A forgácstörők alapjai – Az alapelmélettől a kiválasztásig
Amikor az emberek meghallják a „forgácstörő” szót, sokan egy, a forgácsok törésére tervezett hornyot képzelhetnek el.
A gyakorlatban azonban a forgácstörő a vágóél-specifikációk teljes készletére utal, beleértve a homlokszöget, a terelőfelületet és a lekerekítést.
Ez a folyamatstabilitás kulcseleme, amely nemcsak a forgácselvezetésért felelős, hanem egyidejűleg a forgácsolási ellenállás szabályozásáért és a vágóél szilárdságának biztosításáért is.
Ez a cikk rendszerezetten magyaráz el mindent a forgácstörők elveitől a kiválasztási módszerekig, a munkadarab anyaga szerinti szempontokig és a hibaelhárításig.
Amit ebből a cikkből megtudhat
- Mi az a forgácstörő? — Definíció vágóél-specifikációként
- Miért szükségesek a forgácstörők?
- Amikor a forgácstörő hiánya a jobb választás
- Hogyan törik a forgács: az elv
- Mi az ideális forgácsforma?
- Alapvető kritériumok a forgácstörő kiválasztásához
- Különbségek a simító, közepes és nagyolási forgácstörők között
- A forgácstörők a forgácsolási feltételekkel kombinálva működnek
- Szempontok a munkadarab anyaga szerint (ISO P/M/K/N/S/H)
- Ellenőrzési pontok, ha valami nem működik jól
- Összefoglalás
1. Mi az a forgácstörő?
Szűkebb értelemben a forgácstörő kifejezés a lapka homlokfelületén kialakított horonyra vagy kiálló geometriára utal, amely a forgácsok törésére szolgál.
A tényleges lapkatervezésben azonban a forgácstörő a vágóél-specifikációk teljes készletére utal, beleértve nemcsak a forgácstörést, hanem a forgácsolási ellenállás szabályozását és a vágóél szilárdságát is. Ez a cikk a forgácstörőket ezen tágabb definíció alapján magyarázza.
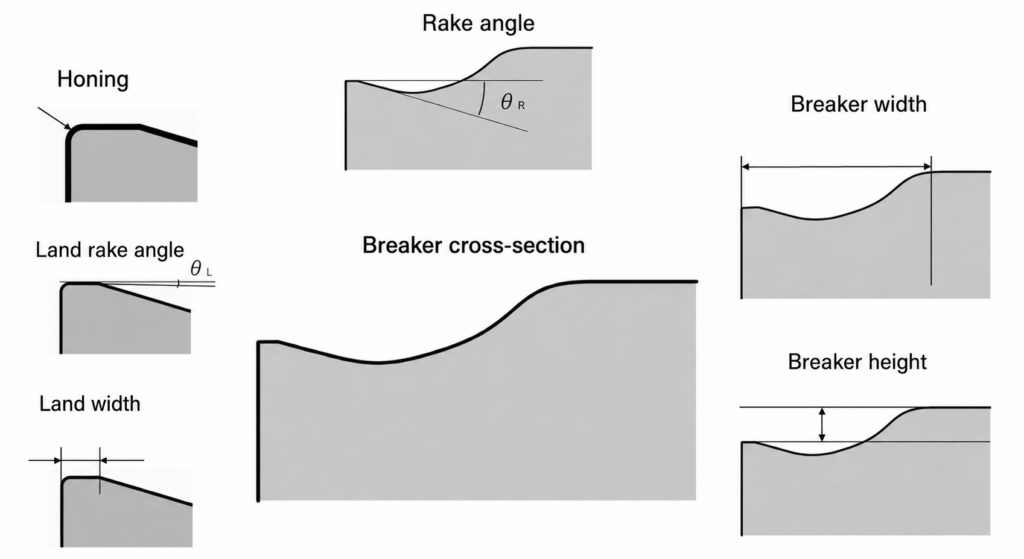
A forgácstörőt alkotó elemek
- Törőszélesség — az a horony szélessége, amely meghatározza azt a távolságot, amelyen a forgácsok meghajlanak
- Törőfal magassága — annak a homloknak a magassága, amely a forgácsot fogadja és meghajlítja
- Homlokszög — Szög, amely befolyásolja a forgács áramlási irányát és a forgácsolási ellenállást
- Terelőfelület szélessége — A vágóél mögötti sík terület szélessége
- Terelőfelület homlokszöge — A terelőfelület dőlésszöge.
- Lekerekítés (élkiképzés) — A vágóélen alkalmazott enyhe lekerekítés
A paramétertényezők és hatásaik közötti kapcsolat
Az alábbi táblázat összefoglalja, hogy az egyes elemek változásai hogyan befolyásolják a három tényezőt: „forgácstörési teljesítmény”, „forgácsolási ellenállás” és „vágóél szilárdság”.
| Paramétertényező | Változás iránya | Forgácstörési teljesítmény | Forgácsolási ellenállás | Vágóél szilárdság |
|---|---|---|---|---|
| Törőszélesség | Csökkentés | ↑ Könnyebb forgácstörés | ↑ Nő | – |
| Törőfal magassága | Növelés | ↑ Könnyebb forgácstörés | ↑ Enyhén nő | – |
| Homlokszög | Pozitív szög növelése | ↑ Könnyebb hajlítás | ↓ Csökken | ↓ Csökken |
| Terelőfelület szélessége | Szélesítés | ↓ Enyhén romlik | ↑ Nő | ↑ Javul |
| Terelőfelület homlokszöge | Negatív szög növelése | ↓ Enyhén romlik | ↑ Nő | ↑ Javul |
| Lekerekítés | Növelés | ↓ Enyhén romlik | ↑ Nő | ↑ Javul |
PONT
A „forgácstörő kiválasztása” egyenértékű ezen vágóél-specifikációk általános egyensúlyának kiválasztásával
A forgácstörési teljesítmény, a forgácsolási ellenállás és a vágóél szilárdsága kompromisszumos kapcsolatban áll egymással, ezért fontos megtalálni az optimális egyensúlyt a megmunkálási célhoz.
2. Miért szükségesek a forgácstörők?
Problémák, ha nincs forgácstörő
- Hosszú, folyamatos forgácsok → a munkadarabra vagy szerszámra tekeredő forgácsok
- A megmunkált felületek karcolódásának és a géptörés kockázata
- Kezelői biztonsági aggályok, mivel a hosszú forgácsok élesek és veszélyesek
- Különösen automata gépeknél és folyamatos megmunkálásnál a rossz forgácselvezetés közvetlenül a folyamat leállásához vezethet
A forgácstörő előnyei
- Javított megmunkálási hatékonyság — A forgácsok megfelelően törnek és elvezetődnek
- Hosszabb szerszámélettartam — Megakadályozza a forgácsok összegabalyodása által okozott rendellenes terheléseket
- Stabil megmunkálási minőség — Csökkenti a felületi érdességet rontó forgácsfelkenődést
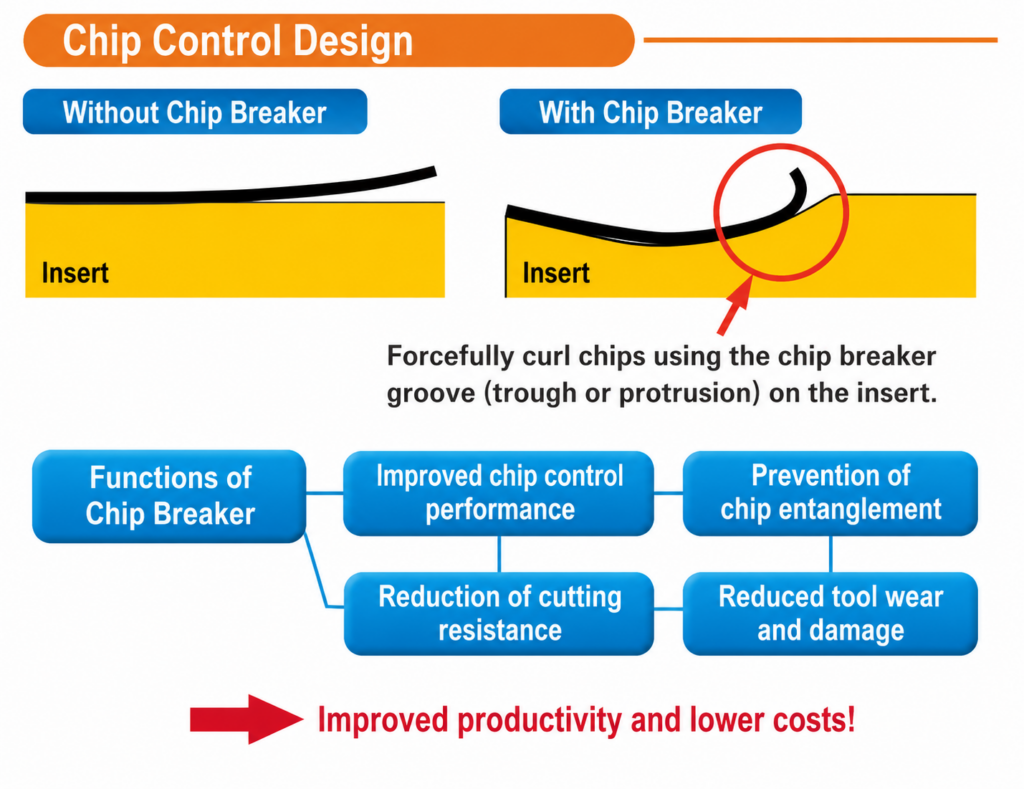
Több mint forgácselvezetés — három szabály
A forgácstörő nemcsak a forgácselvezetésért felelős, hanem egyidejűleg a forgácsolási ellenállás szabályozásáért és a vágóél szilárdságának biztosításáért is.
- Forgácselvezetés — Megfelelően töri és elvezeti a forgácsokat a törőszélesség és a falmagasság kialakításával
- Forgácsolási ellenállás — Csökkenti az ellenállást a homlokszög és a törőszélesség kialakításával, hozzájárulva az energiamegtakarításhoz és a rezgések elnyomásához
- Vágóél szilárdság — Biztosítja a vágóél szilárdságát a terelőfelület szélességének, a terelőfelület homlokszögének és a lekerekítésnek a kialakításával, megelőzve a törést és a rendellenes kopást
PONT
A forgácstörő egy olyan elem, amely egyszerre tervezi a „forgácselvezetést”, a „forgácsolási ellenállást” és a „vágóél szilárdságát”
A törő kiválasztása azt jelenti, hogy e három tényező optimális egyensúlyát választjuk. Csak a forgácselvezetésre való fókuszálás helytelen kiválasztáshoz vezethet.
3. Amikor a forgácstörő hiánya a jobb választás
A forgácstörő nem „mindig szükséges”, és az sem igaz, hogy „minél erősebben működik, annál jobb”. A megmunkálási céltól, a munkadarab anyagától és a forgácsolási feltételektől függően vannak esetek, amikor a törő hiánya vagy egy gyenge törőhatású forgácstörő előnyösebb.
■ Flat (Forgácstörő nélküli) lapka kiválasztásakor
Munkadarab anyagok, amelyek forgácsai természetesen rövidek, mint például az öntöttvas és a sárgaréz
Mivel a törő forgácstörő funkciója szükségtelen, sima felületű lapka használható a vágóél szilárdságának előtérbe helyezésére.
Extrém nagyolás vagy megszakított forgácsolás
Mivel a törőhorony gyenge ponttá válhat a vágóél szilárdságában, flat lapka kiválasztása csökkentheti a törés kockázatát.
■ Gyenge törőhatású forgácstörő kiválasztásakor
Amikor csökkenteni szeretné a forgácsolási ellenállást
A forgácsot korlátozó forgácstörő növeli az ellenállást. Amikor az alacsony ellenállás prioritást élvez a forgácselvezetéssel szemben, a gyenge forgácskorlátozású törő kiválasztása hatékony az ellenállás elnyomására.
Amikor kiváló megmunkált felületi minőséget szeretne elérni
Amikor a forgácstörés hangsúlyos, a törő általi forgácskorlátozás növeli a forgács vastagságát, ami olyan forgácsokat hoz létre, amelyek nagyobb valószínűséggel karcolják meg a megmunkált felületet. A gyenge korlátozású törő olyan forgácsokat generálhat, amelyek kevésbé károsítják a megmunkált felületet, lehetővé téve a felületi minőség előtérbe helyezését.
PONT
A megmunkálási céltól, a munkadarab anyagától és a feltételektől függően a „törő nélküli” vagy a „gyenge törő” is lehet a helyes választás
Fontos elkerülni azt a feltételezést, hogy a törő mindig szükséges, és a megmunkálási célhoz igazodó döntéseket hozni.
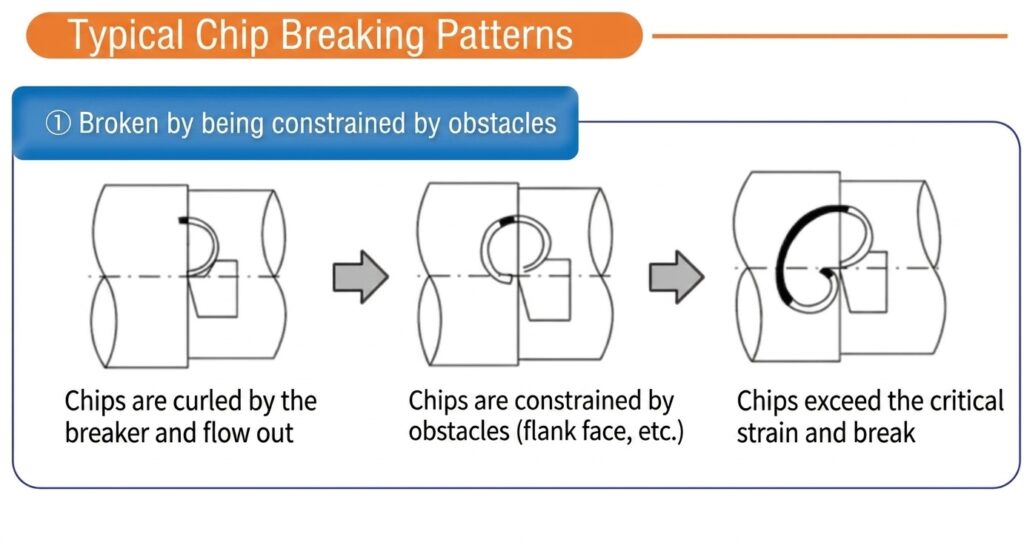
4. Hogyan törik a forgács: az elv
A forgácstörő forgácstörési elve a következő négy lépésben érthető meg.
- Váság és eltávolítás — A forgács a vágóéltől a homlokfelület mentén kezd áramlani
- Tekeredés — A forgácsot a törő geometria, például a horony és a fal erősen meghajlásra kényszeríti
- A feszültség növekszik — A hajlítási sugár csökken, ami növeli a forgács belsejében fellépő hajlítási feszültséget
- Törés — A forgács eltörik, amikor a feszültség meghaladja a határát
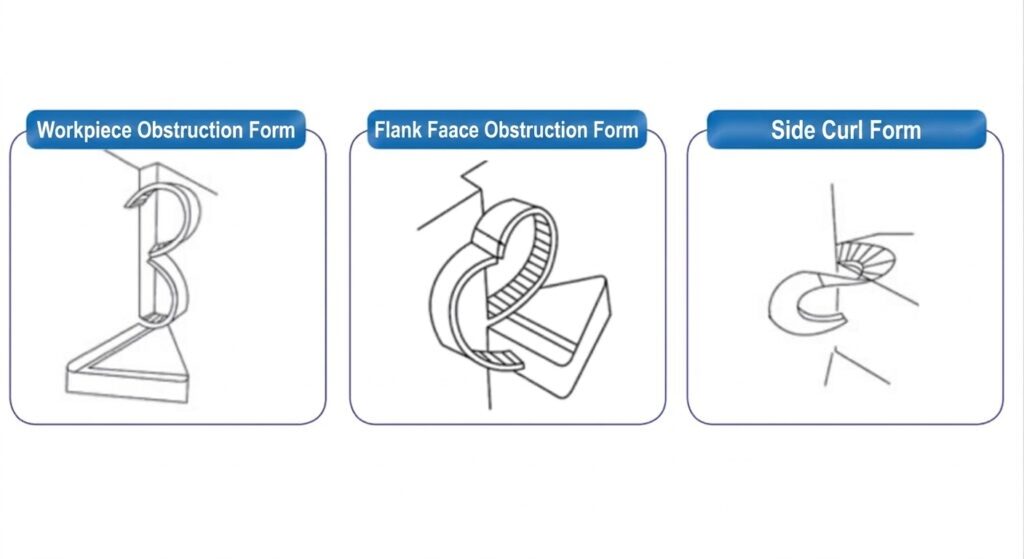
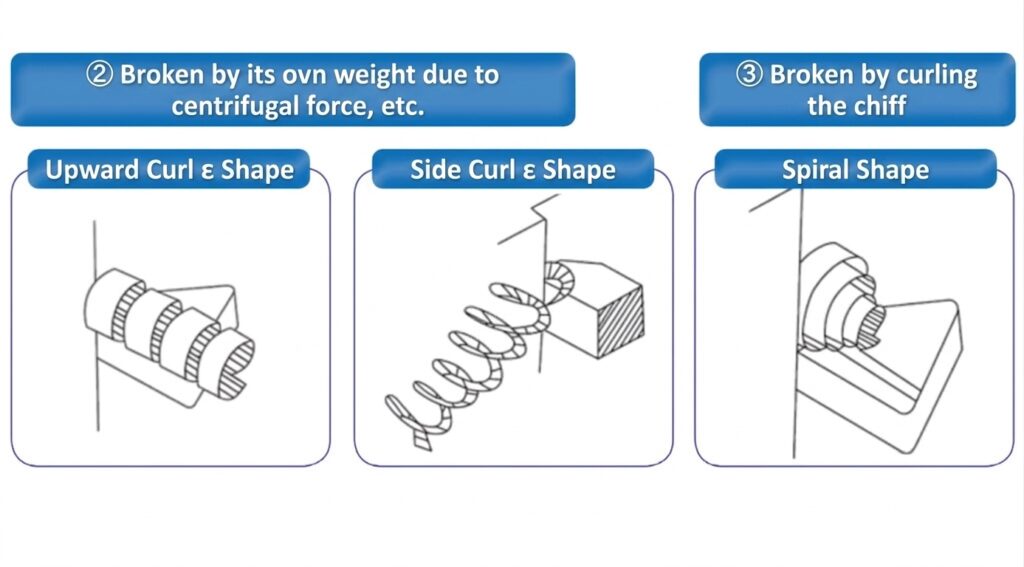
Három forgácstörési minta
- Törés a szerszámhoz ütközve — A meghajlított forgács a törőfalnak vagy a lapka felületének ütközik és eltörik
- Törés a munkadarabhoz ütközve — A meghajlított forgács a munkadarab felületének ütközik és eltörik
- Öntörő típus — A forgács természetesen eltörik csak a saját hajlítási feszültsége által
5. Mi az ideális forgácsforma?
Annak ismerete, hogy „milyen forgács a jó”, alapot biztosít a törő kiválasztásának és a feltételek beállításának megítéléséhez.
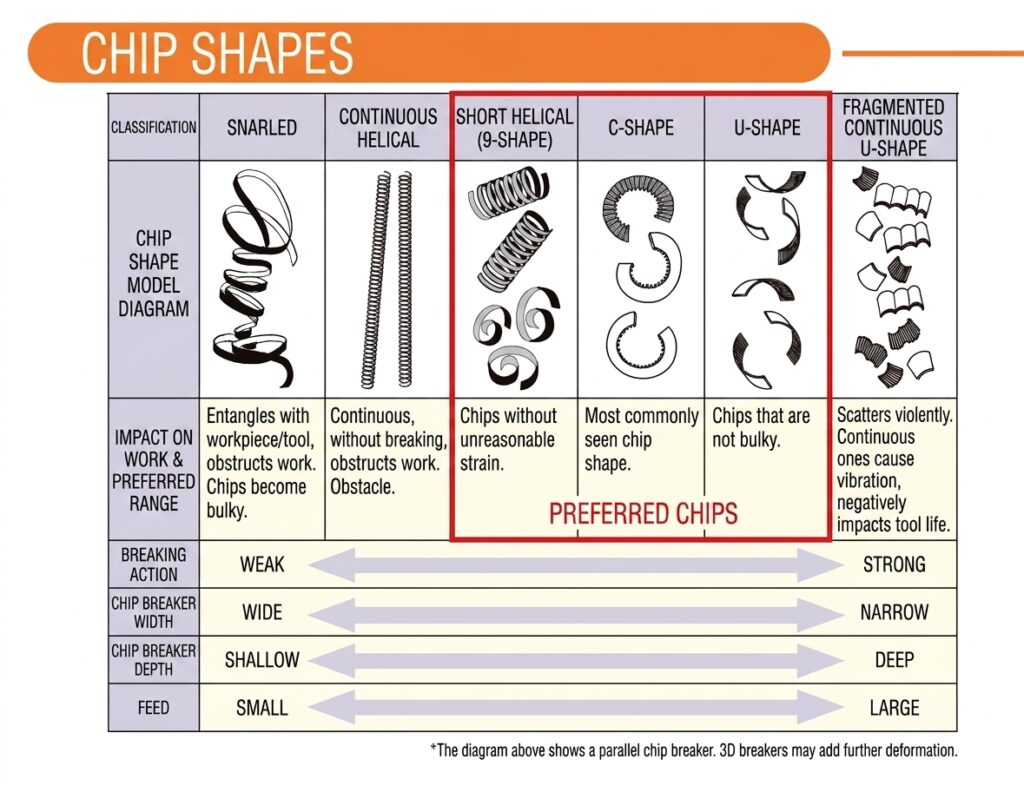
Ideális forgácsok
- Néhány fordulatos spirális forgács — Mérsékelten meghajlott és természetesen tört
- Mérsékelten tört C-alakú forgácsok — Nem túl rövidek és nem túl hosszúak, könnyen elvezethetők
Nem kívánatos forgácsok
❌ Túlságosan hosszú, folytonos forgácsok
Ezek a munkadarabra vagy szerszámra tekerednek és megkarcolják a megmunkált felületet. Automata gépeknél a rossz elvezetés miatt folyamatleállást okozhatnak.
❌ Rendkívül finom és kemény forgácsok
Ez azt jelzi, hogy a törő túlságosan erősen korlátozza a forgácsot. Növeli a vágóél terhelését, ami rövidebb szerszámélettartamhoz és nagyobb töréskockázathoz vezet.
PONT
Az ideális forgács „nem túl rövid, nem túl hosszú és könnyen elvezethető”
A cél nem egyszerűen a forgácsok törése; az egyensúly fontos.
6. Alapvető kritériumok a forgácstörő kiválasztásához
Három fő alapvető kritériumot kell figyelembe venni a forgácstörő kiválasztásakor.
① Megmunkálási terület
Ez a simítás, közepes forgácsolás és nagyolás kategóriáira utal. Mivel a szükséges élesség, vágóél szilárdság és forgácselvezetési képesség eltérő, válasszon a megmunkálási területhez illeszkedő törőrendszert.
② Munkadarab anyaga
A forgácsképződés nagyban változik a munkadarab anyagától függően, mint például acél, rozsdamentes acél, öntöttvas, színesfémek és hőálló ötvözetek. Minden gyártó ISO besorolásoknak (P/M/K/N/S/H) megfelelő törőrendszereket biztosít.
③ Fogásmélység (ap) és előtolás (f) tartomány
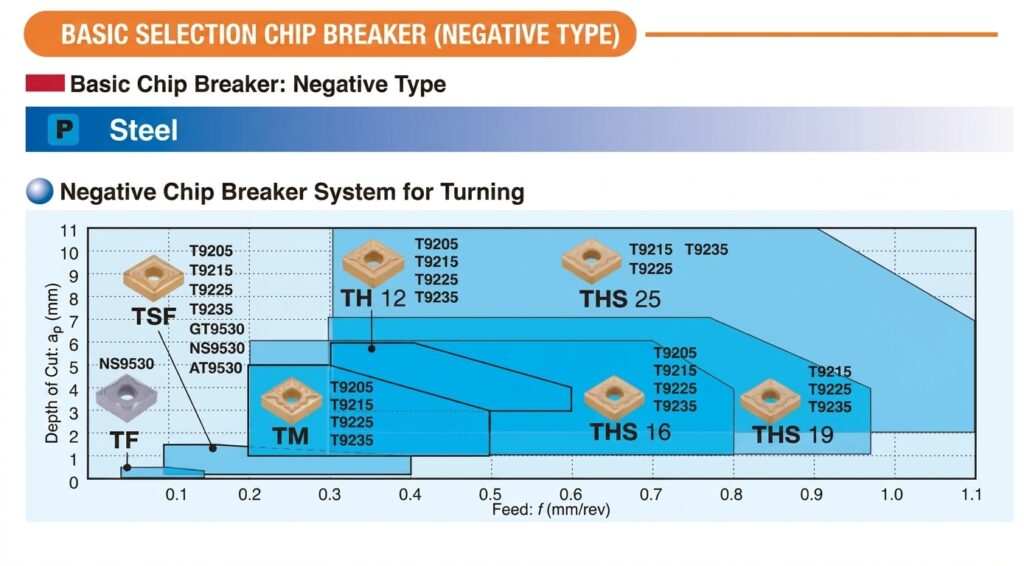
Minden törőnek megvan a saját megfelelő fogásmélység és előtolás tartománya. Használja a katalógusokban található forgácstörő kiválasztási térképet (ap × f) a megmunkálási feltételeknek megfelelő törő kiválasztásához.
PONT
Hogyan olvassuk a forgácstörő kiválasztási térképet
A vízszintes tengely az előtolást (f), a függőleges tengely a fogásmélységet (ap) mutatja, és az egyes törők alkalmazható tartománya területként van jelölve. Ellenőrizze, melyik területre esnek a megmunkálási feltételei, és válassza ki a megfelelő törőt.
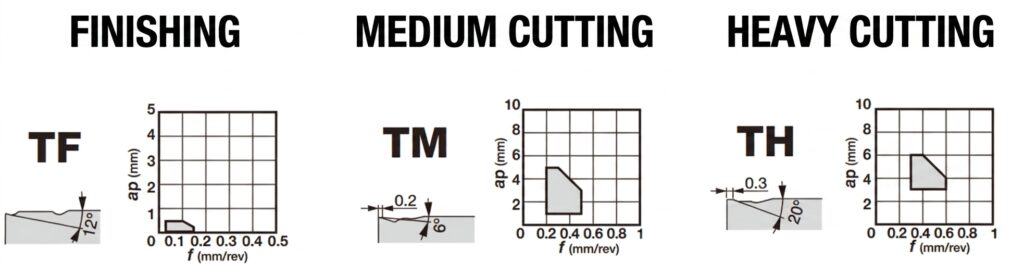
7. Különbségek a simító, közepes és nagyolási forgácstörők között
A forgácstörőtől elvárt teljesítmény nagyban változik a megmunkálási területtől függően.
| Tétel | Simításhoz | Közepes forgácsoláshoz | Nagyoláshoz |
|---|---|---|---|
| Előtolás és fogásmélység | Alacsony előtolás, alacsony fogásmélység | Közepes tartomány | Nagy előtolás, nagy fogásmélység |
| Élesség | Éles (alacsony ellenállás) | Kiegyensúlyozott típus | Szilárdság-orientált |
| Vágóél szilárdság | Alacsonyabb | Közepes | Magas |
| Felületminőség | ◎ Előnyös | ○ Jó | △ Hátrányos |
| Forgácselvezetés | Vékony forgácsokat támogat | Széles feltételválasztékot támogat | Erőteljesen töri a vastag forgácsokat |
| Alkalmazhatósági tartomány | Szűk (korlátozott feltételek) | Széles (első választás szériagyártáshoz) | Alkalmas nagyoláshoz és megszakított forgácsoláshoz |
Simító forgácstörők
Az élességre helyezve a hangsúlyt alacsony előtolású és alacsony fogásmélységű tartományokban. Előnyösek a felületi minőség szempontjából, és alacsonyan tartják a forgácsolási ellenállást. Azonban a vágóél szilárdsága elégtelen lehet durva körülmények között vagy megszakított forgácsolásnál.
Közepes forgácsolási forgácstörők
Ezek a leguniverzálisabbak, és úgy vannak kialakítva, hogy könnyen lefedjék a feltételek széles skáláját. A tömeggyártó üzemekben gyakran ezek az első választás; kétség esetén a közepes forgácstörő kipróbálása az alapvető megközelítés.
Nagyoló forgácstörők
Robusztus kialakítások, amelyek támogatják a mély fogásmélységet, a nagy előtolást és a nagyolást. Erősen hajlítják a forgácsokat és nagy vágóél szilárdságot biztosítanak, de hátrányosak lehetnek az alacsony ellenállás és a kész felületi minőség szempontjából.
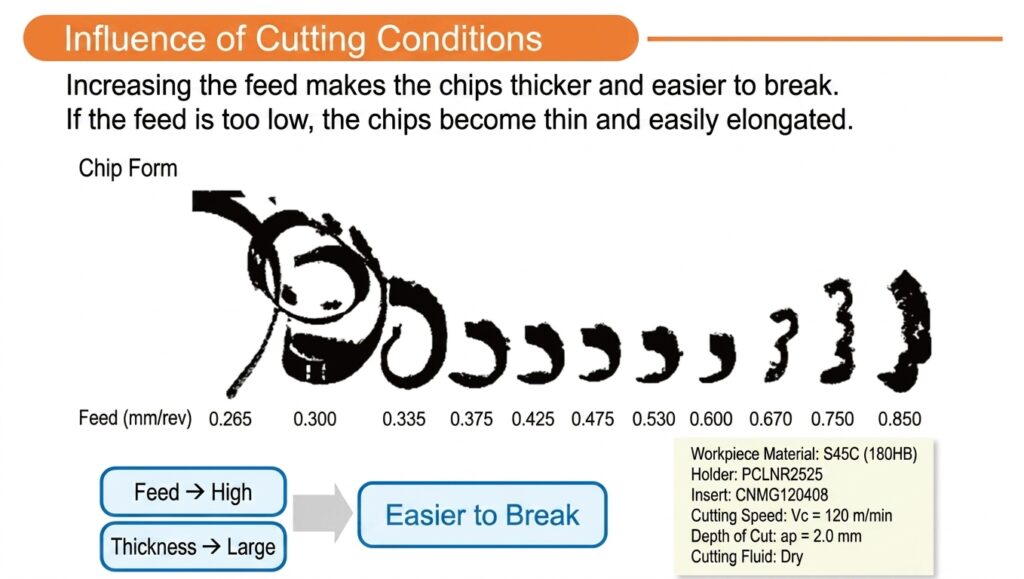
8. A forgácstörők a forgácsolási feltételekkel kombinálva működnek
A forgácstörő kiválasztása nem csak a törő geometriájával fejeződik be. Működése a megmunkálási feltételekkel való kombinációtól függően változik.
A törő teljesítményét befolyásoló megmunkálási feltételek
- Előtolás (f) — Ha az előtolás túl alacsony, a forgácsok vékonyakká válnak és nehezen törnek. Ha túl magas, a túlzott korlátozás növeli a vágóél terhelését.
- Fogásmélység (ap) — Ha túl alacsony, a forgács szélessége elégtelenné válik, és a törő kevésbé hatékony.
- Vágósebesség (Vc) — Általában a vágósebesség növekedésével a törő hatékonysági tartománya szűkül.
- Hűtés — A hatékony tartomány a hűtőfolyadék jelenlététől vagy hiányától és az adagolási módszertől függően változik. A nagynyomású hűtés segíti a forgácselvezetést és a törést.
- Szerszámtartó szöge (beállítási szög) — Megváltoztatja a forgács áramlási irányát, vastagságát és szélességét, befolyásolva a törő működését.
PONT
A törő kiválasztása nem csak a törővel fejeződik be
Az előtolás, a fogásmélység, a sebesség és a hűtés kombinációja határozza meg. Általában a vágósebesség növekedésével a forgács hőmérséklete emelkedik, és a forgács lágyabbá válik, így a törő hatékony előtolás és fogásmélység tartománya szűkül.
9. Szempontok a munkadarab anyaga szerint
A forgácsképződés nagyban eltér a munkadarab anyagától függően, és a forgácstörőtől elvárt jellemzők is változnak. Az alábbiakban összefoglaljuk az egyes anyacsoportok kulcsfontosságú pontjait az ISO munkadarab anyagbesorolások (P/M/K/N/S/H) szerint.
ISO P Acél (szénacél és ötvözött acél)
- Reprezentatív anyag, amelyre a törők könnyen alkalmazhatók. Megfelelő feltételek mellett viszonylag könnyű elérni a cél forgácsformát.
- Általában a forgácselvezetés jó, és a forgácsolóerő stabil tartományon belül van.
- Az alacsony széntartalmú acél (C<0,25%) képlékeny és hajlamos a tapadásra, beleértve a felrakódott élt is. Az éles vágóél és a pozitív homlokszög hatékony. A fogásmélység a csúcsrádiusszal azonos vagy annál nagyobb tartása javítja a forgácselvezetést.
- A magasan ötvözött acélokban és a nagy keménységű acélokban a hőtermelés növekszik, és a törő hatékony tartománya szűkül.
ISO M Rozsdamentes acél
- Reprezentatív anyag, amely hajlamos hosszú forgácsokat termelni és nehezen szabályozható.
- Az ausztenites rozsdamentes acél hajlamos a felkeményedésre, kemény forgácsokat és élrátétet hoz létre. Éles vágóél és pozitív geometria ajánlott.
- A duplex rozsdamentes acél nagy szakítószilárdsággal és nagy forgácsolóerőkkel rendelkezik. A forgácsok vastagokká és keményekké válnak, ami forgácsütés vagy a forgácsütés okozta vágóélkárosodás kockázatát teremti.
- A simító, közepes és nagyolási célra szánt speciális törőrendszerek nagynyomású hűtéssel kombinálva hatékonyak.
- Fontos a felkeményedett réteg alatti forgácsolás és a fogásmélység állandó tartása.
ISO K Öntöttvas
- Jellemzője a könnyen törő rövid forgácsok; a forgácselvezetés általában jó.
- A szürkeöntvény (GCI) nagy öntörő tulajdonságokkal rendelkezik, és a forgácsok hajlamosak rövidek lenni. A kopásállóság fontosabb, mint a forgácstörő funkciója.
- A gömbgrafitos öntöttvas (NCI) hajlamos az élrátét képződésére, és a lágy ferrites minőségekben a tapadó kopás dominál.
- A CGI (kompaktált grafitos vas) szakítószilárdsága 2-3-szor nagyobb, mint a GCI-é, ami nagyobb forgácsolóerőt és hőtermelést eredményez.
- Az ADI (austempered ductile iron) 40-50%-kal csökkenti a szerszámélettartamot az NCI-hez képest. Figyelmet kell fordítani a nagy dinamikus forgácsolóerőkre.
- Gyakran használnak negatív lapkákat, amelyek a vágóél szilárdságát hangsúlyozzák.
ISO N Színesfémek (alumínium, rézötvözetek stb.)
- Az alumíniumötvözetek alacsony forgácsolóerőkkel rendelkeznek, és hajlamosak hosszú forgácsokat termelni. Ha ötvözött, a forgácselvezetés viszonylag könnyű.
- A tiszta alumínium nagy tapadással rendelkezik, ezért az éles vágóél és a nagy vágósebesség elengedhetetlen.
- A 13% vagy annál magasabb Si tartalmú alumínium erősen abrazív, és a PCD szerszámok hatékonyak.
- A rézötvözetek, mint például a sárgaréz és a bronz, viszonylag rövid forgácsokat generálnak. A szabadon forgácsolható rézötvözeteknél alacsony a törőktől való függőség.
- Általában az éles vágóélek és a pozitív geometria alapvető követelmények. A gyenge törőhatású törők is opciót jelentenek, ha az élesség prioritást élvez.
ISO S Hőálló szuperötvözetek és titán (HRSA)
Nikkel alapú ötvözetek, mint például az Inconel
- A magas hőmérsékleti szilárdság nagy, és nehezen törő, szegmentált forgácsok keletkeznek.
- A nagy dinamikus forgácsolóerők nagy terhelést jelentenek a vágóélre. Figyeljen a bevágásos kopásra és a felrakódott élre.
- Nagy beállítási szögű és pozitív geometriájú körlapkák ajánlottak.
Titánötvözetek
- A hővezető képesség alacsony, így a forgácsolási hő a vágóélen koncentrálódik.
- A vékony forgácsok a homlokfelület szűk területével érintkeznek, koncentrált terhelést okozva a vágóél közelében.
- Ha a vágósebesség túl magas, kémiai reakciók léphetnek fel a szerszámanyaggal, ami hirtelen törés kockázatát teremti.
- Éles és szívós vágóél szükséges.
Kobalt alapú ötvözetek
- A legnehezebben megmunkálható anyagok közé tartoznak, magas korrózióállósággal. A fajlagos forgácsolási ellenállás rendkívül magas, 2700-3100 N/mm².
Közös pontok
- A nagynyomású hűtés és a speciális törők kombinációja elengedhetetlen.
- A forgácselvezetés alacsony sebességű és alacsony előtolású tartományokban kihívást jelent.
- A megmunkálhatóság nagyban változik a lágyított és a hőkezelt anyagok között, ezért a törő kiválasztása előtt ellenőrizze a hőkezelési állapotot.
ISO H Edzett acél (50-68 HRc)
- Főleg simítási műveletekben használatos. A fajlagos forgácsolási ellenállás magas, 2550-4870 N/mm², de a forgácselvezetés viszonylag jó.
- A CBN szerszámok a főáramlatot képviselik, és a 3D forgácstörők javíthatják a forgácselvezetést, biztosíthatják a homlokszöget és elnyomhatják a rezgéseket.
- A magas forgácsolási hőmérséklet és a kopásállóság okozta plasztikus deformáció fontos kérdések.
10. Ellenőrzési pontok, ha valami nem működik jól
Az alábbi táblázat összefoglalja a tipikus problémákat, fő okokat és ellenintézkedéseket, amikor forgáccsal kapcsolatos problémák merülnek fel.
| Probléma | Fő okok | Ellenintézkedések |
|---|---|---|
| Hosszú forgácsok keletkeznek | Elégtelen előtolás / elégtelen fogásmélység / túl nagy sarokrádiusz / nem megfelelő beállítási szög | Növelje az előtolást / növelje a fogásmélységet / csökkentse a sarokrádiuszt / vizsgálja felül a beállítási szöget |
| A forgácsok túl rövidek és kemények, ami nagy vágóél terhelést okoz | Túlzott előtolás / túl kicsi sarokrádiusz / a törő túlságosan erős korlátozása, ami helytelen törő kiválasztást jelent | Csökkentse az előtolást / váltson nagy előtolású alkalmazásokhoz való törőre / fontolja meg egy gyengébb törőhatású törőt |
| Rossz megmunkált felületi minőség | A forgácsok a munkadarab felületének ütköznek és megkarcolják / a forgács vastagsága nő a törő korlátozása miatt / felrakódott él | Vizsgálja felül a törőt és a forgácsolási feltételeket / váltson gyengébb korlátozású törőre / növelje a vágósebességet a felrakódott él elnyomására |
💡 Gyakori tévhitek
| Tévhit | Valóság |
|---|---|
| A forgácstörő cseréje mindent megold | Nem fog működni, hacsak az előtolás, a fogásmélység, a sebesség, a hűtés és a szerszámtartó szöge is megfelelő. |
| Minél finomabban törnek a forgácsok, annál jobb | Ha a forgácsok túl finomak, a vágóél terhelése növekszik, ami rövidebb szerszámélettartamhoz és töréshez vezet. |
| Csak a felületi minőséget kell ellenőrizni | A forgácsok a munkadarab felületének ütközhetnek és karcolásokat okozhatnak. A forgácsformát is ellenőrizni kell. |
Összefoglalás — Kulcsfontosságú pontok a forgácstörő kiválasztásához
A forgácstörő nem egyszerűen egy „forgácsokat törő horony”; a vágóél-specifikációk teljes készletére utal, beleértve a homlokszöget, a terelőfelületet és a lekerekítést. Ez a folyamatstabilitás kulcseleme, amely egyszerre befolyásolja a forgácselvezetést, a forgácsolási ellenállást és a vágóél szilárdságát.
- Geometria kiválasztása és feltételoptimalizálás együttesen működik — Csak a törő cseréje nem hozza meg a kívánt hatást, ha a feltételek nem megfelelőek.
- Használja a forgácstörő kiválasztási térképet — Ellenőrizze a megmunkálási feltételeknek megfelelő törőt a katalógusokban található P/M/K/N/S/H besorolású térképek segítségével.
- Vegye figyelembe a munkadarab anyagának jellemzőit — Mivel a forgácsképződés anyagonként eltérő, válasszon a munkadarab anyagához illeszkedő törőrendszert.
- A „nincs” vagy „gyenge” is lehet helyes — A megmunkálási céltól függően a flat felületű lapka vagy a gyenge korlátozású törő is hatékony opció lehet.
- Ellenőrizze a forgácsformát — Az ideális forma „nem túl rövid, nem túl hosszú és könnyen elvezethető”. Figyelje meg a forgácsokat a megmunkálás után, és használja őket a fejlesztéshez.
ÖSSZEFOGLALÁS
Az optimális törő kiválasztása a munkadarab anyagának jellemzői és a megmunkálási feltételek szerint kulcsfontosságú a kiváló minőségű termékek gyártásához
A forgácstörők helyes megértésével és a „forgácselvezetés”, a „forgácsolási ellenállás” és a „vágóél szilárdság” közötti egyensúly optimalizálásával mind a megmunkálási minőség, mind a termelékenység elérhető.