

Rendkívül sokoldalú síkmarók, többféle alapanyagtípushoz
A DoTriple-Mill marók továbbfejlesztett fecskefarok típusú lapkafészkekkel rendelkeznek, és hármas előnyt biztosítanak a felhasználónak, hiszen rögzíthet négyzet alakú, nyolcszög- vagy körlapkákat, ugyanabban a fészekben

Alkalmazhatóság és jellemzők
Alkalmazhatóság

Jellemzők
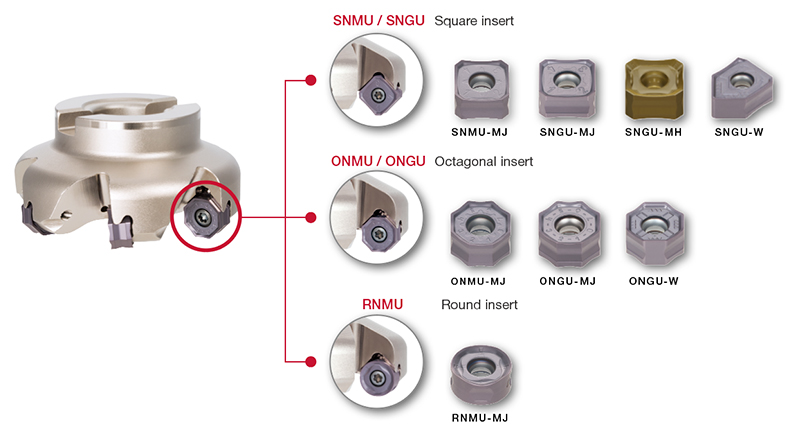
1. Rendkívüli sokoldalúság
• 3 különböző típusú, kétoldalas lapka rögzíthető ugyanabban a fészekben.
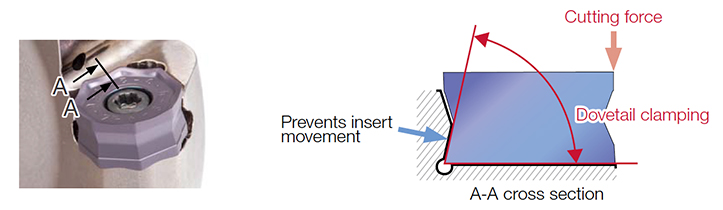
2. Merev rögzítést biztosító, fecskefarok típusú lapkafészek
• Jobb teljesítménnyel, főleg a hőálló ötvözetek megmunkálása során.
• Hosszabb éltartam.
Lapkák és minőségek
Lapkák

SN*U
- Maximális fogásmélység = 6 mm
- Vágóélszög: 45°
- Alkalmas nagy fogásmélységű, nagyoló síkmarásra

ON*U
- Maximális fogásmélység = 3,4 mm
- Vágóélszög: 45°
- Rendkívül gazdaságos, 16 élű síkmaró lapkák

RNMU
- Maximális fogásmélység = 6 mm
- Nagy előtolású, vagy nagy fogásmélységű megmunkálásokra
- Alacsonyabb vágóerők és csökkentett hőterhelés a vágóélen az ívelt lapkageometriának köszönhetően
Fő minőségek
AH3135
![]()
![]()
- Rendkívül törésálló
- Alkalmas acél és rozsdamentes acél megmunkálására, általános paraméterekkel
T3225
![]()
![]()
- Ellenálló a lepattogzással és a törésekkel szemben
- Acél és rozsdamentes acél marására
T1215
![]()
- Kiegyensúlyozottan kopás- és törésálló
- Öntöttvas marására
Marók

Gyakorlati példák
#1 példa
Energetikai ipar
| Alkatrész: | Turbina penge |
| Alapanyag: | 10705BU (Rozsdamentes acél) |
| Maró: | TASN13J100B31.7R08 (ø100, z = 8) |
| Lapka: | ONGU0507ANEN-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 79 (m/min) fz = 0.10 (mm/t) Vf = 201 (mm/min) ap = 2.0 (mm) Alkalmazás: síkmarás (nagyolás) Hűtés: külső Szerszámgép: Horizontal M/C, BT50 |

#2 példa
Autóipar
| Alkatrész: | Turbina ház |
| Alapanyag: | GX40CrNiSiNb22-10 |
| Maró: | TASN13M100B32.0R08 (ø100, z = 8) |
| Lapka: | SNGU1307ANEN-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 94 (m/min) fz = 0.17 (mm/t) Vf = 408 (mm/min) ap = 3.5 (mm) ae = 80 (mm) Alkalmazás: síkmarás Hűtés: külső Szerszámgép: Vertical M/C |

#3 példa
Autóipar
| Alkatrész: | Turbina ház |
| Alapanyag: | Hi Si FCD |
| Maró: | TASN13M125B40.0R10 (ø125, z = 10) |
| Lapka: | SNGU1307ANEN-MJ |
| Minőség: | AH3135 |
| Forgácsolási paraméterek: | Vc = 196 (m/min) fz = 0.08 (mm/t) Vf = 400 (mm/min) ap = 1.3 (mm) ae = 100 (mm) Alkalmazás: síkmarás (nagyolás) Hűtés: külső Szerszámgép: Vertical M/C, BT50 |

Szabványos megmunkálási paraméterek
SNMU / SNGU / ONMU / ONGU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T3225 | MJ | 200 – 350 | 0.1 – 0.4 | ||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 180 – 300 | 0.1 – 0.4 | ||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 150 – 250 | 0.1 – 0.4 | ||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| For wear resistance | T3225 | MJ | 100 – 200 | 0.1 – 0.3 | ||||
| Cast stainless steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MH | 60 – 120 | 0.1 – 0.3 | ||
| For low cutting force | AH3135 | MJ | 60 – 120 | 0.1 – 0.3 | ||||
| Grey cast iron FC250, etc. 250, etc. |
150 – 250HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 250HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| For wear resistance | AH8015 | MJ | 30 – 60 | 0.1 – 0.3 | ||||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MJ | 10 – 40 | 0.05 – 0.15 | ||
| For fracture resistance | AH3135 | MJ | 10 – 40 | 0.05 – 0.15 | ||||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MJ | 80 – 130 | 0.05 – 0.2 | |
| For fracture resistance | AH3225 | MJ | 80 – 130 | 0.05 – 0.2 | ||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MJ | 50 – 70 | 0.03 – 0.1 | ||
RNMU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chip-breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| For wear resistance | T3225 | MJ | 200 – 350 | |||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | |||
| For wear resistance | T3225 | MJ | 180 – 300 | |||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | |||
| For wear resistance | T3225 | MJ | 150 – 250 | |||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | ※ap = 6 mm : 0.1 – 0.25 ※ap = 2 mm : 0.3 – 0.7 ※ap = 1 mm : 0.6 – 1.3 |
||
| For wear resistance | T3225 | MJ | 100 – 200 | |||||
| Stainless cast steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MJ | 60 – 120 | ※ap = 2 mm : 0.2 – 0.4 ※ap = 1 mm : 0.3 – 0.8 |
||
| For fracture resistance | AH3135 | MJ | 60 – 120 | |||||
| Grey cast iron FC250, etc. 250, etc., GG25, etc. |
150 – 250HB | First choice | AH120 | MJ | 100 – 300 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| T1215 | MJ | 100 – 250 | ||||||
| Ductile cast iron FCD600, etc. 600-3, etc., GGG60, etc. |
150 – 250HB | First choice | AH120 | MJ | 100 – 300 | |||
| T1215 | MJ | 80 – 200 | ||||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | ap = 1 mm : 0.15 – 0.8 | ||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH120 | MJ | 10 – 40 | ap = 1 mm : 0.05 – 0.3 | ||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH3225 | MJ | 80 – 130 | ap = 1 mm : 0.1 – 0.25 | |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH120 | MJ | 50 – 70 | ap = 0.5 mm : 0.03 – 0.1 | ||
※ When using T3225 or T1215, decrease the feed per tooth (fz) to 80% of the abovementioned value.
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:
Metrikus
Imperial

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés