

Nagy precízitású, könnyű síkmarók, állítható lapkafészkekkel
Rendkívül könnyű síkmaró család, mely integrálja az állítható lapkafészek koncepcióját a nagy precízitású memgunkálásokba, kiváló felületminőséggel

Alkalmazhatóság és jellemzők
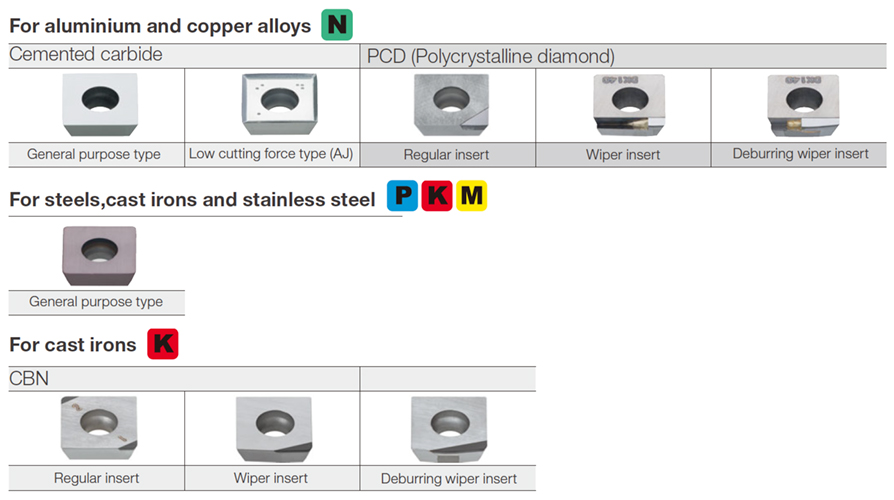
Alkalmazhatóság


Jellemzők
1. Lapkasűrűség variációk
A lapkasűrűség variálhatóságával ön mindig a leggazdaságosabb marószerszámmal dolgozhat.
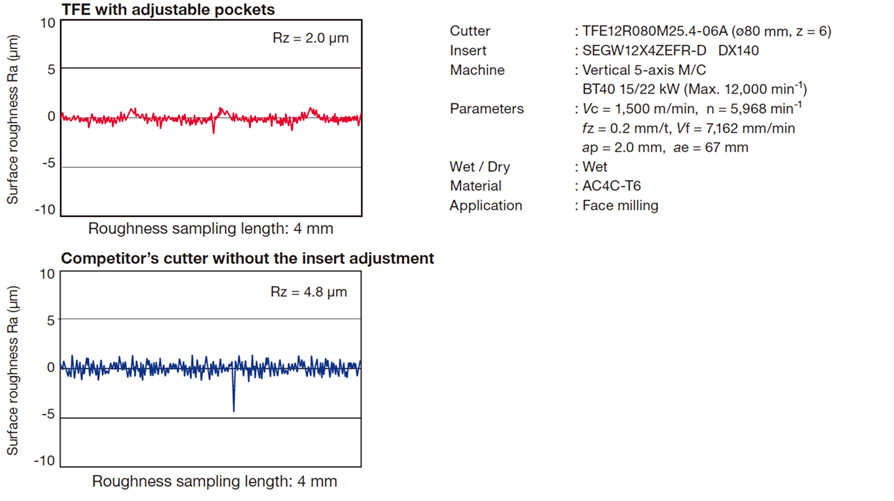
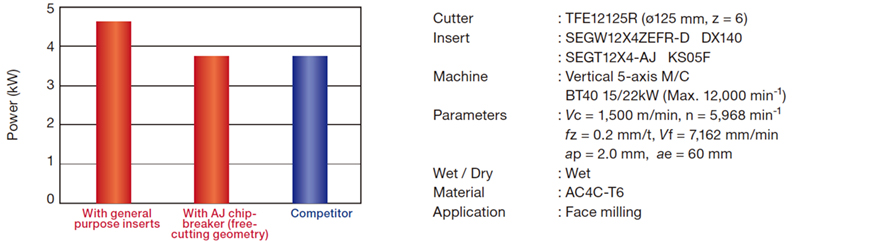
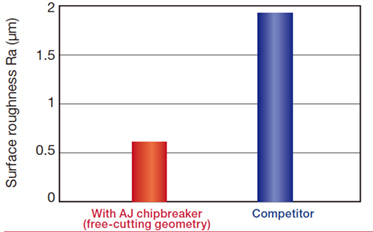
2. Forgácsolási teljesítmény (Nemvas fémek)
Felületi érdesség
Teljesítményigény – AJ forgácstörő
Átlag felületi érdesség (Ra) – AJ forgácstörő
Lapkák és minőségek
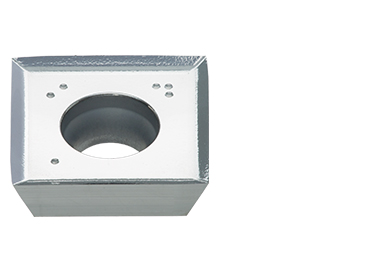
Lapkák
Fő minőségek
AH120
![]()
![]()
![]()
![]()
- Kiegyensúlyozott kopás és töséállósággal
- Alkalmas acél, rozsdamentes acél és öntöttvas megmunkálására, általános paraméterekkel
DX140
![]()
- Rendkívül kopásálló
- Nemvas fémek és nem fémes anyagok megmunkálására
BX480
![]() Szinterezett fém
Szinterezett fém
- A legkeményebb T-CBN
- Ideális fémes, szinterezett anyagok megmunkálására
- Öntöttvas nagy sebessségű síkmarására
Marók
Feltűzhető típus
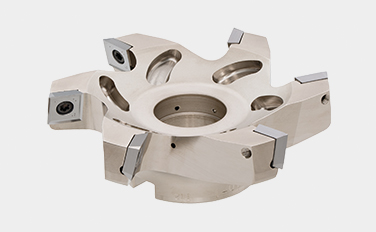
TFE12R (ø63 – 125 mm)
85.5° síkmarók, csavaros rögzítésű lapkákkal, alumínium megmunkálására
Feltűzhető típus, beállítható lapkafészkekkel

TFE12R-A (ø80 – ø125 mm)
85.5° síkmarók alumínium megmunkálására, csavaros rögzítésű lapkákkal és beállítható lapkafészkekkel (axiális kifutás).
Szármaró típus
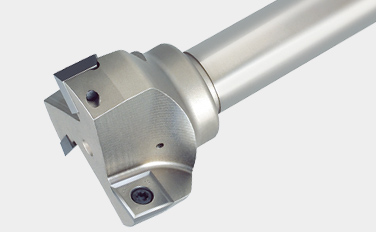
EFE12R (ø50 mm)
85.5° síkmarók csavaros rögzítéssel, alumínium megmunkálására
Gyakorlati példák
#1 példa
Autóipar
| Alkatrész: | Szelep ház |
| Alapanyag: | ADC12 |
| Maró: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| Lapka: | SEGW12X4ZEFR-D |
| Minőség: | ADC12 |
| Megmunkálási paraméterek: | Vc = 2,000 (m/min) fz = 0.06 (mm/t) Vf = 2,400 (mm/min) ap = 0.5 (mm) ae = 100 (mm) Alkalmazás: síkmarás Hűtés: folyadék Szerszámgép: Vertical M/C,BT40 |

#2 példa
Általános gépészet
| Alkatrész: | Lemez |
| Alapanyag: | AC4C-T6 |
| Maró: | TFE12R080M25.4-06A (.80 mm, z = 6) |
| Lapka: | SEGW12X4ZEFR-D |
| Minőség: | DX140 |
| Megmunkálási paraméterek: | Vc = 1,500 (m/min) fz = 0.2 (mm/t) Vf = 7,200 (mm/min) ap = 2.0 (mm) ae = 60 (mm) Alkalmazás: síkmarás Hűtés: folyadék Szerszámgép: Vertical M/C、BT40 |

#3 példa
Általános gépészet
| Alkatrész: | Kipufogócső |
| Alapanyag: | FCD500 |
| Maró: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| Lapka: | 2QP-SECW12X412ZETR |
| Minőség: | FCD500 |
| Megmunkálási paraméterek: | Vc = 800 (m/min) fz = 0.02 (mm/t) Vf = 407 (mm/min) ap = 0.4 (mm) ae = 90 (mm) Alkalmazás: síkmarás / megszakított Hűtés: folyadék Szerszámgép: Vertical MC |

Szabványos megmunkálási paraméterek
| ISO | Workpiece material | Hardness | Grade | Designation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|
| Carbon steels and alloy steels | < 300HB | AH120 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | |
| < 300HB | NS740 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | ||
| Stainless steels | < 250HB | AH140 | SEGW12X4ZEPR | 80 – 180 | 0.03 – 0.15 | |
| Grey and ductile cast irons | 150 – 250 HB | AH120 | SEGW12X4ZEPR | 100 – 200 | 0.03 – 0.15 | |
| Grey cast iron | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 800 – 1500 | 0.05 – 0.3 | |
| Ductile cast irons | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 500 – 800 | 0.05 – 0.2 | |
| Cast aluminium alloy / Die-cast Si < 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Cast aluminium alloy / Die-cast Si ≥ 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 80 – 200 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength < 350 N/mm2 |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength > 350 N/mm2 |
– | DS2005, KS05F | SEGW12X4ZEFR | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Copper alloy | – | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 |
Megjegyzések:
- Alumínium- és rézötvözetek marásakor:
- Jobb felületminőség érdekében használjon simító (wiper) lapkát is SEGW12X4ZEFR-WD
- Marási nyomok, sorjaképződés ellen használjon sorjázó lapkát SEGW12X4ZEFR-BD
- Ha alumínium és réz ötvözeteket mar, vízbázisú hűtőfolyadék használata javallott. Acél, öntöttvas és rozsdamentes acél marásakor érdemes csak sűrített levegős hűtést alkalmazni.
- Ha a szerszámhossz/átmérő (L/D) nagyobb, mint 3, csökkentse a vágósebességet és az előtolást a táblázatban megadott értékek 70 – 80%-ára.
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:
Metrikus

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés