

Rádiusz maró 3D-s megmunkálásokra, csavart vágóélekkel
Az egyedi, csavart lapkageometria merev rögzítést biztosít a nagyobb stabilitás érdekében
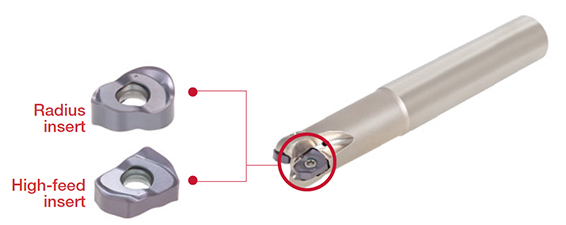
Egy maróba két típusú lapkát is szerelhet: rádiuszos és nagy előtolású típusokat


Alkalmazhatóság és jellemzők
Alkalmazhatóság







Jellemzők
1. Többfunkciós marószerszám kimagasló megbízhatósággal
• Két típusú lapka szerelhető egy maróba: rádiuszos és nagy hatékonyságú lapkákat.
• A biztos lapkarögzítés miatt a lapka nem mozdul meg a forgácsolás során.
2. Nagy előtolású lapka, nagyobb fogásmélységgel
• A könnyed forgácsolás stabil folyamatot biztosít.
3. Megbízható rádiuszos lapkák
• A lapkák keresztmetszete kétszer akkora, mint a körlapkáké.
• Kiváló forgácseltávolítást biztosít különböző megmunkálásokban.

Lapkák és minőségek
Lapkák

LNMX-MJ/LNMX-ML
- Radiuszos lapka
- Maximális fogásmélység
– LNMU04: 4,0 mm
– LNMU05: 5,0 mm
– LNMU06: 6,0 mm

LNMX-HJ/LNMX-HL
- Nagy előtolású lapka
- Maximális fogásmélység
– LNMX04: 1,3 mm
– LNMX06: 2 mm
Fő minőségek
AH8015
![]()
![]()
![]()
![]()
![]()
- Kiegyensúlyozottan kopás és törésálló
- Első választás hőálló ötvözetek megmunkálására, általános paraméterrekkel
AH3225
![]()
![]()
- Kiegyensúlyozott kopás- és törésállóság
- Acélhoz és rozsdamentes acélhoz ajánlott
AH3135
![]()
![]()
- Rendkívül törésálló
- Alkalmas acél és rozsdamentes acél megmunkálására, általános paraméterekkel
Marók

Moduláris típus

HXLN (ø20 – ø42 mm)
Moduláris fejű maró (TungFlex csatlakozással) rádiuszos vagy gyorsmarásra

Gyakorlati példák
#1 példa
Általános gépészet
| Alkatrész: | Rögzítő alkatrész |
| Alapanyag: | SUS304 |
| Maró: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Lapka: | LNMX0405R4-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 220 ← 120 (m/min) fz = 0.4 ← 0.1 (mm/t) Vf = 3360 ← 535 (mm/min) ap = 3.5 ← 3 (mm) ae = 15 (mm) Alkalmazás: vállak marása Hűtés: külső hűtés Szerszámgép: Vertikális M/C |

#2 példa
Szerszámgyártás
| Alkatrész: | Csúszó mag |
| Alapanyag: | NAK80 (40HRC) |
| Maró: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Lapka: | LNMX0405R4-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 150 (m/min) fz = 0.3 ← 0.15 (mm/t) Vf = 1720 ← 573 (mm/min) ap = 4 ← 5 (mm) ae = 7 ← 5 (mm) Alkalmazás: vállak marása Hűtés: külső hűtés Szerszámgép: Vertikális M/C |

#3 példa
Energetikai ipar
| Alkatrész: | Turbina lapát |
| Alapanyag: | 13Cr-Mo rozsdamentes acél |
| Maró: | EXLN04M032C32.0R04 (ø32, z = 4) |
| Lapka: | LNMX0405R4-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 220 (m/min) fz = 0.30 (mm/t) Vf = 2,626 (mm/min) ap = 1.0 (mm) Alkalmazás: Profilmarás Hűtés: levegő Szerszámgép: Megmunkáló központ |

Szabványos megmunkálási paraméterek
LNMX**-MJ/ML
| ISO | Munkadarab alapanyag | Keménység | Prioritás | Minőség | Forgácstörő | Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Alacsony széntartalmú acél S15C, SS400, etc. C15, C20, etc. |
– 200 HB | Első választás | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Alacsony vágóerők | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | |||
| Szénacél, ötvözött acél S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300 HB | Első választás | AH3225 | MJ | 100 – 250 | 0.2 – 0.6 | ||
| – 300 HB | Alacsony vágóerők | AH3135 | ML | 100 – 250 | 0.2 – 0.6 | |||
| Előedzett acél NAK80, PX5, etc. |
30 – 40 HRC | Első választás | AH3225 | MJ | 100 – 200 | 0.15 – 0.4 | ||
| 30 – 40 HRC | Alacsony vágóerők | AH3135 | ML | 100 – 200 | 0.15 – 0.4 | |||
| Ausztenites rozsdamentes acél SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | Első választás | AH3135 | MJ | 100 – 200 | 0.2 – 0.6 | ||
| – 200 HB | Alacsony vágóerők | AH3135 | ML | 100 – 200 | 0.2 – 0.6 | |||
| Martenzites rozsdamentes acél SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200 HB | Első választás | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Törésállóság | AH3135 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Szürkeöntvény FC250, FC300, etc. 250, 300, etc. |
150 – 250 HB | Első választás | AH120 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| 150 – 250 HB | Törésállóság | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Puha öntöttvas FCD400, etc. 400-15, 600-3, etc. |
150 – 250 HB | Első választás | AH120 | MJ | 80 – 250 | 0.2 – 0.6 | ||
| 150 – 250 HB | Törésállóság | AH3225 | MJ | 80 – 250 | 0.2 – 0.6 | |||
| Titán ötvözet Ti-6AI-4V, etc. | – | Első választás | AH3135 | ML | 30 – 60 | 0.15 – 0.6 | ||
| – | Törésállóság | AH3135 | MJ | 30 – 60 | 0.15 – 0.6 | |||
| Szuperötvözet Inconel718, etc. |
– | Első választás | AH8015 | MJ | 20 – 50 | 0.05 – 0.3 | ||
| – | Alacsony vágóerők | AH120 | ML | 20 – 50 | 0.05 – 0.3 | |||
| Edzett acél | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Első választás | AH3225 | MJ | 50 – 150 | 0.1 – 0.3 | |
| 40 – 50 HRC | Kopásállóság | AH8015 | MJ | 50 – 150 | 0.1 – 0.3 | |||
| SKD11, etc. X153CrMoV12, etc. | 50 – 60 HRC | Első választás | AH8015 | MJ | 50 – 70 | 0.05 – 0.15 | ||
- Ha hosszú szárú vagy moduláris fejes szerszámot használ, nagy szerszámkinyúlással, kérjük, csökkentse a megmunkálási paramétereket (Vc, fz, ap) a szabványos szárakhoz ajánlott értékek 70%-ára.
LNMX04-HJ/HL
| ISO | Munkadarab alapanyag | Keménység | Prioritás | Minőség | Forgácstörő | Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Alacsony széntartalmú acél S15C, SS400, etc.S15C, SS400, etc. C15, C20, etc. |
– 300HB | Első választás | AH3225 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Kopásállóság | AH8015 | HJ | ||||||
| Alacsony vágóerők | AH3225 | HL | 0.4 – 1 | |||||
| Szénacél, ötvözött acél S55C, SCM440, etc.S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | Első választás | AH3225 | HJ | 100 – 250 | 0.5 – 1.3 | ||
| Kopásállóság | AH8015 | HJ | ||||||
| Alacsony vágóerők | AH3225 | HL | 0.4 – 1 | |||||
| Előedzett acél NAK80, PX5, etc. |
30 – 40HRC | Első választás | AH3225 | HJ | 100 – 200 | 0.4 – 1 | ||
| Kopásállóság | AH8015 | HJ | ||||||
| Alacsony vágóerők | AH3225 | HL | 0.2 – 0.8 | |||||
| Ausztenites rozsdamentes acél SUS304, SUS304, etc.SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | Első választás | AH3135 | HL | 100 – 200 | 0.3 – 0.9 | ||
| Törésállóság | HJ | |||||||
| Martenzites rozsdamnetes acél SUS410, SUS420J1, etc.SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | Első választás | AH3135 | HL | 100 – 300 | 0.3 – 0.9 | ||
| Törésállóság | HJ | |||||||
| Szürkeöntvény FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | Első választás | AH120 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Törésállóság | AH3225 | |||||||
| Puha öntöttvas FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | Első választás | AH120 | HJ | 80 – 250 | 0.5 – 1.3 | ||
| Törésállóság | AH3225 | |||||||
| Titán ötvözet Ti-6AI-4V, etc. |
150 – 250HB | Első választás | AH3135 | HL | 30 – 60 | 0.3 – 0.7 | ||
| Törésállóság | HJ | |||||||
| Szuperötvözet Inconel718, etc. |
150 – 250HB | Első választás | AH8015 | HL | 20 – 50 | 0.1 – 0.3 | ||
| Törésállóság | HJ | |||||||
| Edzett acél | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Első választás | AH3225 | HJ | 50 – 150 | 0.1 – 0.5 | |
| Kopásállóság | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Első választás | AH8015 | HJ | 50 – 70 | 0.05 – 0.2 | ||
- Ha hosszú szárú vagy moduláris fejes szerszámot használ, nagy szerszámkinyúlással, kérjük, csökkentse a megmunkálási paramétereket (Vc, fz, ap) a szabványos szárakhoz ajánlott értékek 70%-ára.
LNMX06-HJ
| ISO | Munkadarab alapanyag | Keménység | Prioritás | Minőség | Forgácstörő | Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Alacsony széntartalmú acél S15C, SS400, etc. S15C, SS400, etc. C15, C20, etc. |
– 300HB | Első választás | AH3225 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Kopásállóság | AH8015 | |||||||
| Szénacél, ötvözött acél S55C, SCM440, etc. S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | Első választás | AH3225 | HJ | 100 – 250 | 0.3 – 1.1 | ||
| Kopásállóság | AH8015 | |||||||
| Előedzett acél NAK80, PX5, etc. |
30 – 40HRC | Első választás | AH3225 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Kopásállóság | AH8015 | |||||||
| Ausztenites rozsdamentes acél SUS304, SUS304, etc.SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | Első választás | AH3135 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Első választás | ||||||||
| Martenzites rozsdamentes acél SUS410, SUS420J1, etc.SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | Első választás | AH3135 | HJ | 100 – 300 | 0.2 – 0.7 | ||
| Törésállóság | ||||||||
| Szürkeöntvény FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | Első választás | AH120 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Törésállóság | AH3225 | |||||||
| Puha öntöttvas FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | Első választás | AH120 | HJ | 80 – 250 | 0.3 – 1.1 | ||
| Első választás | AH3225 | |||||||
| Titán ötvözet Ti-6AI-4V, etc. |
150 – 250HB | Első választás | AH3135 | HJ | 30 – 60 | 0.15 – 0.6 | ||
| Szuperötvözet Inconel718, etc. |
150 – 250HB | Kopásállóság | AH8015 | HJ | 20 – 50 | 0.05 – 0.3 | ||
| Edzett acél | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Első választás | AH3225 | HJ | 50 – 150 | 0.1 – 0.3 | |
| Kopásállóság | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Első választás | AH8015 | HJ | 50 – 70 | 0.05 – 0.15 | ||
- Ha hosszú szárú vagy moduláris fejes szerszámot használ, nagy szerszámkinyúlással, kérjük, csökkentse a megmunkálási paramétereket (Vc, fz, ap) a szabványos szárakhoz ajánlott értékek 70%-ára.
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:
Metrikus
Imperial

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés