

25°-os lapka profilmegmunkálásra
Az Y-Pro széria kibővíti a kúpos, alászúró és “V” horony megmunkálások lehetőségeit

Alkalmazhatóság és jellemzők
Alkalmazhatóság


Jellemzők
1. 25°-os élszögű lapkák a megmunkálási lehetőségek kibővítéséért



2. Számos megmunkálástípushoz alkalmazható

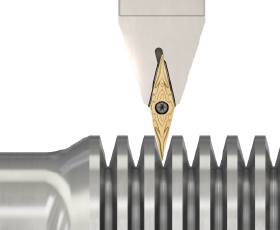
Gömbszerű profilok megmunkálása

Homlokmegmunkálás
“V” hornyok megmunkálása

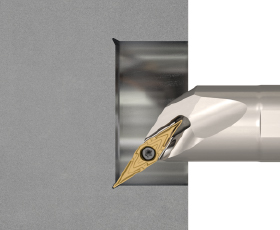
Külső alászúrás
Belső alászúrás és profilmegmunkálás
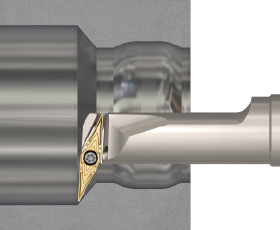
Belső profilmegmunkálás
Lapkák és minőségek
Lapkák
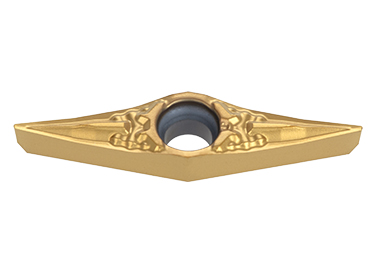
YCGT
- Positive relief angle, G class, 25 deg corner angle insert
YWMT
- Positive relief angle, M class, 25 deg corner angle insert

YNMG
- Negative relief angle, M class, 25 deg corner angle insert
Fő minőségek
SH7025
![]()
![]()
- The latest grade with sharp cutting edge designed for small part machining.
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
T9215
![]()
![]()
![]()
- Well-balanced between wear and chipping resistance
- First choice for steel
- High versatility for a wide range of applications
T9225
![]()
![]()
- First choice for roughing to medium cutting
- High fracture resistance
T9235
![]()
- High fracture resistance in heavy interrupted cutting
T6215
![]()
![]()
- Kiváló kopásállóság nem megszakított felületű acélok nagy sebességű forgácsolása során
AH6225
![]()
![]()
- Első választás rozsdamentes acélokhoz
- Rendkívül sokoldalú minőség rozsdamentes acélok megmunkálására, kiegyensúlyozott kopás- és törésállósággal
AH8015
![]()
![]()
![]()
![]()
![]()
- Kiegyensúlyozott kopás- és törésállóság
- Első választás hőálló ötvözetek megmunkálására, általános paraméterekkel
NS9530
![]()
![]()
- High fracture resistance
- Suitable for fi nishing to medium cutting of steel
GT9530
![]()
![]()
- High wear resistance
- Excellent surface quality in fi nishing
Kések


Gyakorlati példák
#1 példa
| Alkatrész: | Fitting |
| Alapanyag: | SUS304 / X5CrNi18-10 |
| Kés: | JSYJ2CR1212X10 |
| Lapka: | YCGT100202MF-JS |
| Minőség: | SH7025 |
| Megmunkálási paraméterek: | Vc = 85 m/min f = 0.03 mm/rev ap = 0.075 mm Megmunkálás: Külső esztergálás Hűtés: folyadék |

Traditionally, machining the thread-end taper requires a dedicated inser t shape. YCGT performs this operation while delivering 1.75 times longer tool life.
#2 példa
| Alkatrész: | Shaft |
| Alapanyag: | S45C / C45 |
| Kés: | QC12-JSYJ2CR10-CHP |
| Lapka: | YCGT100202MF-JS |
| Minőség: | SH7025 |
| Megmunkálási paraméterek: | Vc = 70 m/min f = 0.02 mm/rev ap = 0.3 mm Megmunkálás: Külső esztergálás Hűtés: folyadék |

Conventionally, two different tools were required for external turning and profiling.
YCGT integrates both functions into a single tool.
#3 példa
| Alkatrész: | Pulley |
| Alapanyag: | SCM415 |
| Kés: | AVVNN2525M16-A |
| Lapka: | YNMG160404-ZM |
| Minőség: | GT9530 |
| Megmunkálási paraméterek: | Vc = 250 m/min f = 0.5 mm/rev ap = 0.1 – 0.2 mm Megmunkálás: Külső esztergálás Hűtés: folyadék |

Chip control was drastically inproved against conventional grooving tool. 1.25 times longer tool life achieved.
#4 példa
| Alkatrész: | Automotive part |
| Alapanyag: | SACM645 |
| Kés: | A16Q-SYUBR11-D200 |
| Lapka: | YWMT11T204-ZF |
| Minőség: | T9215 |
| Megmunkálási paraméterek: | Vc = 100 m/min f = 0.5 mm/rev ap = 0.2 mm Megmunkálás: Belső esztergálás Hűtés: folyadék |

Chip control and surface finish are improved drastically when internal turning.
Szabványos megmunkálási paraméterek
For positive insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 – 0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.05 – 0.25 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.5 – 2 | 0.05 – 0.3 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.5 – 2 | 0.05 – 0.3 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 -0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing to medium |
ZF | T6215 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.05 – 0.25 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| ZM | T6215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 0.5 – 2 | 0.05 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing to medium |
ZF | T9215 | 0.2 – 1.5 | 0.05 -0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| ZM | T9215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | ||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing to medium |
ZF | AH8015 | 0.2 – 1.5 | 0.05 -0.25 | 20 – 80 | 20 – 80 | 20 – 80 | |
| ZM | AH8015 | 0.5 – 2 | 0.05 -0.3 | 20 – 80 | 20 – 80 | 20 – 80 | ||
For negative insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.03 – 0.2 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.7 – 2 | 0.15 – 0.4 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.7 – 2 | 0.15 – 0.4 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Finishing | ZF | T6215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.03 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Finishing to medium |
ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing | ZF | T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Finishing to medium |
ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing | ZF | AH8015 | 0.2 – 1.5 | 0.03 – 0.2 | 20 – 80 | 20 – 80 | 20 – 80 | |
| Finishing to medium | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 80 | 20 – 80 | 20 – 80 | |
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:
Metrikus

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.