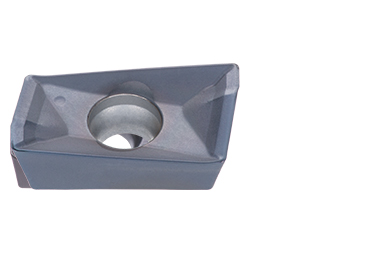
1. Lapkák
• Csavart vágóélek a falpontosság érdekében.
• Simítóél a kiváló felületminőség érdekében.
• Optimális homlokszög az élesség és megbízhatóság érdekében.
• 4 különböző típusú forgácstörő a széles alkalmazhatóságért.
• Sarokrádiusz választék 3,2 mm-ig.
• Elérhető DLC bevonattal és cermet lapkákkal.
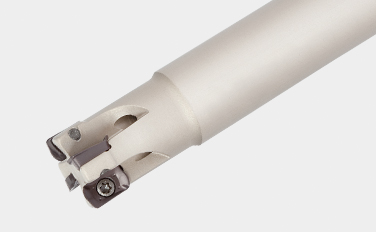
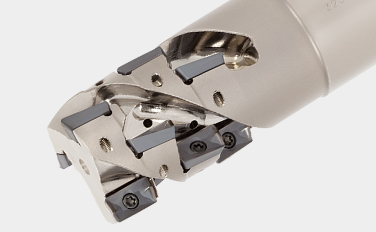
2. Marószerszám
• Hűtő nyílásokkal a jobb forgácseltávolítás érdekében.
• Ritka és sűrű fogosztással, valamint hosszú szárral is elérhetők.
Lapkák és minőségek
Lapkák
AO*T07/18
- Maximális fogásmélység
– AO*T07: 7 mm
– AO*T18: 16,7 mm
AS*T11
- Maximális fogásmélység: 10,6 mm

ASGW11
- Maximális fogásmélység: 4,5 mm
Fő minőségek
AH3225
![]()
![]()
- Kiegyensúlyozottan kopás- és törésálló
- Alkalmas acél és rozsdamentes acél marására
T1215
![]()
- Kiegyensúlyozottan kopás- és törésálló
-
Öntöttvas marására kifejlesztve
DX110
![]()
-
Kiváló élesség a legjobb felületminőség érdekében
-
Nemvas fémek és nem fémes anyagok simítására
Marók
Szármaró típus
EPO (ø12 – ø63mm)
Nagy pontosságú szármarók 90°-os vállakhoz
- EPO07
– Szerszám átm.: ø12 – ø28 mm
– Lapka: AO*T07 - EPO11
– Szerszám átm.: ø12 – ø50 mm
– Lapka: AS*T11 / ASGW11 - EPO18
– Szerszám átm.: ø25 – ø63 mm
– Lapka: AO*T18
Szármaró típus
ELS11 (ø25 – ø40mm)
Rendkívül termelékeny, nagyoló sarokmaró
– Lapka: AS*T11
Moduláris típus

HPO (ø12 – ø32mm)
Rendkívül pontos szármarók (TungRec) TungFlex csatlakozással
- HPO07
– Szerszám átm.: ø12 – ø25 mm
– Lapka: AO*T07 - HPO11
– Szerszám átm.: ø20 – ø32 mm
– Lapka: AS*T11 / ASGW11
Feltűzhető típus

TPO (ø32 – ø160 mm)
Rendkívül pontos sarokmarók
- TPO07
– Szerszám átm.: ø32 – ø50mm
– Lapka: AO*T07 - TPO11
– Szerszám átm.: ø40 – 100 mm
– Lapka: AS*T11 / ASGW11 - TPO18
– Szerszám átm.: ø40 – ø160mm
– Lapka: AO*T18
Feltűzhető típus

TLS11 (ø50mm)
Rendkívül termelékeny sarokmarás nagyolásra
– Lapka: AS*T11
Gyakorlati példák
#1 példa
Általános gépészet
| Alkatrész: | Gépalkatrészek |
| Alapanyag: | SCM440 / 42CrMo4 |
| Maró: | TPO07R040M16.0E10 (ø40, z = 10) |
| Lapka: | AOMT070208PDPR-MJ |
| Minőség: | AH725 |
| Megmunkálási paraméterek: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 1000 (mm/min) ap = 3.0 (mm) ae = ~ 30 (mm) Alkalmazás: vállak marása Hűtés: levegő Szerszámgép: Vertical MC, BT40 |

#2 példa
Általános gépészet
| Alkatrész: | Kompresszor alkatrészek |
| Alapanyag: | SS400 / E275A |
| Maró: | EPS11033RSB (ø33, z = 5) |
| Lapka: | ASMT11T304PDPR-MJ |
| Minőség: | NS740 |
| Megmunkálási paraméterek: | Vc = 150 (m/min) fz = 0.13 (mm/t) Vf = 940 (mm/min) ap = 5 (mm) ae = 15 (mm) Alkalmazás: vállak marása Hűtés: levegő Szerszámgép: Vertical MC, BT50 |

#3 példa
Általános gépészet
| Alkatrész: | Gépalkatrészek |
| Alapanyag: | SS400 / E275A |
| Maró: | TLS11R050M22.0E04 |
| Lapka: | ASMT11T308PDPR-MJ |
| Minőség: | AH725 |
| Megmunkálási paraméterek: | Vc = 150 (m/min) fz = 0.17 (mm/t) Vf = 649 (mm/min) ap = 40 (mm) ae = 5 (mm) Alkalmazás: vállak marása Hűtés: levegő Szerszámgép: Vertical MC, BT50 |

Szabványos megmunkálási paraméterek
TPO07 / EPO07 / HPO07
| ISO | Munkadarab alapanyag | Keménység HB |
Minőség | Vágósebesség Vc (m/min) |
Fogankénti előtolás: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|
| MJ | HJ | AJ | |||||
| Alacsony széntartalmú acél S15C, etc. C15E4, etc. |
< 200 | AH725 | 90 – 200 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Magas széntartalmú acél és ötvözött acél S55C, SCM440, etc. C55, 42CrMo4, etc. |
200 – 300 | AH725 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Szerszámacél SKD11, etc. X153CrMoV12, etc. |
150 – 300 | AH725 | 80 – 120 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Rozsdamentes acél SUS304, etc. X5CrNi18-9, etc. |
– | AH140 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Szürkeöntvény FC250, etc. 250, etc. |
150 – 250 | AH725 | 100 – 180 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Puha öntöttvas FCD450, etc. 450-10S, etc. |
150 – 250 | AH725 | 80 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Alumínium ötvözetek Si < 13% |
– | KS15F | 300 – 1000 | – | – | 0.08 – 0.2 | |
| Alumínium ötvözetek Si ≥ 13% |
– | KS15F | 100 – 200 | – | – | 0.08 – 0.2 | |
| Titán ötvözetek Ti-6Al-4V, etc. |
– | AH725 | 20 – 50 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Szuperötvözetek Inconel 718, etc. |
– | AH725 | 20 – 35 | 0.05 – 0.08 | 0.2 – 0.6 | – | |
- Sűrített levegővel távolítsa el a forgácsot, hogy megakadályozza a feltorlódást.
- Vízbázisú hűtőfolyadékot alkalmazzon, mely segít megakadályozni az élsisak-képződést (például alumínium marásakor).
- Eltérő fogásmélységű megmunkáláskor (például öntött felületek marása), vagy megszakíott felületek esetén, az előtolást (fz) a fenti táblázat alacsonyabb megadott értékére érdemes állítani.
- A megmunkálási paramétereket a szerszámgép teljesítménye, a munkadarab merevsége és az orsó teljesítménye határozza meg. Ha nagy a fogásszélesség, fogásmélység vagy a szerszámkinyúlás, állítsa a vágósebességet (Vc) és az előtolást (fz) is az alacsonyabb értékekre és tartsa figyelemmel a szerszámgép teljesítményét és a vibrációt.
TPO11 / EPO11 / HPO11
| ISO | Munkadarab alapanyag | Keménység HB |
Prioiritás | Minőség | Vágósebesség Vc (m/min) |
Fogankénti előtolás: fz (mm/t) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | – | |||||||
| Alacsony széntartalmú acél S15C, etc. C15E4, etc. |
< 200 | Első választás | AH3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | ||
| < 200 | Kopásállóság | T3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | |||
| < 200 | Felületminőség | NS740 | 100 – 250 | 0.05 – 0.15 | – | – | – | |||
| Magas széntartalmú acél, ötvözött acél S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | Első választás | AH3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | ||
| 200 – 300 | Kopásállóság | T3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | |||
| 200 – 300 | Felületminőség | NS740 | 100 – 200 | 0.05 – 0.12 | – | – | – | |||
| Szerszámacél SKD61, etc. X40CrMoV5-1, etc. |
150 – 300 | Első választás | AH3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | ||
| 150 – 300 | Kopásállóság | T3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | |||
| Rozsdamentes acél SUS304, etc. X5CrNi18-9, etc. |
– | Első választás | AH3225 | 80 – 200 | – | 0.08 – 0.2 | – | – | ||
| – | Kopásállóság | AH130 | 80 – 200 | – | 0.08 – 0.2 | – | – | |||
| Szürkeöntvény FC250, etc. 250, etc. |
150 – 250 | Első választás | AH120 | 100 – 250 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | Kopásállóság | T1215 | 100 – 250 | 0.12 – 0.2 | – | – | – | |||
| Puha öntöttvas FCD450, etc. 400-15S, etc. |
150 – 250 | Első választás | AH120 | 80 – 200 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | Kopásállóság | T1215 | 80 – 200 | 0.12 – 0.2 | – | – | – | |||
| Alumínium ötvözetek Si < 13% |
– | Első választás | DS1100 | 300 – 1000 | – | – | 0.05 – 0.2 | – | ||
| – | Kopásállóság | DX110 | 500 – 2,000 | – | – | – | 0.05 – 0.2 | |||
| Alumínium ötvözetek Si ≥ 13% |
– | Első választás | DS1100 | 100 – 200 | – | – | 0.05 – 0.2 | – | ||
| – | Kopásállóság | DX110 | 200 – 800 | – | – | – | 0.05 – 0.2 | |||
| Rézötvözetek | – | Első választás | KS05F | 200 – 500 | – | – | 0.05 – 0.2 | – | ||
| – | Kopásállóság | DX110 | 200 – 500 | – | – | – | 0.05 – 0.2 | |||
| Titán ötvözetek Ti-6Al-4V, etc. |
– | Első választás | AH130 | 20 – 60 | 0.08 – 0.13 | – | – | – | ||
| – | Törésállóság | AH3225 | 20 – 60 | 0.08 – 0.13 | – | – | – | |||
| Szuperötvözetek Inconel718, etc. |
– | Első választás | AH725 | 20 – 40 | 0.08 – 0.13 | – | – | – | ||
| – | Törésállóság | AH130 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| – | Kopásállóság | AH120 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| Edzett acél | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Első választás | AH725 | 45 – 70 | 0.04 – 0.08 | – | – | – | |
| SKD11, etc. X153CrMoV12, etc. |
50- 60 HRC | Első választás | AH725 | 40 – 65 | 0.04 – 0.06 | – | – | – | ||
TLS11 / ELS11
| ISO | Munkadarab alapanyag | Keménység HB |
Prioritás | Minőség | Vágósebesség Vc (m/min) |
Fogankénti előtolás: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | ||||||
| Alacsony széntartalmú acél S15C, etc. C15E4, etc. |
< 200 | Első választás | AH3225 | 100 – 250 | 0.10 – 0.18 | – | – | |
| < 200 | Kopásállóság | T3225 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| Magas széntartalmú acél, ötvözött acél S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | Első választás | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 200 – 300 | Kopásállóság | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| Szerszámacél SKD61, etc. X40CrMoV5-1, etc. |
150 – 300 | Első választás | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 150 – 300 | Kopásállóság | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| Rozsdamentes acél SUS304, etc. X5CrNi18-9, etc. |
– | Első választás | AH3225 | 100 – 150 | – | 0.08 – 0.15 | – | |
| – | Kopásállóság | AH130 | 100 – 150 | – | 0.08 – 0.15 | – | ||
| Szürkeöntvény FC250, etc. 250, etc. |
150 – 250 | Első választás | AH120 | 100 – 250 | 0.10 – 0.18 | – | – | |
| 150 – 250 | Kopásállóság | T1215 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| Puha öntöttvas FCD450, etc. 400-15S, etc. |
150 – 250 | Első választás | AH120 | 80 – 200 | 0.10 – 0.18 | – | – | |
| 150 – 250 | Kopásállóság | T1215 | 80 – 200 | 0.10 – 0.18 | – | – | ||
| Alumínium ötvözet Si < 13% |
– | Első választás | DS1100 | 200 – 500 | – | – | 0.05 – 0.18 | |
| Alumínium ötvözet Si ≥ 13% |
– | Első választás | DS1100 | 100 – 200 | – | – | 0.05 – 0.18 | |
| Titán ötvözet Ti-6AI-4V, etc. |
– | Első választás | AH130 | 20 – 60 | – | 0.08 – 0.14 | – | |
| – | Törésállóság | AH3225 | 20 – 60 | – | 0.08 – 0.14 | – | ||
| Szuperötvözet Inconel718, etc. |
– | Első választás | AH725 | 20 – 40 | 0.06 – 0.12 | – | – | |
| – | Kopásállóság | AH130 | 20 – 40 | 0.06 – 0.12 | – | – | ||
| – | Kopásállóság | AH3225 | 20 – 40 | 0.06 – 0.12 | – | – | ||
- Sűrített levegővel távolítsa el a forgácsot, hogy megakadályozza a feltorlódást.
- Vízbázisú hűtőfolyadékot alkalmazzon, mely segít megakadályozni az élsisak-képződést (például alumínium marásakor).
- Eltérő fogásmélységű megmunkáláskor (például öntött felületek marása), vagy megszakíott felületek esetén, az előtolást (fz) a fenti táblázat alacsonyabb megadott értékére érdemes állítani.
- A megmunkálási paramétereket a szerszámgép teljesítménye, a munkadarab merevsége és az orsó teljesítménye határozza meg. Ha nagy a fogásszélesség, fogásmélység vagy a szerszámkinyúlás, állítsa a vágósebességet (Vc) és az előtolást (fz) is az alacsonyabb értékekre és tartsa figyelemmel a szerszámgép teljesítményét és a vibrációt.
TPO18 / EPO18
| ISO | Munkadarab alapanyag | Brinell keménység HB |
Prioritás | Vágósebesség Vc (m/min) | fz (mm/t) | |
|---|---|---|---|---|---|---|
| MJ | AJ | |||||
| Alacsony széntartalmú acél S15C, etc. C15E4, etc. | – 200 | AH725 | 100 – 250 | 0.08 – 0.25 | – | |
| Magas széntartalmú acél S55C, SCM440, etc. C55, 42CrMo4, etc. | 200 – 300 | AH725 | 100 – 230 | 0.08 – 0.2 | – | |
| Szerszámacél SKD11, etc. X153CrMoV12, etc. | 150 – 300 | AH725 | 100 – 180 | 0.08 – 0.2 | – | |
| Rozsdamentes acél SUS304, etc. X5CrNi18-9, etc. | – | AH140 | 90 – 200 | 0.08 – 0.2 | – | |
| Szürkeöntvény FC250, etc. 250, etc. | 150 – 250 | AH725 | 140 – 250 | 0.08 – 0.25 | – | |
| Puha öntöttvas FCD450, etc. 450-10S, etc. | 150 – 250 | AH725 | 110 – 200 | 0.08 – 0.25 | – | |
| Alumínium ötvözetek Si < 13% | – | KS15F | 300 – 1000 | – | 0.05 – 0.25 | |
| Alumínium ötvözetek Si ≥ 13% | – | KS15F | 100 – 200 | – | 0.05 – 0.25 | |
| Titán ötvözetek Ti-6AI-4V, etc. | – | AH725 | 20 – 60 | 0.08 – 0.18 | – | |
| Szuperötvözetek Inconel718, etc. | – | AH725 | 20 – 40 | 0.08 – 0.15 | – | |
- Sűrített levegővel távolítsa el a forgácsot, hogy megakadályozza a feltorlódást.
- Vízbázisú hűtőfolyadékot alkalmazzon, mely segít megakadályozni az élsisak-képződést (például alumínium marásakor).
- Eltérő fogásmélységű megmunkáláskor (például öntött felületek marása), vagy megszakíott felületek esetén, az előtolást (fz) a fenti táblázat alacsonyabb megadott értékére érdemes állítani.
- A megmunkálási paramétereket a szerszámgép teljesítménye, a munkadarab merevsége és az orsó teljesítménye határozza meg. Ha nagy a fogásszélesség, fogásmélység vagy a szerszámkinyúlás, állítsa a vágósebességet (Vc) és az előtolást (fz) is az alacsonyabb értékekre és tartsa figyelemmel a szerszámgép teljesítményét és a vibrációt.
További információért erről a termékről keressen rá az online e-catalogban, vagy töltse le a termékriportot:

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés