

Sarokmaró költséghatékony lapkákkal és kiváló vibrációcsökkentéssel
Gazdaságos, 3 vágóélű lapkák éles homlokszögekkel, mely által csökkennek a vágóerők és hatékonyabb a forgácstörés
A lapkák optimalizált oldaléle, valamint a maró eltérő fogosztása miatt kisebb a vibráció a megmunkálások során


Alkalmazhatóság és jellemzők
Alkalmazhatóság









Jellemzők
1. 3 vágóélű lapka
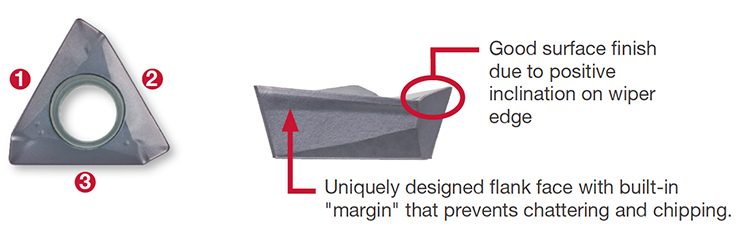
2.Nagyban csökkentett vágóerők

3. Kiváló falpontosság
• Nagy falpontosság a csavart vágóéleknek köszönhetően
Lapkák és minőségek
Lapkák
TO*T
- Maximális fogásmélység
- – TO*T04: 3,5 mm
- – TO*T06: 6 mm
- – TO*T10: 10 mm
– TO*T15: 15 mm - Gazdaságos, 3 vágóélű lapka alacsony vágóerőkkel
Fő minőségek
AH3135
![]()
![]()
- Nagy törésállóság
- Alkalmas acél és rozsdamentes acél megmunkálására általános paraméterekkel
AH3225
![]()
![]()
- Kiegyensúlyozottan kopás és törésálló
- Acélhoz és rozsdamentes acélhoz is alkalmas
AH8015
![]()
![]()
![]()
![]()
![]()
-
Kiegyensúlyozottan kopás és törésálló
-
Első választás hőálló ötvözetek általános paraméterekkel történő megmunkálására
Maró szerszámok



Kukoricamarók

TLA széria / C-EPA
Nagy fogásmélységű sarokmarásokhoz / TUNGCAP típus
Gyakorlati példák
Példa #1
Általános gyártás
| Alkatrész: | Lemez |
| Alapanyag: | SUS304 / X5CrNi18-9 |
| Maró: | EPA06R020M20.0-03N (ø20 mm, z = 3) |
| Lapka: | TOMT060304PDER-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 125 (m/min) fz = 0.083 (mm/t) Vf = 600 (mm/min) ap = 1.5 (mm) ae = 9 (mm) Alkalmazás: síkmarás Hűtés: levegő Szerszámgép: BT40 |

Példa #2
Általános gyártás
| Alkatrész: | Gépalkatrész |
| Alapanyag: | S45C / C45 |
| Maró: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Lapka: | TOMT100404PDER-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 150 (m/min) fz = 0.19 (mm/t) Vf = 836 (mm/min) ap = 1 (mm) ae = 5 (mm) Alkalmazás: sarokmarás Hűtés: folyadék (külső hűtés) Szerszámgép: megmunkáló központ |

Példa #3
Általános gyártás
| Alkatrész: | Alap |
| Alapanyag: | S50C / C50 |
| Maró: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Lapka: | TOMT100404PDER-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 390 (mm/min) ap = 1.5 (mm) ae = 25 (mm) Alkalmazás: sarokmarás Hűtés: külső levegő Szerszámgép: Vertikális M/C |
| Process: | , |
| Machine: |

