

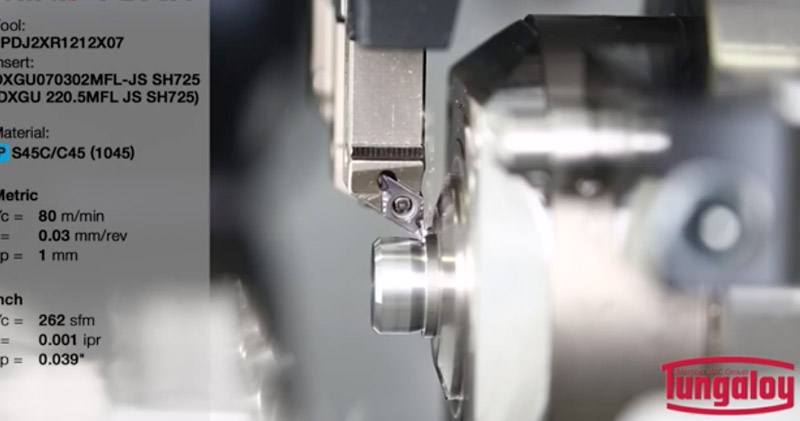
Gazdaságos, kétoldalas pozitív lapka
Innovatív geometria és lapkafelület a stabilitás és magas teljesítmény érdekében


Alkalmazhatóság és jellemzők
Alkalmazhatóság


Jellemzők
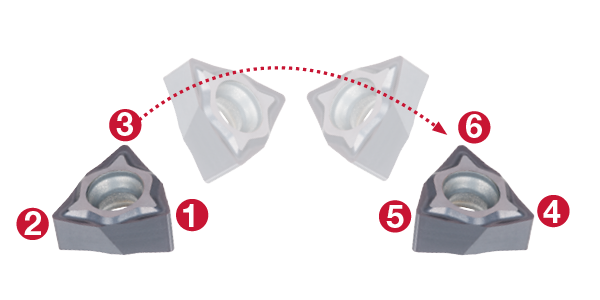
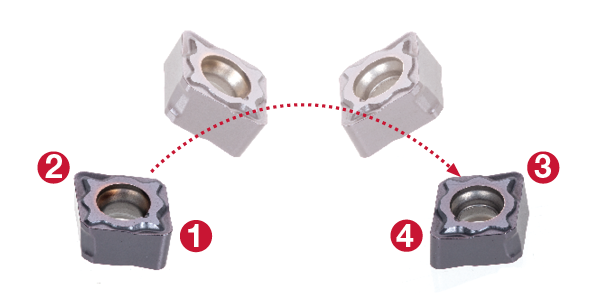
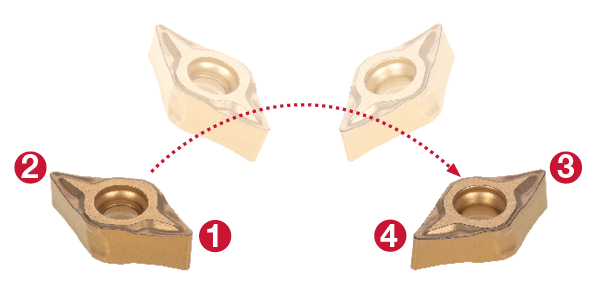
1. Gazdaságos, kétoldalas pozitív lapka
WXGU
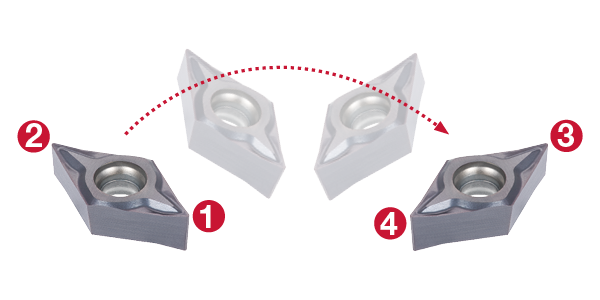
DXGU
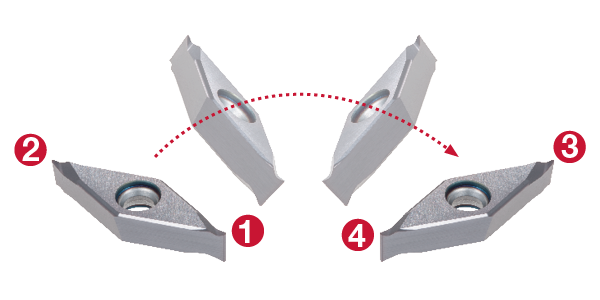
VXGU
CXMU
DXMU
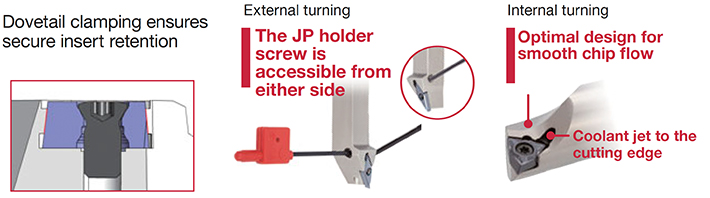
2. Kések
3. Forgácstörő finom esztergáláshoz
- JS forgácstörő – jellemzők és előnyök
- Kiváló forgácskezelést biztosít számos megmunkálástípusban.
- A vágóél homlokszögének köszönhetően könnyed forgácsolást tesz lehetővé.
- A vágóél kialakításának köszönhetően rendkívüli felületminőséggel esztergálhat.
- Megjegyzés: A forgácstörő profilkialakítása miatt a homlok- és belső esztergálás során alkalmazható max. fogásmélység 1 mm.

Lapkák és minőségek
Lapkák
WX-U inserts
- 6 positive cutting edges
DX-U Inserts
- 4 positive cutting edges

VX-U Inserts
- 4 positive cutting edges
CX-U inserts
- 4 positive cutting edges
MiniForce-Turn CBN Inserts
Fő minőségek
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Rendkívül kopásálló
- Acélok és rozsdamentes acélok megmunkálására
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Kiegyensúlyozott kopás- és törésállósággal
- Alkalmas acélok és rozsdamentes acélok forgácsolására, általános megmunkálási körülmények közt
GT9530
![]()
![]()
- Rendkívül kopásálló
- Kiváló felületminőséget biztosít simító megmunkálásoknál
Kések

Belső esztergálás

MiniForce-Turn furatkések
Innovatív, kétoldalas pozitív lapkákhoz

Gyakorlati példák
#1 példa
Miniatűr / Elektronikai ipar
| Alkatrész: | Tengely |
| Alapanyag: | SUS316 / X5CrNiMo17-12-3 |
| Kés: | JSDJ2XR1212X07 |
| Lapka: | DXGU070301MFL-JS |
| Minőség: | SH725 |
| Megmunkálási paraméterek: | Vc = 61 (m/min) f = 0.02 (mm/ford) ap = 0.12 (mm) Alkalmazás: külső esztergálás Hűtés: folyadék |

#2 példa
Miniatűr / Elektronikai ipar
| Alkatrész: | Tengely |
| Alapanyag: | S45C /C45 |
| Kés: | JSWL2XR1212X04 |
| Lapka: | WXGU040302L-TS |
| Minőség: | AH725 |
| Megmunkálási paraméterek: | Vc = 66 – 80 (m/min) f = 0.15 (mm/ford) ap = 0.6 (mm) Alkalmazás: Külső esztergálás Hűtés: folyadék |

#3 példa
Általános gépészet
| Alkatrész: | Tengely |
| Alapanyag: | Acélötvözet |
| Kés: | JSDJ2XR1212X07 |
| Lapka: | DXGU070301ML-JSS |
| Minőség: | AH725 |
| Megmunkálási paraméterek: | Vc = 66 – 80 (m/min) f = 0.15 (mm/ford) ap = 0.6 (mm) Alkalmazás: külső ezstergálás Hűtés: folyadék |

Szabványos megmunkálási paraméterek
Külső esztergáláshoz
| Alkalmazás | ISO | Munkadarab alapanyag | Prioritás | Forgácstörő | Minőség | Vágósebesség Vc (m/min) |
Fogásmélység ap (mm) |
Előtolás f (mm/ford) |
|---|---|---|---|---|---|---|---|---|
| Svájci típusú automatákban | Alacsony széntartalmú acél SS400, etc. E275A, etc. Szénacél S45C, etc. C45, etc. Alacsony ötvözésű acél SCM415, etc. 18CrMo4, etc. Ötvözött acél SCM440, etc. 42CrMo4, etc. |
Első választás | JS | SH725 | 50 – 180 | 0.1 – 3 | 0.03 – 0.1 | |
| Éles vágóéllel | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| Rozsdamentes acél (Ausztenites) SUS304, etc. X5CrNi18-9, etc. Rozsdamentes acél (Martenzites és ferrites) SUS430, etc. X6Cr17, etc. Rozsdamentes acél (Kéregedzett)SUS630, etc. X5CrNiCuNb16-4, etc. |
Első választás | JS | SH725 | 50 – 180 | 0.1 – 1.25 | 0.03 – 0.1 | ||
| Éles vágóéllel | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| Kis teljesítményű CNC esztergákban | Alacsony széntartalmú acél SS400, etc. E275A, etc. Szénacél S45C, etc. C45, etc. Alacsony ötvözésű acél SCM415, etc. 18CrMo4, etc. Ötvözött acél SCM440, etc. 42CrMo4, etc. |
Első választás | SS | AH725 | 50 – 180 | 0.15 – 1.5 | 0.05 – 0.2 | |
| TS | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Jobb felületminőség érdekében | SS | NS9530 | 50 – 200 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | NS9530 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Kopásállóság érdekében | SS | GT9530 | 50 – 250 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | GT9530 | 50 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Rozsdamentes acél (Ausztenites) SUS304, etc. X5CrNi18-9, etc. Rozsdamentes acél (Martenzites és ferrites)SUS430, etc. X6Cr17, etc. Rozsdamentes acél (Kéregedzett)SUS630, etc. X5CrNiCuNb16-4, etc. |
Első választás | SS | AH725 | 50 – 150 | 0.15 – 1.5 | 0.05 – 0.2 | ||
| Törésállóság érdekében | TS | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 |
Belső esztergáláshoz
| ISO | Munkadarab alapanyag | Minőség | Vágósebesség Vc (m/min) |
Fogásmélység ap (mm) |
Előtolás f (mm/ford) |
|
|---|---|---|---|---|---|---|
| Első választás | Második választás | |||||
| Alacsony széntartalmú acél / Alacsony ötvözésű acél | T9215 | – | 120 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Szénacél / Ötvözött acél | T9215 | – | 80 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Rozsdamentes acél (Ausztenites) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Rozsdamentes acél (Martenzites és ferrites) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Rozsdamentes acél (Kéregedzett) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Szürkeöntvény | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Puha öntöttvas | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Alumínium ötvözetek | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| Rézötvözetek | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| Titánötvözetek | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| Nikkel alapú ötvözetek | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| Edzett acélok | BXA20 | – | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | |
| – | BXA10 | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | ||
CBN-tipped DXGQ/U inserts
| ISO | Grade | Workpiece condition | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
| BXA10 | Continuous | 100 – 230 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Light interrupted | 100 – 230 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BXA20 | Continuous | 60 – 180 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Interrupted | 60 – 180 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BR35F | Heavy interrupted | 50 – 150 | 0.05 – 0.3 | 0.05 – 0.2 |
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.