Još uvijek radite Face milling s punim glodalom?
Čeono glodalo ne stane zbog smetnji, pa umjesto njega koristite donji rub. Obrađivana površina je preuska, pa čeono glodanje radite s glodalom. Ravna obrada na švicarskim tokarilicama također je prepuštena donjem rubu. Je li donji rub glodala zaista pravi izbor za vaše Face milling? Tragovi Cuttera, loša kvaliteta površine, ogrebotine koje se pojavljuju nakon premazivanja – ti problemi proizlaze iz činjenice da donji rubovi glodala nisu optimizirani za Face milling. Tungaloyevo glodalo s izmjenjivom glavom TungMeister VFM Head ima namjenski dizajn za Face milling s wiper rubom i oštrim reznim rubovima sa 6 Flutea. Dostupan u φ12 do φ25 – 4 veličine i pokriva svih 6 ISO grupa materijala obratka, redefinira Face milling s glodalima. Ovaj članak pruža temeljitu analizu tehničkih značajki VFM-a, zajedno s 3 studije slučaja obrade kod korisnika.
Što ćete naučiti u ovom članku
- Face milling s glodalom – je li to postalo vaše „zadano“?
- Izvan granica donjih rubova – opcija VFM Head
- Performanse potkrijepljene podacima – kvantitativna usporedba kvalitete površine, učinkovitosti i vijeka trajanja alata
- Studije slučaja obrade kod korisnika – „pobjedničke“ ocjene u sva 3 slučaja
- Sažetak – Preobrazite svoje Face milling s VFM-om
1. Face Milling s glodalom – je li to postalo vaše „zadano“?
Za Face milling i završnu obradu donje površine, idealan alat je čeono glodalo (Face milling Cutter). Međutim, u stvarnoj radionici, nije li korištenje donjeg ruba glodala za Face milling postalo „zadano“?
Iza toga stoje tri tipična ograničenja.
Ograničenje 1: Smetnje sprječavaju postavljanje čeonog glodala


Smetnje od okolnih zidova, stezaljki i učvršćenja redovito onemogućuju fizičku upotrebu čeonog glodala. U takvim situacijama, korištenje donjeg ruba punog glodala malog promjera za Face milling je uobičajeno rješenje.
Ograničenje 2: Obrađivana površina je preuska, što promjer alata čini prevelikim – glodalo se koristi kao zamjena
Ograničenje 3: Ograničenja promjera drške na švicarskim i konvencionalnim tokarilicama
Prilikom izvođenja ravne obrade (glodanje utora) na okruglim komponentama pomoću švicarskih ili konvencionalnih tokarilica, promjer drške koji se može montirati na jedinicu glodalnog vretena je ograničen. Osim toga, niska krutost glodalnog vretena otežava povećanje uvjeta rezanja, što rezultira nestabilnom kvalitetom površine.
Uobičajeni problem – ograničenja donjih rubova punog glodala
Donji rubovi punog glodala su rješenje u svim ovim scenarijima. Međutim, puna glodala su inherentno dizajnirana prvenstveno za periferno rezanje (glodanje ramena, utora) i nisu optimizirana za završnu obradu donje površine. Kao rezultat toga, sljedeći se problemi ponavljaju.
- Tragovi Cuttera – Male razlike u koraku i varijacije u točnosti Corner radiusa na donjim rubovima prenose se izravno na obrađenu površinu, ostavljajući tragove Cuttera vidljive golim okom
- Loša kvaliteta donje površine – Bez wiper ruba, glodala se bore s postizanjem fine hrapavosti površine. Nema sjajne završne obrade. Zahtjevi za kvalitetu završne obrade ne mogu se ispuniti
- Utjecaj na naknadne procese – Ogrebotine na obrađenoj površini postaju vidljive nakon premazivanja, što zahtijeva dodatne procese kao što su brušenje ili ručna završna obrada
Face milling s donjim rubom glodala postalo je „zadano“ – TungMeister VFM Head je stvoren da promijeni to zadano stanje.
2. Izvan granica donjih rubova – opcija VFM Head
Koncept dizajna VFM-a
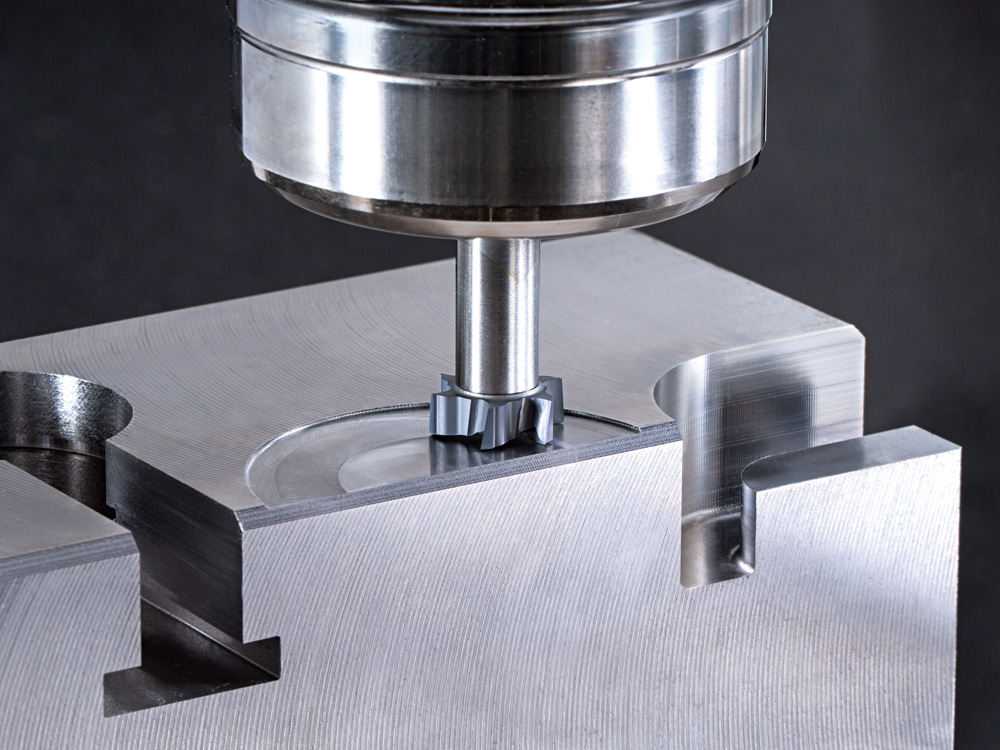
„Nema drugog izbora nego Face milling s glodalom“ – VFM glava namijenjena za Face milling iz Tungaloyeve serije glodala s izmjenjivom glavom TungMeister pobija ovu pretpostavku. Postiže kvalitetu površine koju Face milling donjim rubom nikada ne bi moglo postići, kroz kombinaciju wiper ruba i oštrih reznih rubova.
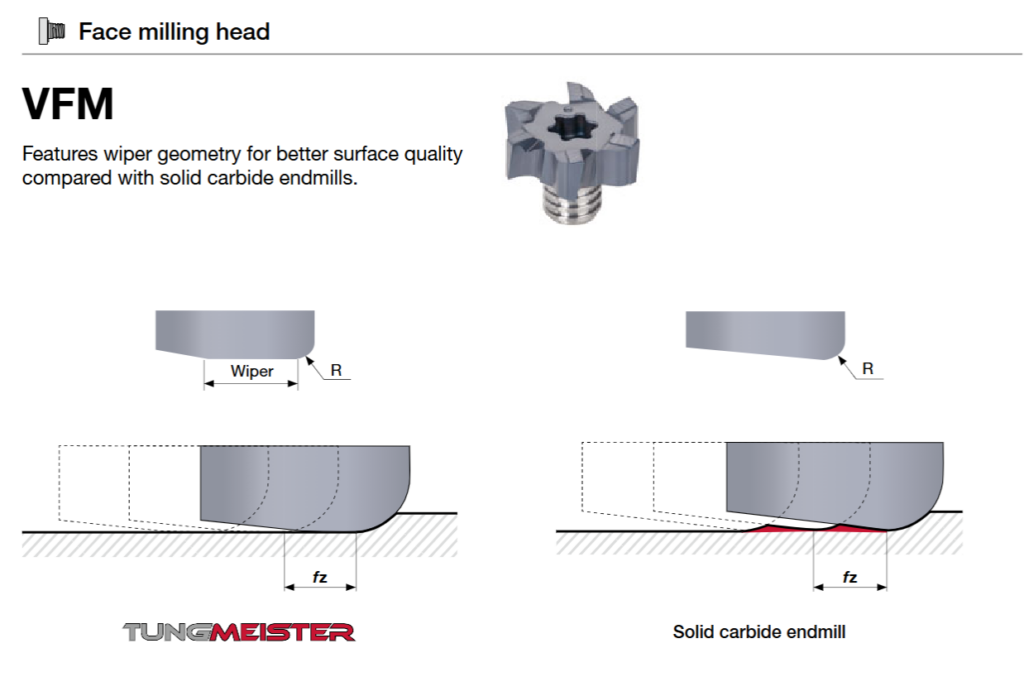
VFM uključuje 4 tehničke značajke posebno dizajnirane za završnu obradu Face millinga.
- Opremljen wiper rubom – Wiper rub na donjoj površini zaglađuje nepravilnosti površine. Kvaliteta površine koja nadmašuje puna glodala objavljena je u specifikacijama kataloga
- Oštri rezni rubovi × 6 Flutea – 6 Flutea u svim veličinama. Kombinira visoke Feed stope iz dizajna s više Flutea s niskim otporom rezanja od oštrih rubova, istovremeno poboljšavajući i kvalitetu površine i učinkovitost
- Nizak kut spirale 10° × kratka duljina reznog ruba 0,3×D – Kut spirale od 10° smanjuje aksijalnu silu rezanja. U kombinaciji s duljinom reznog ruba skraćenom na 0,3× promjera alata, ovo pruža geometriju ruba optimiziranu posebno za Face milling
- Opremljen Corner radiusom (R0,2–R0,4) – Sprječava krhanje rubova dok potiskuje neravnine na obrađenoj površini
TOČKA
Glava glodala namijenjena za „završnu obradu donje površine“
Face milling s donjim rubom glodala – ovo je temeljno drugačiji dizajn od tog „zadanog“. Koncept „wiper ruba“ čeonog glodala smanjen na veličinu glodala – to je bit VFM-a.
φ10 do φ25 – linija od 5 veličina
VFM je dostupan u 5 veličina kako bi odgovarao različitim širinama obrađivanih površina i okruženjima stroja. Sve veličine koriste razred AH715 (najnoviji premaz, izvrsna otpornost na habanje i zavarivanje).
| Broj dijela | Promjer alata | Flute | Maks. Dubina reza | Corner R | Navoj za spajanje |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0,2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0,2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0,4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0,4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0,4 | S10 |

ISO P/M/K/N/S/H – Pokrivene sve grupe materijala obratka
Jedna od glavnih prednosti VFM-a je njegova široka pokrivenost materijala obratka. Od ugljičnog čelika do nehrđajućeg čelika, lijevanog željeza, aluminijskih legura, pa čak i legura titana, legura otpornih na toplinu i Hardened steel – standardni uvjeti rezanja uspostavljeni su za svih 6 ISO grupa.
| ISO | Materijal obratka | Vc (m/min) | fz φ12 (mm/t) |
|---|---|---|---|
| P | Ugljični čelik, legirani čelik (S45C, SCM440, itd.) | 60–180 | 0,08–0,13 |
| M | Nehrđajući čelik (SUS304, SUS316, itd.) | 40–100 | 0,08–0,13 |
| K | Lijevano željezo (FC250, FCD450, itd.) | 80–200 | 0,08–0,13 |
| N | Aluminijske legure | 100–700 | 0,08–0,13 |
| S | Legure titana, legure otporne na toplinu (Ti-6Al-4V, Inconel 718, itd.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51, itd., do 60HRC) | 20–80 | 0,08–0,13 |
Nema potrebe pitati se „Mogu li ga koristiti na ovom materijalu?“ – to je još jedna velika prednost VFM-a.
3 slučaja upotrebe gdje VFM briljira
Evo kako VFM rješava tri ograničenja koja prisiljavaju radionice da se oslanjaju na glodala.
| Ograničenje | Konvencionalni pristup | VFM rješenje |
|---|---|---|
| Cutter velikog promjera ne stane zbog smetnji | Zamjena donjim rubom punog glodala → pojavljuju se tragovi Cuttera | Kvaliteta površine razine čeonog glodala pri malim promjerima φ12–φ25. Wiper rub zaglađuje obrađenu površinu, dramatično poboljšavajući završnu obradu uz izbjegavanje smetnji |
| Obrađivana površina preuska za preveliki promjer alata | Nastaviti koristiti preveliko čeono glodalo ili kompromitirati s donjim rubom | Odaberite pravi promjer koji odgovara širini obrađivane površine. Dizajn sa 6 Flutea opremljen wiperom osigurava izvrsnu kvalitetu površine čak i pri malim promjerima. Postavljanje je također pojednostavljeno |
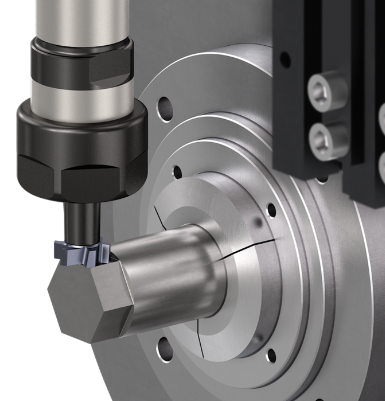
| Ograničenja promjera drške na švicarskim / konvencionalnim tokarilicama | Kompromis s punim glodalom malog promjera, nestabilna kvaliteta površine | Koristite veći promjer alata u odnosu na promjer drške (npr. glava φ12 na dršci φ8). VER drška (ER stezna čahura) minimizira prevjes za stabilnu obradu čak i na glodalnim vretenima niske krutosti |
TOČKA
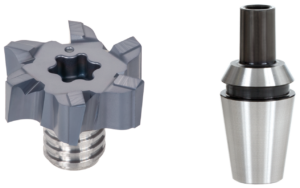
Kombinacija VER drške – idealna za švicarske i konvencionalne tokarilice
S TungMeisterovom VER drškom (ER adapter za steznu čahuru), alat se može montirati izravno u ER držač stezne čahure stroja. Minimiziranjem prevjesa, stabilna obrada s potisnutim vibracijama postiže se čak i na jedinicama glodalnog vretena niske krutosti. Izvrsna kvaliteta površine wiper ruba također može smanjiti ili eliminirati naknadne procese (brušenje, itd.) na ravno obrađenim površinama.
Podaci o hrapavosti površine – Ra koji nadmašuje puna glodala
Koliko je zapravo superiorna kvaliteta površine VFM-a? Provjerimo s izmjerenim podacima objavljenim u katalogu.
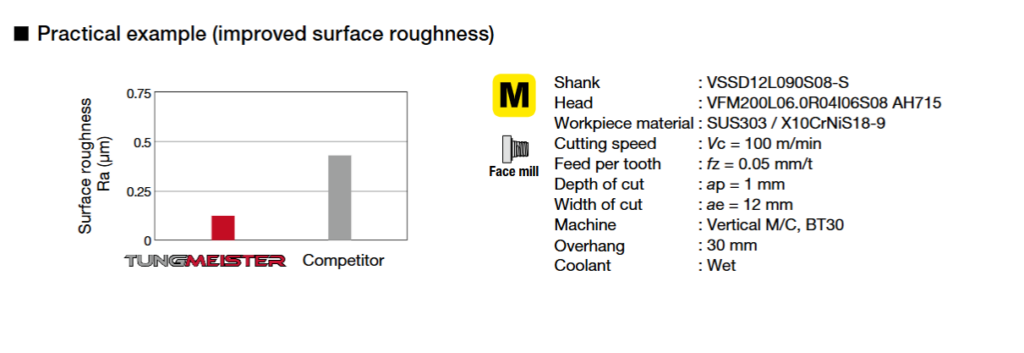
| Materijal obratka | SUS303 |
|---|---|
| Stroj | Vertikalni M/C (BT30) |
| Glava | VFM200L06.0R04I06S08 AH715 (φ20) |
| Uvjeti rezanja | Vc=100 m/min, fz=0,05 mm/t, ap=1 mm, ae=12 mm |
| Duljina prevjesa | 30 mm (mokro) |
Pod ovim uvjetima ispitivanja, VFM je zabilježio hrapavost površine Ra koja nadmašuje i konkurentna puna glodala i konkurentne proizvode opremljene wiperom. Posebno je značajno da su ovi rezultati postignuti čak i u okruženju BT30 niske krutosti.
Ključni podaci
Hrapavost površine koja nadmašuje puna glodala čak i na BT30
VFM-ov wiper rub pruža stabilnu kvalitetu površine čak i u okruženju BT30 niske krutosti. Prava snaga VFM-a dolazi do izražaja upravo u okruženjima s ograničenom krutošću – švicarske tokarilice, kompaktni obradni centri i slične postavke.
3. Performanse potkrijepljene podacima – kvantitativna usporedba kvalitete površine, učinkovitosti i vijeka trajanja alata
Odavde kvantitativno provjeravamo performanse VFM-a u tri osi – „kvaliteta površine“, „učinkovitost“ i „vijek trajanja alata“ – na temelju 3 studije slučaja obrade kod korisnika i podataka iz kataloga.
Usporedba svih 3 slučaja
Sva 3 slučaja usvajanja dobila su ocjene „pobjeda“. Unatoč različitim materijalima obratka i okruženjima stroja, VFM je značajno nadmašio postojeće alate u kvaliteti površine i učinkovitosti.
| Usporedba | Slučaj 1: Hastelloy-X | Slučaj 2: SUS440C | Slučaj 3: SS |
|---|---|---|---|
| Materijal obratka | Hastelloy-X (kovani) | SUS440C | SS400 |
| Stroj | Horizontalni MC / BT50 | Vertikalni MC / BT30 | Vertikalni MC / BT40 |
| Postojeći alat | φ12 puno glodalo | φ12 puno glodalo | φ10 puno glodalo |
| Povećanje učinkovitosti | +50% | +50% | +67% |
| Kvaliteta površine | Dobro (sjajna površina) | Vrlo dobro | Dobro |
| Vijek trajanja alata | — (isteklo vrijeme testiranja) | +50% (240 kom/glavi) | — (demo) |
| Rezultat | Pobjeda | Pobjeda | Pobjeda |
Evo ključnih zaključaka iz ovih podataka.
Točka 1: Kvaliteta površine ocijenjena „dobrom“ ili boljom u svim slučajevima – problemi s tragovima Cuttera i ogrebotinama temeljno riješeni
U slučaju 1, tragovi Cuttera uzrokovani donjim rubom punog glodala nestali su, a obrađena površina dobila je sjajnu završnu obradu. Slučaj 2 dobio je ocjenu „vrlo dobro“. U slučaju 3, problem ogrebotina koje postaju vidljive nakon premazivanja je eliminiran. Svi rezultati su postignuti zaglađivanjem obrađene površine pomoću wiper ruba.
Točka 2: Poboljšanje učinkovitosti od 50–67% – ne samo kvaliteta površine, već i povećanje produktivnosti
VFM ne samo da poboljšava kvalitetu površine, već i nadmašuje postojeće alate u brzini Feed i brzini uklanjanja Chipa. Mogućnost visokog Feed sa 6 Flutea u kombinaciji s niskim otporom rezanja od oštrih rubova omogućuje istovremeno poboljšanje i kvalitete površine i učinkovitosti.
Točka 3: Dokazano od BT30 do BT50 – širok raspon okruženja strojeva
Od stroja BT30 najniže krutosti do BT50, postignuti su stabilni rezultati bez obzira na okruženje stroja. Učinkovitost VFM-a vrijedi čak i na strojevima niske krutosti.
Podaci iz kataloga – 1,5× učinkovitost, 1,4× vijek trajanja alata
Osim studija slučaja korisnika, mogućnosti VFM-a potkrijepljene su podacima iz kataloga.
| Slučaj iz kataloga | Materijal | Poboljšanje | Rezultat |
|---|---|---|---|
| Slučaj A (φ20) | SUS303 | Usporedba hrapavosti površine | Ra nadmašuje konkurentne pune proizvode |
| Slučaj B (φ16) | A5052 | Usporedba učinkovitosti | 1,5× učinkovitost (kvaliteta površine održana) |
| Slučaj C (AH715) | FCD400 | Usporedba vijeka trajanja alata | 1,4× vijek trajanja alata (kvaliteta površine također poboljšana) |
Sažetak odjeljka 3
Nadmašivanje postojećih alata u kvaliteti površine, učinkovitosti i vijeku trajanja alata
VFM nadmašuje postojeće alate u jednoj ili više kategorija: kvaliteti površine, učinkovitosti i vijeku trajanja alata. Poboljšanje kvalitete površine uz istovremeno povećanje učinkovitosti – ne kompromis, već rezultat omogućen dizajnom posvećenim konceptu wiper ruba.
4. Studije slučaja obrade kod korisnika
Što se dogodilo kada su radionice koje su radile Face milling s donjim rubovima glodala prešle na VFM? Pozitivni rezultati u sva 3 slučaja. Od legura otpornih na toplinu do nehrđajućeg čelika i općeg čelika, VFM je usvojen u širokom rasponu materijala obratka.
Slučaj 1 Završna obrada donje površine Hastelloy-X – Usvojeno za sjajnu površinu

Detalji strojne obrade
- Dio: Kućište – izlazna brtvena površina (završna obrada donje površine)
- Materijal obratka: Hastelloy-X (kovani)
- Stroj: Horizontalni MC / BT50
Izazovi
- Konkurentsko glodalo – izvorno nije prikladno za završnu obradu donje površine – korišteno je kao privremena mjera
- Česta dorada na završnoj obradi donje površine. Vizualni izgled bio je veći problem od vrijednosti hrapavosti površine
Usporedba uvjeta rezanja
| Postojeće (konkurentsko glodalo) | VFM (AH715) | |
|---|---|---|
| Promjer alata | φ12 (6-Flute) | φ12 (6-Flute) |
| Brzina rezanja | 20 m/min | 30 m/min |
| Posmak po zubu | 0,05 mm/t | 0,1 mm/t |
| Dubina rezanja | 2 mm | 1 mm |
| Feed stopa | 159 mm/min | 477 mm/min |
| Stopa uklanjanja Chipa | 3,82 cm³/min | 5,73 cm³/min (+50%) |
| Kvaliteta površine | Isto kao prije | Dobro (sjajno) |
TOČKA
Usvojeno za sjajnu površinu – dorada eliminirana
VFM je proizveo sjajnu završnu obradu na obrađenoj površini, s vizualnim izgledom koji je daleko nadmašio samo vrijednosti hrapavosti površine. Dorada završne obrade donje površine je eliminirana, a usvajanje je potvrđeno. Pozitivna ocjena VFM-a, već usvojenog za druge značajke, proširila se i na završnu obradu donje površine.
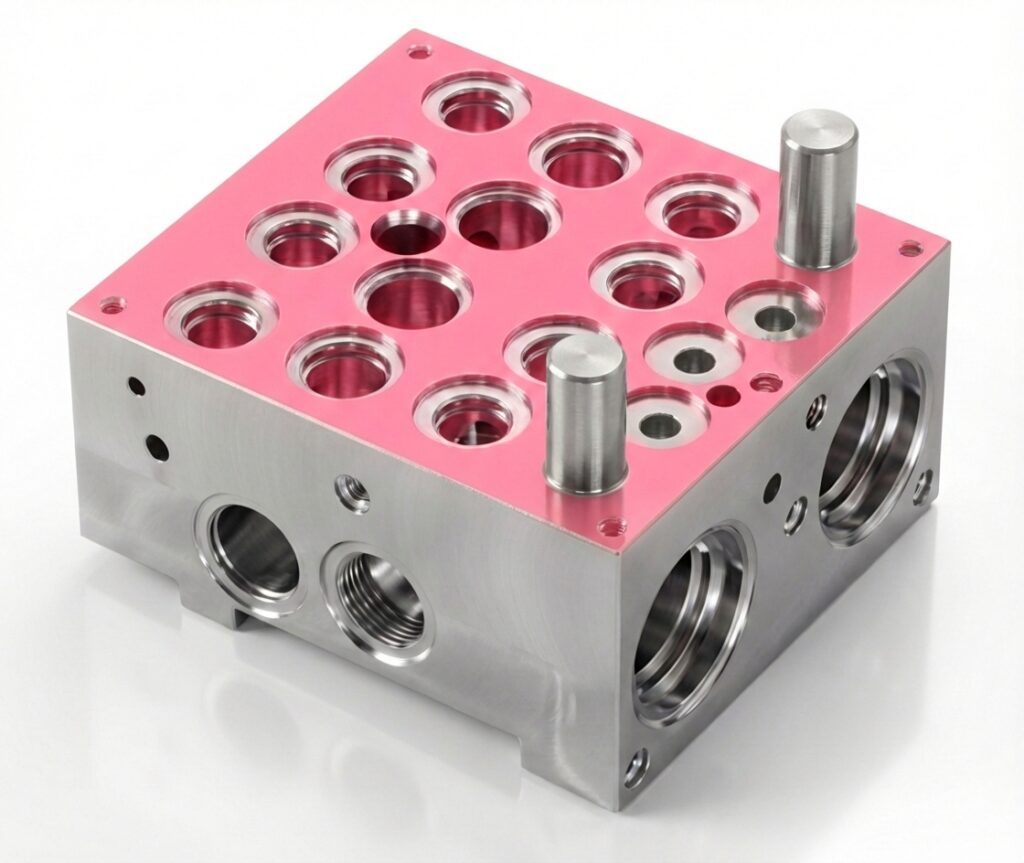
Slučaj 2 Završna obrada Face millinga SUS440C – Usvojeno nakon nestanka tragova Cuttera
Detalji strojne obrade
- Dio: Blok obratka
- Materijal obratka: SUS440C
- Stroj: Vertikalni MC / BT30
- Operacija: Face milling (završna obrada)
Izazovi
- Face milling je izvedeno pomoću donjeg ruba punog glodala (4-Flute)
- Pojavili su se tragovi Cuttera, uzrokujući probleme s pouzdanošću u procesu obrade
Usporedba uvjeta rezanja
| Postojeće (konkurentsko glodalo) | VFM (AH715) | |
|---|---|---|
| Promjer alata / Flute | φ12 / 4-Flute | φ12 / 6-Flute |
| Brzina rezanja | 34 m/min (isti uvjeti) | |
| Posmak po zubu | 0,06 mm/t (isti uvjeti) | |
| Feed stopa | 216 mm/min | 325 mm/min (+50%) |
| Stopa uklanjanja Chipa | 2,6 cm³/min | 3,9 cm³/min (+50%) |
| Dijelovi po glavi | 160 kom | 240 kom (+50%) |
| Kvaliteta površine | Loše (prisutni tragovi Cuttera) | Vrlo dobro (tragovi Cuttera eliminirani) |
TOČKA
Tragovi Cuttera eliminirani + 50% povećanje učinkovitosti + 50% povećanje vijeka trajanja alata
Prelazak s punog glodala s 4 Flutea na VFM dizajn sa 6 Flutea povećao je Feed stopu za 50% pri istom fz (učinak povećanog broja Flutea). Osim toga, tragovi Cuttera su potpuno eliminirani, a broj dijelova po glavi povećan je za 50%. Kvaliteta površine, učinkovitost i vijek trajanja alata – sve tri su isporučene, što je dovelo do usvajanja čak i u okruženju BT30 niske krutosti.
Slučaj 3 Face milling SS400 – Riješen problem ogrebotina nakon premazivanja

Detalji strojne obrade
- Dio: Komponenta stroja (Face milling → proces premazivanja)
- Materijal obratka: SS400
- Stroj: Vertikalni MC / BT40
- Operacija: Face milling (završna obrada)
Izazovi
- Face milling s konkurentskim punim glodalom (φ10, 4-Flute)
- Dijelovi se premazuju nakon obrade; ogrebotine na obrađenoj površini postajale su vidljive nakon premazivanja
Usporedba uvjeta rezanja
| Postojeće (konkurentsko glodalo) | VFM (AH715) | |
|---|---|---|
| Promjer alata / Flute | φ10 / 4-Flute | φ12 / 6-Flute |
| Brzina rezanja | 150 m/min (isti uvjeti) | |
| Posmak po zubu | 0,06 mm/t | 0,08 mm/t |
| Feed stopa | 1.146 mm/min | 1.910 mm/min (+67%) |
| Stopa uklanjanja Chipa | 0,34 cm³/min | 0,57 cm³/min (+67%) |
| Kvaliteta površine | Loše (ogrebotine vidljive nakon premazivanja) | Dobro |
TOČKA
Problem ogrebotina nakon premazivanja riješen – poboljšana kvaliteta naknadnih procesa
VFM-ov wiper rub proizvodi glatku obrađenu površinu koja izravno utječe na kvalitetu naknadnih procesa kao što su premazivanje i oblaganje. S obzirom da ogrebotine više nisu vidljive, smanjuje se i rizik od dorade i pritužbi na kvalitetu u naknadnim procesima. To doprinosi „ukupnom poboljšanju procesa“ koje se proteže izvan same operacije obrade.
Sažetak – Preobrazite svoje Face milling s VFM-om
„Još uvijek radite Face milling s glodalom?“ – Ovaj članak je predstavio tehničke značajke, podatke i studije slučaja TungMeister VFM Head kao odgovor na ovo pitanje. Evo ključnih točaka.
- Face milling s glodalom – postoji problem s ovim „zadanim“ – Mnoge radionice nemaju izbora nego se oslanjati na glodala zbog ograničenja smetnji, uskih širina površina i ograničenja promjera drške
- VFM je glava dizajnirana isključivo za Face milling – Wiper rub + oštri rezni rubovi + 6 Flutea × nizak kut spirale × kratka duljina reznog ruba. Temeljno drugačiji pristup od općih donjih rubova glodala
- Kvaliteta površine koja nadmašuje puna glodala – objavljena u specifikacijama kataloga – U usporedbi Ra na SUS303, VFM je nadmašio i konkurentne pune proizvode i proizvode opremljene wiperom
- „Pobjedničke“ ocjene u sve 3 studije slučaja korisnika – 50–67% poboljšanje učinkovitosti, kvaliteta površine ocijenjena „dobrom“ do „vrlo dobrom“ u svim slučajevima. Tragovi Cuttera eliminirani, sjajne površine, problemi s ogrebotinama nakon premazivanja riješeni
- Dokazano od BT30 do BT50 – Stabilna obrada na strojevima niske krutosti i švicarskim tokarilicama. VER drška minimizira prevjes
- Pokriveni svi ISO P/M/K/N/S/H materijali obratka – Dokazano na Hastelloy-X, SUS440C, SS, A5052, FCD400 i više
- Sustav izmjenjivih glava smanjuje operativne troškove – Umjesto zamjene cijelog punog alata, mijenja se samo glava. Drška se ponovno koristi
- Linija od 4 veličine od φ12 do φ25 – Odaberite pravi promjer koji odgovara širini obrađivane površine
Ne morate nastaviti raditi Face milling s donjim rubom glodala. Ako su vam poznati tragovi Cuttera, loša kvaliteta površine ili problemi s izgledom nakon premazivanja, isprobajte VFM Head.