Szabványos megmunkálási paraméterek
EPA04
| ISO | Munkadarab alapanyag | Keménység | Minőség | Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
|
|---|---|---|---|---|---|---|
 |
Alacsony széntartalmú acél SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | AH3225 | 100 – 250 | 0.05 – 0.12 | |
| Szénacél és ötvözött acél S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | AH3225 | 100 – 230 | 0.05 – 0.12 | ||
| Előedzett acél NAK80, PX5, etc. |
30 – 40 HRC | AH3225 | 100 – 180 | 0.05 – 0.1 | ||
 |
Rozsdamentes acél SUS304, etc. X5CrNi18-9, etc. |
– | AH3225 | 90 – 200 | 0.05 – 0.1 | |
 |
Szürkeöntvény FC250, etc. 2 50, etc., GG25, etc. |
150 – 250 HB | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Puha öntöttvas FCD450, etc. 450-10S, etc., GGG45, etc. |
150 – 250 HB | AH120 | 100 – 200 | 0.05 – 0.12 | ||
 |
Titán ötvözetek Ti-6AI-4V, etc. |
– | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Hőálló ötvözetek Inconel 718, etc. |
– | AH8015 | 20 – 40 | 0.04 – 0.07 | ||
 |
Edzett acél | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
- Sűrített levegővel távolítsa el a forgácsot, hogy megakadályozza a feltorlódást.
- Eltérő fogásmélységű megmunkáláskor (például öntött felületek marása), vagy megszakíott felületek esetén, az előtolást (fz) a fenti táblázat alacsonyabb megadott értékére érdemes állítani.
- A megmunkálási paramétereket a szerszámgép teljesítménye, a munkadarab merevsége és az orsó teljesítménye határozza meg. Ha nagy a fogásszélesség, fogásmélység vagy a szerszámkinyúlás, állítsa a vágósebességet (Vc) és az előtolást (fz) is az alacsonyabb értékekre és tartsa figyelemmel a szerszámgép teljesítményét és a vibrációt.
T/E/HPA06, T/E/HPA10, T/EPA15
| ISO | Munkadarab alapanyag | Keménység | Prioritás | Forgácstörő | Minőség | T/E/HPA06 | T/E/HPA10 | T/EPA15 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||||
|
Alacsony széntartalmú acél SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | Első választás | MJ/NMJ | AH3225 | 100 – 220 | 0.05 – 0.15 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Kopásállóság | MJ/NMJ | T3225 | 100 – 250 | 0.08 – 0.1 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Szénacél és ötvözött acél S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Első választás | MJ/NMJ | AH3225 | 100 – 170 | 0.05 – 0.12 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Kopásállóság | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Elődezett acél és szerszámacél NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | Első választás | MJ/NMJ | AH3225 | 100 – 120 | 0.05 – 0.12 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Kopásállóság | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Rozsdamentes acél SUS304, etc. X5CrNi18-9, etc. |
– | Első választás | MJ/NMJ | AH3135 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Kopásállóság | MJ/NMJ | T3225 | 90 – 200 | 0.05 – 0.1 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Szürkeöntvény FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | Első választás | MJ/NMJ | AH120 | 100 – 200 | 0.05 – 0.15 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Kopásállóság | MJ | T1215 | 150 – 250 | 0.05 – 0.12 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Puha öntöttvas FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | Első választás | MJ/NMJ | AH120 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Kopásállóság | MJ | T1215 | 100 – 200 | 0.05 – 0.12 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
 |
Alumínium Si < 13% |
– | Első választás | AJ | KS05F | 300 – 900 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Alumínium Si ≥ 13% |
– | Első választás | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Titán ötvözet Ti-6Al-4V, etc. |
– | Első választás | MJ/NMJ | AH3135 | 20 – 50 | 0.05 – 0.1 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Hőálló ötvözet Inconel 718, etc. |
– | Első választás | MJ/NMJ | AH120 | 20 – 35 | 0.03 – 0.08 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- Ha NMJ forgácstörőt használ, állítsa az előtolást 0,15 mm/t érték alá.
- Sűrített levegővel távolítsa el a forgácsot, hogy megakadályozza a feltorlódást.
- Vízbázisú hűtőfolyadékot alkalmazzon, mely segít megakadályozni az élsisak-képződést (például alumínium marásakor).
- Eltérő fogásmélységű megmunkáláskor (például öntött felületek marása), vagy megszakíott felületek esetén, az előtolást (fz) a fenti táblázat alacsonyabb megadott értékére érdemes állítani.
- A megmunkálási paramétereket a szerszámgép teljesítménye, a munkadarab merevsége és az orsó teljesítménye határozza meg. Ha nagy a fogásszélesség, fogásmélység vagy a szerszámkinyúlás, állítsa a vágósebességet (Vc) és az előtolást (fz) is az alacsonyabb értékekre és tartsa figyelemmel a szerszámgép teljesítményét és a vibrációt.
TLA (nagyoló típus)
| ISO | Munkadarab alapanyag | Keménység | Prioritás | Forgácstörő | Minőség | TLA10 | TLA15 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||
|
Alacsony széntartalmú acél SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | Első választás | MJ/NMJ | AH3225 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Kopásállóság | MJ/NMJ | T3225 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Szénacél és ötvözött acél S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Első választás | MJ/NMJ | AH3225 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Kopásállóság | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Előedzett acél és szénacél NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | Első választás | MJ/NMJ | AH3225 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Kopásállóság | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Roszdamentes acél SUS304, etc. X5CrNi18-9, etc. |
– | Első választás | MJ/NMJ | AH3135 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Kopásállóság | MJ/NMJ | T3225 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Szürkeöntvény FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | Első választás | MJ/NMJ | AH120 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Kopásállóság | MJ | T1215 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Puha öntöttvas FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | Első választás | MJ/NMJ | AH120 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Kopásállóság | MJ | T1215 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
|
Alumínium Si < 13% |
40 – 50 HRC | Első választás | AJ | KS05F | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Alumínium Si ≥ 13% |
50 – 60 HRC | Első választás | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Titán ötvözet Ti-6Al-4V, etc. |
– | Első választás | MJ/NMJ | AH3135 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Hőálló ötvözet Inconel 718, etc. |
– | Első választás | MJ/NMJ | AH120 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- Ha NMJ forgácstörőt használ, állítsa az előtolást 0,15 mm/t érték alá.
További információért erről a termékről keressen rá az online e-catalogban, vagy töltse le a termékriportot:
Metrikus
Imperial

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés