

Tárcsamaró szerszámcsalád stabil megmunkálásokhoz, kiváló forgácstöréssel
Gazdaságos horonymaró megoldások stabil forgácsolási teljesítménnyel, nagyobb horonymélységű megmunkálásokhoz, a nagyobb termelékenységért

Alkalmazhatóság és jellemzők
Alkalmazhatóság
Jellemzők
1. Szerszámok széles választéka

2. Kiváló forgácseltávolítás
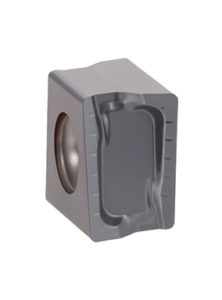
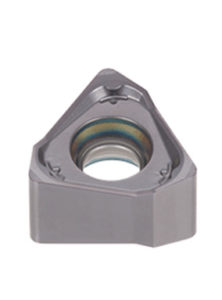
3. Innovatív lapkák
• Rendkívüli termelékenység.
Lapkák és minőségek
Lapkák

SSM
- TungMiniSlit lapka
- Fogásszélesség: 1,6 – 4,1 mm
LMEU-MJ
- TecTangentialSlot lapka
- Fogásszélesség: 16 – 25 mm

TVKX-MJ
- TungThinSlit lapka
- Fogásszélesség: 4,0 – 8,0 mm
WNGU-MJ
- TungUniversalSlot lapka
- Fogásszélesség: 10 – 16 mm
Fő minőségek
AH3135
![]()
![]()
- Rendkívül törésálló
- Alkalmas acél és rozsdamentes acél megmunkálására általános paraméterekkel
GH130
![]()
![]()
![]()
-
Kiegyensúlyozottan kopás és törésálló
-
Acélhoz, rozsdamentes acélhoz és öntöttvashoz is
SH725
![]()
![]()
- Rendkívül kopásálló
- Acélhoz és rozsdamentes acélhoz kifejlesztve
Marók

S/ASG (ø63 – ø125 mm)
TungMiniSlit maró, fogásszélesség: 1,6 – 4,1 mm

A/H/TSV (ø80 – ø200 mm)
TungThinSlit maró, fogásszélesség: 4,0 – 8,0 mm

A/H/TSW (ø80 – ø160 mm)
TungUniversalSlot maró, fogásszélesség: 10 – 16 mm

Gyakorlati példák
#1 példa
Általános gépészet
| Alkatrész: | Rotor |
| Alapanyag: | AVP- Ötvözött acél P40 |
| Maró: | ASV02N160-E4 (ø100, 5 edge lines) |
| Lapka: | TVKX020204-TN MJ |
| Minőség: | AH130 |
| Megmunkálási paraméterek: | Vc = 161 (m/min) t = 0.01 (mm) fz = 0.07 (mm/t) Vf = 200 (mm/min) W = 4 (mm) ae = 41 (mm) Alkalmazás: horonymarás Hűtés: sűrített levegő Szerszámgép: ISO50, 20Kw, 3Axis VMC |

#2 példa
Általános gépészet
| Alkatrész: | Gépalkatrész |
| Alapanyag: | FCD450 / 450-10S |
| Maró: | TSN10R125M31.7-16-06 (ø125, 6 él) |
| Lapka: | LMEU100808ZNEN-MJ |
| Minőség: | AH120 |
| Megmunkálási paraméterek: | Vc = 150 (m/min) t = 0.15 (mm) fz = 0.2 (mm/t) Vf = 358 (mm/min) W = 16 (mm) ae = 22 (mm) Alkalmazás: horonymarás Hűtés: levegő Szerszámgép: Vertical M/C, BT50 |

#3 példa
Általános gépészet
| Alkatrész: | Machine parts |
| Alapanyag: | SKD11 / X153CrMoV12 |
| Maró: | ASW06N100-10 (ø100, 5 edge lines) |
| Lapka: | WNGU060308TN-MJ |
| Minőség: | AH725 |
| Megmunkálási paraméterek: | Vc = 110 (m/min) t = 0.08 (mm) fz = 0.1 (mm/t) Vf = 175 (mm/min) W = 10 (mm) ae = 23 (mm) Alkalmazás: horonymarás Hűtés: levegő Szerszámgép: Vertical M/C, BT40 |

Szabványos megmunkálási paraméterek
TungMiniSlit
| ISO | Workpiece material | Hardness (HB) |
Insert | Cutting speed Vc (m/min) |
Chip thickness t (mm) |
|---|---|---|---|---|---|
| Low carbon steel SS400, S15C, etc. E275A, C15E4, etc. |
– 200 | SSM… | 150 – 230 | 0.05 – 0.15 | |
| High carbon steel S45C, S55C, etc. E355D, C55, etc. |
200 – 300 | SSM… | 100 – 170 | 0.04 – 0.13 | |
| Alloy steels SCM440, SCr415, etc. 42CrMo4, 20Cr4, etc. |
150 – 300 | SSM… | 90 – 160 | 0.04 – 0.13 | |
| Tool steel SKD11, SKD61, etc. X153CrMoV12, X40CrMoV5-1, etc. |
– 300 | SSM… | 70 – 120 | 0.04 – 0.13 | |
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | SSS… | 90 – 200 | 0.04 – 0.13 | |
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250 | SSM… | 100 – 200 | 0.05 – 0.15 | |
| Ductile cast iron FCD400, etc, 400-15S, etc. |
150 – 250 | SSM… | 80 – 130 | 0.05 – 0.15 |
TungThinSlit
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per edge line: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| ASV | |||||||||
| ae / DC (mm) | |||||||||
| 10% | 20% | 30% | ≤ 50% | ||||||
| Low carbon steels SS400, etc. E275A, etc. |
– 200 HB | First choice | AH725 | 90 – 180 | 0.08 – 0.25 | 0.06 – 0.19 | 0.05 – 0.16 | 0.05 – 0.15 | |
| Fracture resistance | AH130 | 90 – 180 | 0.08 – 0.25 | 0.06 – 0.19 | 0.05 – 0.16 | 0.05 – 0.15 | |||
| High carbon steels S45C, etc. C45, etc. |
200 – 300 HB |
First choice | AH725 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |
| Fracture resistance | AH130 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |||
| Alloy steels SCM440, etc. 42CrMo4, etc. |
150 – 300 HB |
First choice | AH725 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |
| Fracture resistance | AH130 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |||
| Tool steels SKD61, etc. X40CrMoV5-1, etc. |
– 300 HB | First choice | AH725 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |
| Fracture resistance | AH130 | 90 – 180 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | – | AH725, AH130 | 90 – 200 | 0.07 – 0.22 | 0.05 – 0.16 | 0.04 – 0.14 | 0.04 – 0.13 | |
| Grey cast irons FC250, etc. 250, etc. |
150 – 250 HB |
– | AH120 | 120 – 230 | 0.08 – 0.25 | 0.06 – 0.19 | 0.05 – 0.16 | 0.05 – 0.15 | |
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 | – | AH120 | 90 – 150 | 0.08 – 0.25 | 0.06 – 0.19 | 0.05 – 0.16 | 0.05 – 0.15 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH725 | 30 – 40 | 0.07 – 0.12 | 0.05 – 0.09 | 0.04 – 0.07 | 0.04 – 0.07 | |
| Fracture resistance | AH130 | 30 – 40 | 0.07 – 0.12 | 0.05 – 0.09 | 0.04 – 0.07 | 0.04 – 0.07 | |||
| Nickel-based alloys Inconel 718, etc. |
– 40 HRC | First choice | AH725 | 20 – 35 | 0.07 – 0.12 | 0.05 – 0.09 | 0.04 – 0.07 | 0.04 – 0.07 | |
| Fracture resistance | AH130 | 20 – 35 | 0.07 – 0.12 | 0.05 – 0.09 | 0.04 – 0.07 | 0.04 – 0.07 | |||
TungUniversalSlot
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per edge line: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| TSW / ASW | |||||||||
| ae / DC (mm) | |||||||||
| 10% | 20% | 30% | ≤ 50% | ||||||
| Low carbon steels SS400, etc. E275A, etc. |
– 200 HB | First choice | AH3135 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Wear resistance | AH120 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |||
| High carbon steels S45C, etc. C45, etc. |
200 – 300 HB | First choice | AH3135 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Wear resistance | AH120 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |||
| Alloy steels SCM440, etc. 42CrMo4, etc. |
150 – 300 HB | First choice | AH3135 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Wear resistance | AH120 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |||
| Tool steels SKD61, etc. X40CrMoV5-1, etc. |
– 300 HB | First choice | AH3135 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Wear resistance | AH120 | 90 – 180 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | – | AH3135 | 90 – 200 | 0.12 – 0.33 | 0.09 – 0.25 | 0.07 – 0.21 | 0.07 – 0.2 | |
| Grey cast irons FC250, etc. 250, etc. |
150 – 250 HB | – | AH120 | 120 – 230 | 0.12 – 0.42 | 0.09 – 0.31 | 0.07 – 0.27 | 0.07 – 0.25 | |
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | – | AH120 | 90 – 150 | 0.12 – 0.42 | 0.09 – 0.31 | 0.07 – 0.27 | 0.07 – 0.25 | |
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH3135 | 30 – 40 | 0.1 – 0.17 | 0.08 – 0.13 | 0.06 – 0.11 | 0.06 – 0.1 | |
| Wear resistance | AH130 | 30 – 40 | 0.1 – 0.17 | 0.08 – 0.13 | 0.06 – 0.11 | 0.06 – 0.1 | |||
| Nickel-based alloys Inconel 718, etc. |
– | First choice | AH130 | 20 – 35 | 0.1 – 0.17 | 0.08 – 0.13 | 0.06 – 0.11 | 0.06 – 0.1 | |
| Wear resistance | AH3135 | 20 – 35 | 0.1 – 0.17 | 0.08 – 0.13 | 0.06 – 0.11 | 0.06 – 0.1 | |||
TecTungentialSlot
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per edge line: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| ae / DC (mm) | |||||||||
| 10% | 20% | 30% | ≤ 50% | ||||||
| Low carbon steels SS400, S15C, etc. E275A,C15E4, etc. |
– 200 HB | First choice | AH3225, AH3135 | 90 – 300 | 0.06 – 0.42 | 0.06 – 0.31 | 0.06 – 0.27 | 0.06 – 0.25 | |
| High carbon steels S45C, S55C, etc. C45, C55, etc. |
– 300 HB | First choice | AH3225, AH3135 | 90 – 250 | 0.06 – 0.42 | 0.06 – 0.31 | 0.06 – 0.27 | 0.06 – 0.25 | |
| Alloy steels SCM440, SCr415, etc. 42CrMo4, etc. |
30 – 40 HRC | First choice | AH3225, AH3135 | 90 – 200 | 0.06 – 0.42 | 0.06 – 0.31 | 0.06 – 0.27 | 0.06 – 0.25 | |
| Tool steels SKD11, SKD61, etc. X153CrMoV12, X40CrMoV5-1, etc. |
30 – 40 HRC | First choice | AH3225, AH3135 | 90 – 200 | 0.06 – 0.33 | 0.06 – 0.31 | 0.06 – 0.22 | 0.06 – 0.2 | |
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135, AH130 | 80 – 200 | 0.06 – 0.42 | 0.06 – 0.31 | 0.06 – 0.22 | 0.06 – 0.2 | |
| Grey cast irons FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015, AH120 | 100 – 300 | 0.06 – 0.5 | 0.06 – 0.38 | 0.06 – 0.27 | 0.06 – 0.25 | |
| Ductile cast irons FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250 HB | First choice | AH8015, AH120 | 100 – 250 | 0.06 – 0.33 | 0.06 – 0.31 | 0.06 – 0.27 | 0.06 – 0.25 | |
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH8015, AH120 | 20 – 60 | 0.06 – 0.22 | 0.06 – 0.16 | 0.06 – 0.14 | 0.06 – 0.13 | |
| Nickel-based alloys Inconel 718, etc. |
– | First choice | AH8015, AH120 | 20 – 40 | 0.06 – 0.2 | 0.06 – 0.15 | 0.06 – 0.12 | 0.06 – 0.1 | |
| Hardened steel SKD61, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 100 | 0.06 – 0.2 | 0.06 – 0.15 | 0.06 – 0.12 | 0.06 – 0.1 | |
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:
Metrikus
Imperial

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés