Suzbijte vibracije i pomaknite granice. Gruba i završna obrada jednim alatom — kombinirano glodalo

Vibracije kod Slottinga, grube površine od glodala za grubu obradu, gnjavaža mijenjanja alata između grube i završne obrade — jedinstveni dizajn Combination Edge tvrtke Tungaloy rješava sve ove izazove u radionici. Sa svojom vlastitom Geometryom oštrice koja kombinira valovite i ravne rezne oštrice — nedostupnom kod konkurencije — suzbija vibracije dok obrađuje sve, od grube do završne obrade, jednim alatom. Izmjenjiva glava VEE-C i masivni FinishMeister — linija proizvoda od 2 vrste pokriva svaku Primjenu. Ovaj članak pruža temeljitu analizu mogućnosti Combination Edgea, potkrijepljenu internim podacima ispitivanja i 5 studija slučaja strojne obrade kod korisnika.
Što ćete naučiti u ovom članku
- Najveći izazov kod glodanja je „vibracija“ — što otkrivaju terenski podaci
- Ključ rješenja: Što je Combination Edge?
- Usporedba izmjerenih podataka — zašto se ističe u Slottingu, Shoulder millingu i završnoj obradi
- Stvarne performanse: studije slučaja strojne obrade kod korisnika (5 uspješnih priča + objavljeni slučaj)
- Sažetak — Suzbijte vibracije i prijeđite na sljedeći rez
1. Najveći izazov kod glodanja je „vibracija“ — što otkrivaju terenski podaci
Koji je izazov koji danas najviše muči radionice u glodanju?
Odgovor je jasno prikazan u istraživanju koje je Tungaloy proveo na seminaru o Shoulder millingu 2023. godine.
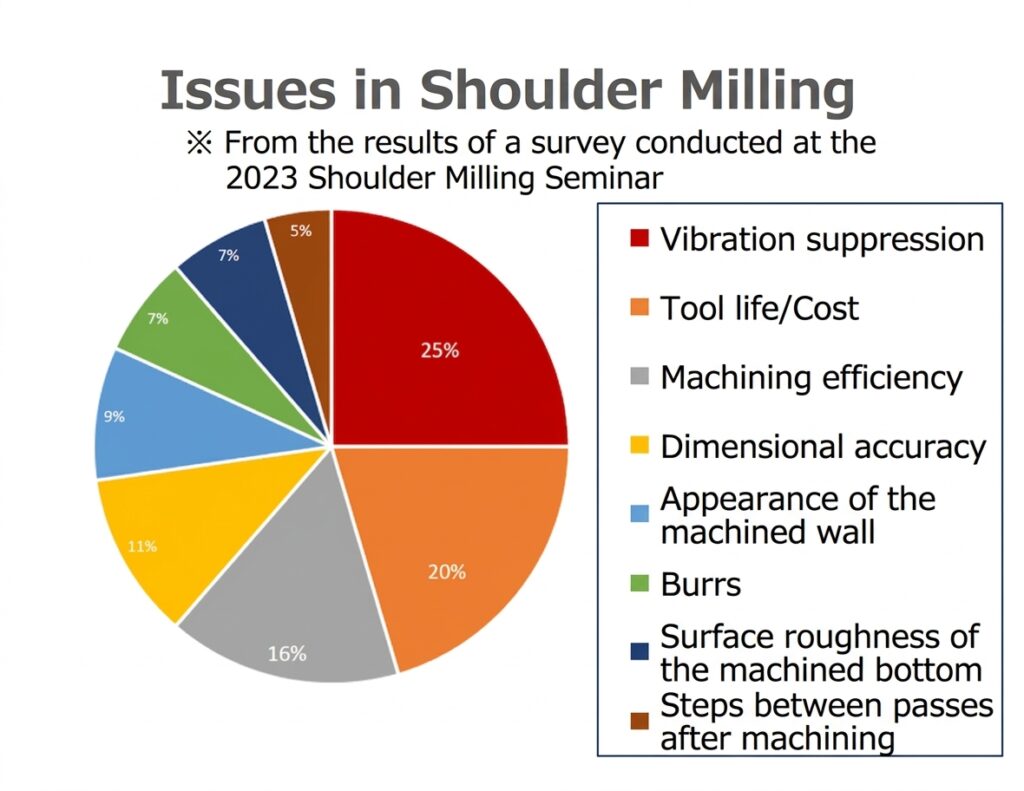
| Rang | Izazov | Postotak |
|---|---|---|
| 1. | Suzbijanje vibracija | 25% |
| 2. | Vijek trajanja alata / Trošak | 20% |
| 3. | Učinkovitost strojne obrade | 16% |
| 4. | Točnost dimenzija | 11% |
| 5. | Izgled površine zida | 9% |
| 6. | Srha | 7% |
| 7. | Hrapavost donje površine | 7% |
| 8. | Tragovi koraka između prolaza | 5% |
Jedan od četiri ispitanika naveo je „suzbijanje vibracija“ kao svoj najveći izazov. Čvrsto je na 1. mjestu, ispred „vijeka trajanja alata/troška“ (2.) i „učinkovitosti strojne obrade“ (3.).
Ovo istraživanje bilo je za Shoulder milling, ali situacija je još teža u Slottingu. Slotting ima strukturne čimbenike koji čine vibracije vjerojatnijima od Shoulder millinga.
- Velik broj angažiranih Flutea — Maksimalni istovremeni rezni rubovi znače da otpor rezanja daleko premašuje Shoulder milling
- Otežano odvođenje Chipa — Chipovi se obično nakupljaju na dnu utora, što riskira ponovno rezanje, nakupljanje topline i oštećenja
- Pojačavanje vibracija — Potpuni zahvat po opsegu + dugi prevjes čine vibracije još vjerojatnijima
- Rizik od loma — U dubokim utorima (1×D ili više), otklon alata se povećava, što izravno dovodi do loma
U međuvremenu, mnoge radionice podrazumijevaju „uobičajeno višenamjensko glodalo s 4 Flutea“. Prema Tungaloyevim podacima o prodaji (2022. – 2025.), glodala s 4 Flutea čine 84% upotrebe glodala po broju Flutea. Iako su odabrana gotovo isključivo zbog svoje svestranosti, glodala s 4 Flutea nisu posebno dizajnirana za suzbijanje vibracija.
Kako možete suzbiti vibracije, a istovremeno postići učinkovitost i stabilnost u Slottingu? Odgovor je Combination Edge.
2. Ključ rješenja: Što je Combination Edge?
Struktura Combination Edgea
Combination Edge, koji se nalazi u glavama FinishMeister i VEE-C, je vlastita Geometrya oštrice s valovitim reznim oštricama i ravnim reznim oštricama raspoređenim naizmjenično.
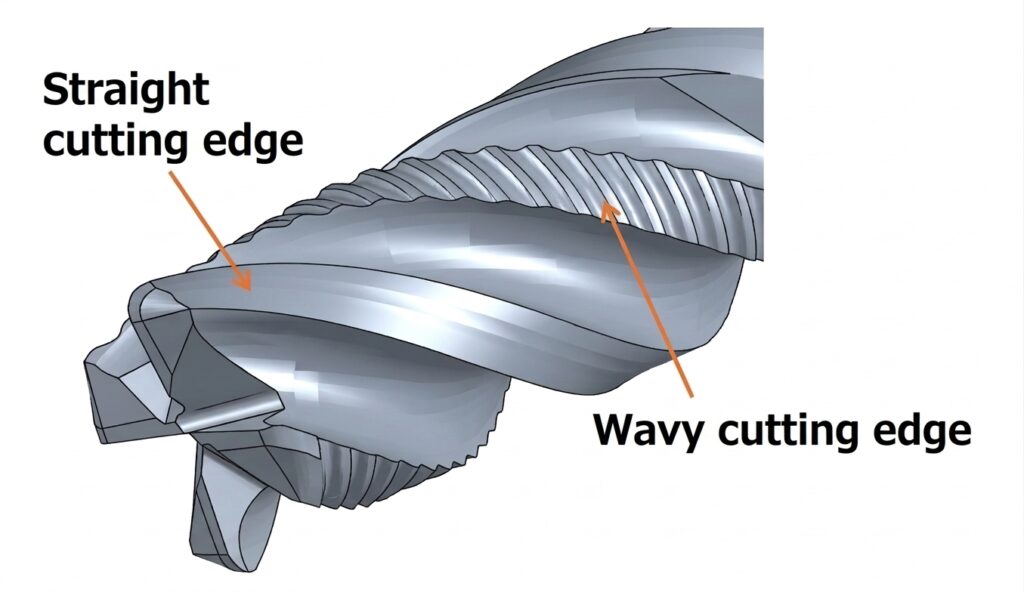
Ova struktura ima dvije različite uloge:
- Valovite rezne oštrice — Raspoređuju duljinu kontaktne oštrice kako bi smanjile otpor rezanja. Suzbijaju vibracije
- Ravne rezne oštrice — Zaglađuju površinu koju su ostavile valovite oštrice, eliminirajući grubu teksturu tipičnu za glodala za grubu obradu. Osigurajte kvalitetu površinske obrade
Drugim riječima, jedan alat istovremeno postiže „smanjeni otpor kod grube obrade“ i „osiguranu kvalitetu površinske obrade“.
Kako se razlikuje od drugih vrsta oštrica
| Vrsta oštrice | Suzbijanje vibracija | Kvaliteta površine | Raspon primjene | Napomene |
|---|---|---|---|---|
| Višenamjensko glodalo s 4 Flutea (nejednak korak/nagib) | △ | ○ | Opća namjena (Slotting, Shoulder milling) | Rizik od loma u dubokim utorima |
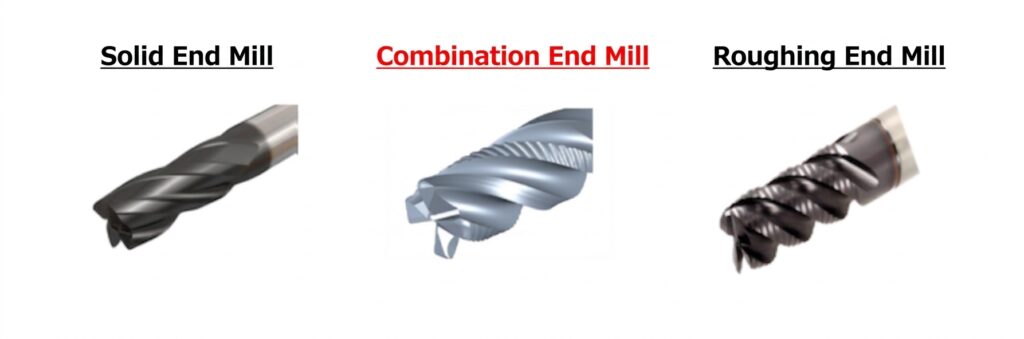
| Gruba obrada | ◎ | × | Sve operacije grube obrade | Gruba površina zahtijeva zaseban alat za završnu obradu |
| Kombinacija | ○ | ○ | Slotting do Shoulder millinga (gruba + završna obrada) | Od grube do završne obrade jednim alatom |
TOČKA
Jedinstvena Geometrya oštrice dostupna samo od Tungaloya — linija proizvoda od 2 vrste
Combination Edge pruža suzbijanje vibracija usporedivo s glodalima za grubu obradu, dok postiže kvalitetu površinske obrade blisku višenamjenskim glodalima s 4 Flutea. Ova kombinacija ne postoji ni u jednom konkurentskom proizvodu — to je Geometrya oštrice koju može ponuditi samo Tungaloy.
Combination Edge — 2 linije proizvoda
Tungaloy nudi Combination Edge u 2 serije proizvoda. Odaberite optimalnu liniju na temelju uvjeta strojne obrade, troškova i zahtjeva Primjene.
| Proizvod | Vrsta | Promjer alata | Značajke i Primjene | |
|---|---|---|---|---|
 |
VEE-C | Izmjenjiva glava (TungMeister) |
φ10–φ25 | Zamjena glave smanjuje operativne troškove. Kompatibilno s visoko krutim drškama za strojeve niske krutosti |
 |
FinishMeister | Masivno | φ6–φ20 | Dostupno od malih promjera. Dokazani rezultati na višenamjenskim strojevima i Primjenama s dugim prevjesom. Objavljena studija slučaja u Kondo Iron Works |
Oba dijele istu filozofiju dizajna Combination Edgea (naizmjenične valovite + ravne oštrice). Dok se podaci i studije slučaja u ovom članku prvenstveno fokusiraju na VEE-C, Combination Edge pruža jednako učinkovite rezultate s FinishMeisterom.
3. Usporedba izmjerenih podataka — zašto se ističe u Slottingu, Shoulder millingu i završnoj obradi
Odavde provjeravamo performanse Combination Edgea na tri osi — Slotting, Shoulder milling i završna obrada — koristeći podatke iz opsežnih testova rezanja provedenih interno u Tungaloyu.
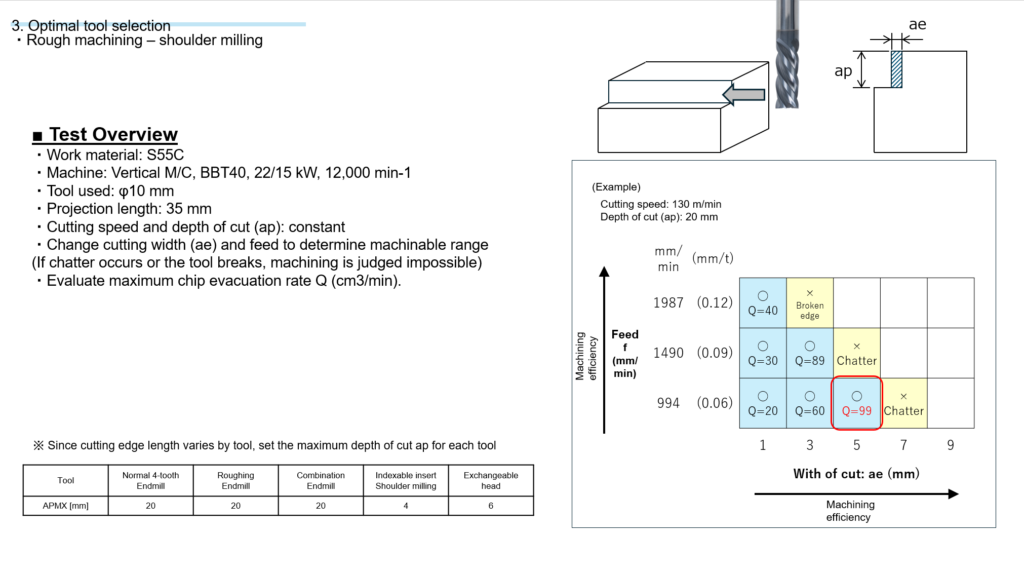
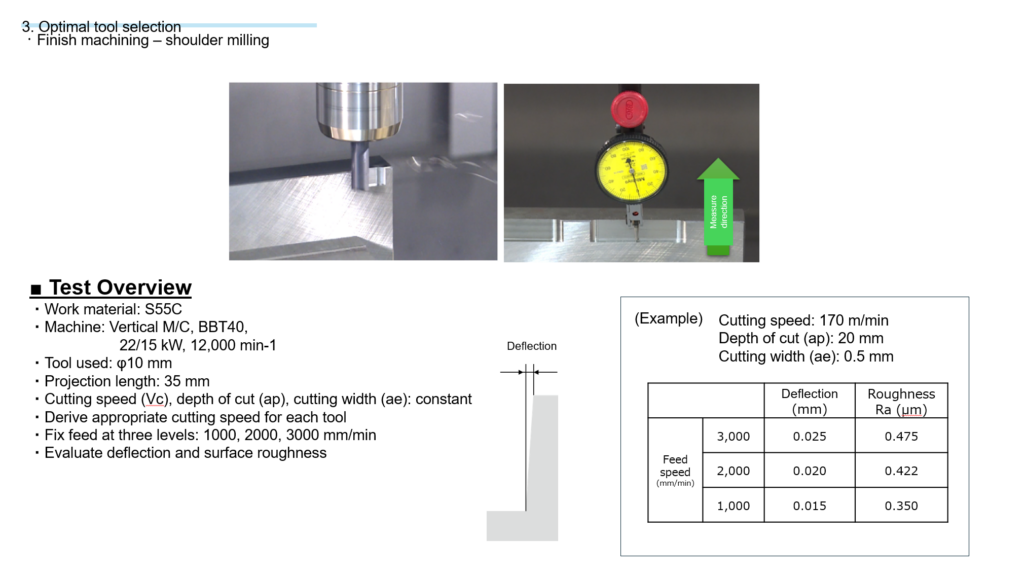
Pregled testa
| Materijal obratka | S55C |
|---|---|
| Stroj | Vertical machining center BBT40 (22/15kW, 12.000 min⁻¹) |
| Promjer alata | φ10mm |
| Duljina prevjesa | 35mm (L/D=3.5) |
| Brzina rezanja | Vc = 100 m/min *Procijenjeno pri brzini sklonoj vibracijama za potrebe procjene |
① Slotting — Iznimna učinkovitost u dubokim utorima
U Slottingu, rezna oštrica zahvaća obradak po cijelom opsegu, što rezultira visokim otporom rezanja i rizicima od vibracija/loma koji daleko premašuju Shoulder milling. Ovo zahtjevno okruženje je upravo ono gdje valovite rezne oštrice Combination Edgea pružaju najveći učinak raspodjele otpora rezanja.
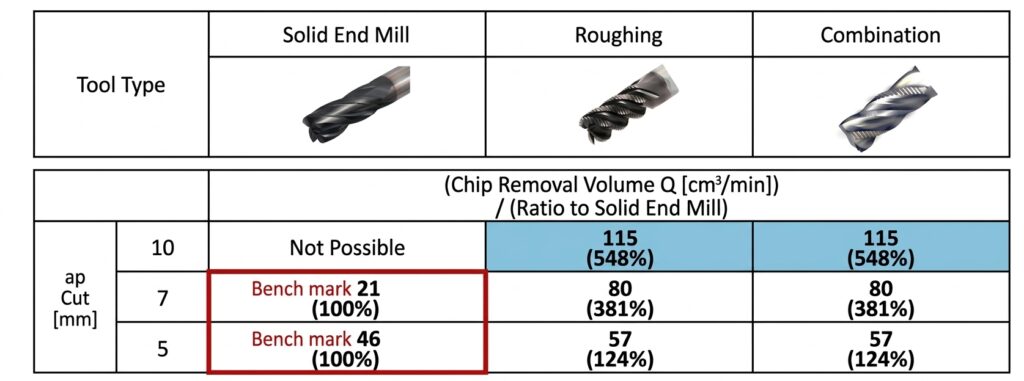
Ključni podaci
548% u odnosu na višenamjensko glodalo s 4 Flutea pri dubokom utoru 1×D
Pri ap=10mm (dubina utora 1×D), višenamjensko glodalo s 4 Flutea nije moglo obraditi. Combination Edge postigao je 548% stope uklanjanja Chipa u odnosu na višenamjensko glodalo s 4 Flutea. U ovom rasponu dubokih utora — gdje alati s visokim Feedom i vrste inserta s indeksiranjem ne mogu raditi — samo Combination Edge omogućuje stabilnu strojnu obradu.
Zašto je jak u dubokim utorima? — Valovite rezne oštrice raspoređuju duljinu kontakta po Fluteu, ublažavajući nagli porast otpora rezanja od potpunog zahvata po opsegu. To suzbija vibracije, omogućujući nastavak strojne obrade bez loma čak i na dubinama koje višenamjensko glodalo s 4 Flutea ne može izdržati.
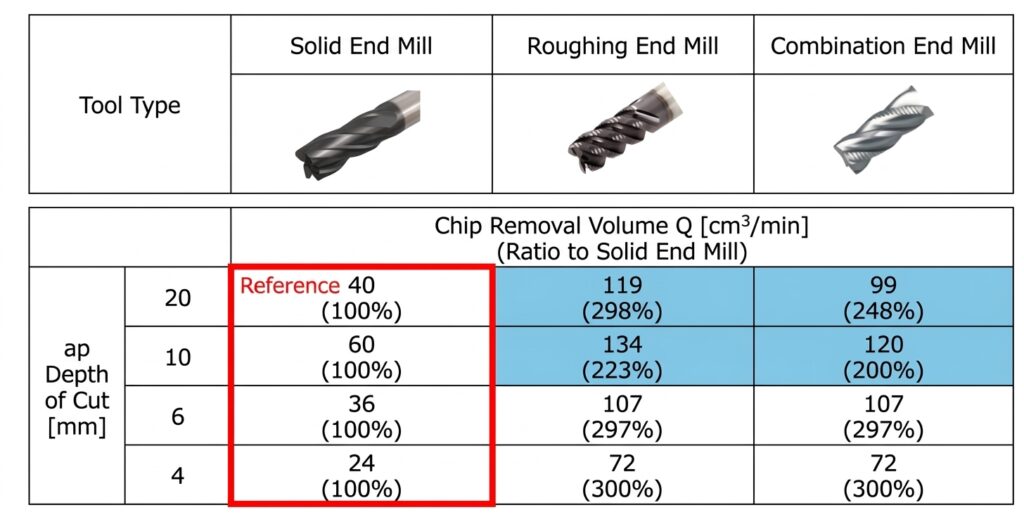
② Shoulder Milling — Manje vibracija znači da možete jače gurati
Kao što je navedeno u Odjeljku 1, izazov br. 1 u Shoulder millingu je „suzbijanje vibracija“ (25%). Combination Edge pruža i suzbijanje vibracija i visoku učinkovitost u Shoulder millingu.
Tri ključne spoznaje iz ovih podataka:
Točka 1: Pri ap≤6mm, potpuno jednaka učinkovitost glodalima za grubu obradu
U rasponu ap=4–6mm — najčešće korištenoj dubini reza u stvarnom Shoulder millingu — Combination Edge postiže gotovo identičnu stopu uklanjanja Chipa kao glodala za grubu obradu. U usporedbi s višenamjenskim glodalom s 4 Flutea, do 300% (3×). U ovom rasponu, Kombinacija = Gruba obrada u smislu učinkovitosti.
Točka 2: Čak i pri dubokim rezovima ap=10–20mm, 2–2.5× u odnosu na višenamjensko glodalo s 4 Flutea
Čak i pri dubokom Shoulder millingu pri ap=20mm, Combination Edge postiže 248% u odnosu na višenamjensko glodalo s 4 Flutea. Iako se ne podudara s glodalima za grubu obradu, drži drugu najveću učinkovitost. Štoviše, budući da glodala za grubu obradu ne mogu pružiti kvalitetu završne obrade o kojoj će biti riječi u nastavku, Combination Edge često pobjeđuje u ukupnoj učinkovitosti procesa kada je uključena završna obrada.
Točka 3: Manje vibracija znači da možete „jače gurati uvjete“
Valovite rezne oštrice Combination Edgea također raspoređuju duljinu kontaktne oštrice u Shoulder millingu, smanjujući otpor rezanja. To suzbijanje vibracija, olakšavajući povećanje Vc i fz. Osim razlika u učinkovitosti prikazanih u podacima, ovo je velika prednost iz perspektive „možete li zapravo povećati uvjete u radionici?“
Zapravo, u Studiji slučaja 3 (SS400, BT40), prilikom zamjene glodala za grubu obradu s VEE-C, uvjeti su povećani — Vc: 100→120 m/min, fz: 0.12→0.15 mm/t — što je rezultiralo 1.5× učinkovitosti i 1.7× vijekom trajanja alata. „Ne vibrira, pa možete jače gurati“ — to je ono što korisnici doživljavaju u radionici.
Sažetak Shoulder Millinga
Do 3× učinkovitosti u odnosu na višenamjensko glodalo s 4 Flutea
Combination Edge pruža do 3× učinkovitosti u odnosu na višenamjensko glodalo s 4 Flutea u Shoulder millingu. Pri ap≤6mm, potpuno je jednak glodalima za grubu obradu. Nadalje, učinak suzbijanja vibracija stvara prostor za povećanje uvjeta rezanja, omogućujući stvarne dobitke u učinkovitosti izvan onoga što sami podaci sugeriraju.
③ Završna obrada — Dokazana kvaliteta površine jednaka višenamjenskom glodalu s 4 Flutea
„Razumijem da se opire vibracijama i učinkovit je u gruboj obradi. Ali može li Combination Edge stvarno pružiti dobru završnu obradu?“ — Ovo je najčešće postavljano pitanje.
Kratak odgovor je: Combination Edge postiže kvalitetu površinske obrade gotovo jednaku višenamjenskom glodalu s 4 Flutea. Pogledajte podatke o otklonu zida i hrapavosti površine Ra izmjerene u testovima seminara.
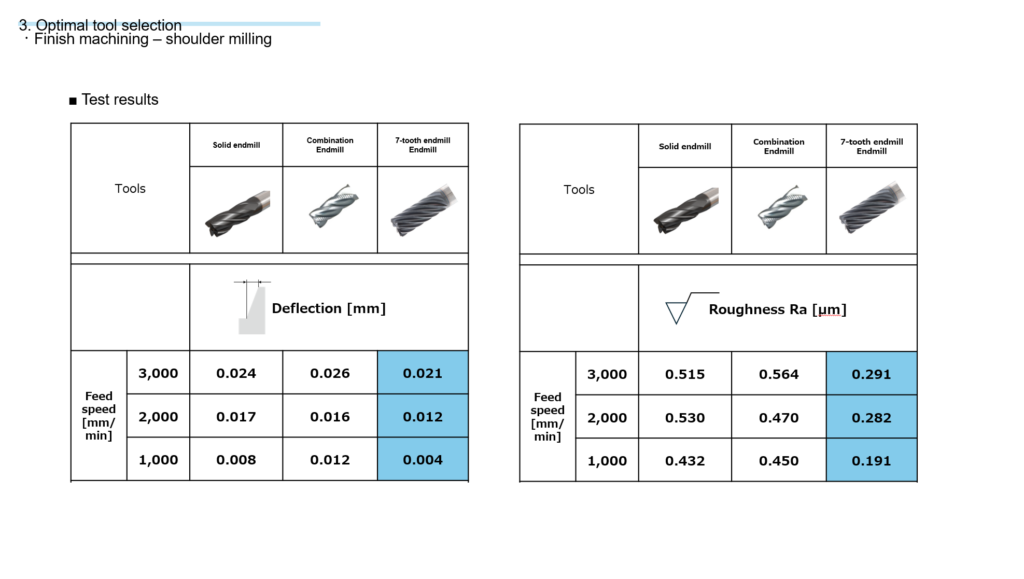
Usporedba otklona zida [mm]
| Feed Rate | Višenamjensko glodalo s 4 Flutea | Kombinacija | Razlika | 7-Flute (Referenca) |
|---|---|---|---|---|
| 3.000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2.000 mm/min | 0.017 | 0.016 | −0.001 | 0.012 |
| 1.000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Usporedba hrapavosti površine Ra [μm]
| Feed Rate | Višenamjensko glodalo s 4 Flutea | Kombinacija | Razlika | 7-Flute (Referenca) |
|---|---|---|---|---|
| 3.000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2.000 mm/min | 0.530 | 0.470 | −0.060 | 0.282 |
| 1.000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Evo ključnih spoznaja iz podataka:
① Razlike u otklonu i Ra u odnosu na višenamjensko glodalo s 4 Flutea su minimalne
Maksimalna razlika u otklonu je 0.004mm, a maksimalna razlika u Ra je 0.049μm. Obje nisu značajne razlike za praktične svrhe strojne obrade. Pri Feed rateu od 2.000 mm/min, Combination Edge je zapravo nadmašio glodalo s 4 Flutea (niže vrijednosti) i u otklonu i u Ra.
② Potpuno drugačija razina završne obrade u usporedbi s glodalima za grubu obradu
Glodala za grubu obradu sastoje se u potpunosti od valovitih reznih oštrica, ostavljajući površinske nepravilnosti koje zahtijevaju zasebnu operaciju završne obrade. Ravne rezne oštrice Combination Edgea zaglađuju površinu, postižući kvalitetu završne obrade koja se potpuno razlikuje od glodala za grubu obradu. To je izravan razlog zašto je „gruba i završna obrada jednim alatom“ moguća.
③ Ne može se mjeriti s namjenskim alatom za završnu obradu sa 7 Flutea, ali Primjena je drugačija
Za visoko preciznu završnu obradu koja zahtijeva Ra u rasponu od 0.2μm, optimalan je alat sa 7 Flutea. Međutim, za tipične tolerancije završne obrade (oko Ra 0.5μm), Combination Edge je potpuno sposoban. Štoviše, budući da Combination Edge može izravno prijeći s grube na završnu obradu, eliminiraju se promjene alata i postavljanje.
Sažetak završne obrade
Kvaliteta površinske obrade jednaka višenamjenskom glodalu s 4 Flutea
Završna obrada Combination Edgea je usporediva s višenamjenskim glodalom s 4 Flutea i u otklonu i u Ra. To nije samo „alat samo za grubu obradu“ — podaci dokazuju da može obraditi sve, od grube do završne obrade, jednim alatom. Za opću završnu obradu oko Ra 0.5μm, nema potrebe za zamjenom alata između grube i završne obrade.
Sažetak Odjeljka 3 — Svestranost koja pokriva Slotting, Shoulder milling i završnu obradu
| Os usporedbe | u odnosu na višenamjensko glodalo s 4 Flutea | u odnosu na glodalo za grubu obradu |
|---|---|---|
| Učinkovitost Slottinga | Do 5.5× (548%) | Jednako ili bolje (superiorno u dubokim utorima) |
| Učinkovitost Shoulder Millinga | Do 3× (300%) | Jednako (ap≤6mm) |
| Suzbijanje vibracija | Iznimno superiorno | Jednako (superiorno u Slottingu) |
| Kvaliteta površinske obrade | Jednako (minimalna razlika u otklonu/Ra) | Iznimno superiorno |
| Konsolidacija alata | — | Gruba + završna obrada jednim alatom |
Combination Edge nije „alat samo za Slotting“. Iznimna učinkovitost u Slottingu, visoka učinkovitost sa suzbijanjem vibracija u Shoulder millingu i završna obrada jednaka višenamjenskom glodalu s 4 Flutea — to je jedina Geometrya oštrice koja pruža visoke performanse na sve tri osi.
4. Stvarne performanse: Studije slučaja strojne obrade kod korisnika (5 uspješnih priča + objavljeni slučaj)
Osim internih podataka ispitivanja, svih 5 terenskih procjena korisnika rezultiralo je ocjenom „pobjeda“. Predstavljamo studije slučaja i za VEE-C (izmjenjiva glava) i za FinishMeister (masivno).
Pregled studije slučaja
| # | Proizvod | Metoda Obrade | Materijal obratka | Promjer alata | Stroj | Omjer učinkovitosti | Omjer vijeka trajanja alata |
|---|---|---|---|---|---|---|---|
| Slučaj 1 | FinishMeister | Shoulder milling (ventil) | SUS316 | φ12 | Višenamjenski stroj | 3× | 15× |
| Slučaj 2 | FinishMeister | Shoulder milling (klip) | FCD500 | φ25 | Veliki horizontalni M/C / HSK100 | 3× | Jednako |
| Slučaj 3 | VEE-C | Shoulder milling | SS400 / 160HB | φ25 | Vertikalni M/C / BT40 | 1.5× | 1.7× |
| Slučaj 4 | VEE-C | Slotting | SKD11 / 40HRC | φ12 | Vertikalni M/C / BT50 | 2× | 2× |
| Slučaj 5 | VEE-C | Slotting | SUS430F | φ10 | Vertikalni M/C / BT30 | 2.8× | Jednako |
Istaknuto
Ocjene „pobjeda“ za VEE-C i FinishMeister
Bilo da se radi o izmjenjivoj glavi ili masivnom alatu, učinkovitost Combination Edgea je dokazana. S do 3× učinkovitosti i do 15× vijekom trajanja alata, postižu se značajna poboljšanja bez obzira na vrstu proizvoda.
Studije slučaja FinishMeistera
Slučaj 1 Strojna obrada ventila SUS316: 3× učinkovitost, 15× vijek trajanja alata
Detalji strojne obrade
- Metoda strojne obrade: Shoulder milling (vanjski promjer ventila)
- Materijal obratka: SUS316 (nehrđajući čelik)
- Promjer alata: φ12
- Stroj: Višenamjenski stroj
- Industrija: Automobilska
Izazovi
- Niska krutost stezanja obratka sprječavala je tokarenje; prethodno obrađeno višenamjenskim glodalom od tvrdog metala s 4 Flutea
- Produktivnost stagnira. Kratak vijek trajanja alata s vibracijama koje se javljaju kako je napredovalo trošenje
Poboljšanje s FinishMeisterom
- Korišteni alat: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0.06 mm/t, ap=5 mm, ae: 1→2 mm — uvjeti povećani
- MRR: 1.27 → 3.82 cm³/min (3× učinkovitost)
- Duljina rezanja: 0.3 → 4.5 m (15× vijek trajanja alata)
- Valovite rezne oštrice smanjile su otpor rezanja, suzbijajući vibracije čak i kako je napredovalo trošenje
TOČKA
3× učinkovitost i 15× vijek trajanja alata — veliko poboljšanje
Čak i u okruženju niske krutosti stezanja, karakteristike niskog otpora Combination Edgea postigle su 3× učinkovitost i 15× vijek trajanja alata. Vibracije ostaju potisnute čak i pri povećanoj brzini rezanja, omogućujući stabilnu strojnu obradu pod agresivnim uvjetima.
Slučaj 2 Strojna obrada klipnog prstena FCD500: 3× učinkovitost + konsolidacija alata

Detalji strojne obrade
- Metoda strojne obrade: Shoulder milling (vanjski promjer klipa, tokarenje-glodanje)
- Materijal obratka: FCD500 (duktilno lijevano željezo)
- Promjer alata: φ25
- Stroj: Veliki horizontalni obradni centar (#50 / HSK100)
- Industrija: Brodogradnja
Izazovi
- Prethodno su korištena dva glodala — jedno za grubu obradu i jedno za završnu obradu
- Gnjavaža s promjenom alata i vrijeme ciklusa bili su problemi
Poboljšanje s FinishMeisterom
- Korišteni alat: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0.07 mm/t, ap=30 mm, ae: 3→6 mm — uvjeti povećani
- MRR: 25.35 → 77.01 cm³/min (3× učinkovitost)
- Vijek trajanja alata ekvivalentan prethodnom — bez problema
- Gruba i završna obrada konsolidirane u jedan FinishMeister. Usvojeno za liniju masovne proizvodnje
TOČKA
3× učinkovitost + konsolidacija alata — usvojeno za masovnu proizvodnju
Konsolidirano s postavke od 2 alata na jedan FinishMeister, postižući 3× učinkovitost. Vijek trajanja alata ostao je ekvivalentan, što je dovelo do usvajanja na liniji masovne proizvodnje.
Studije slučaja VEE-C
Slučaj 3 Zamjena glodala za grubu obradu: 1.5× učinkovitost + konsolidacija alata
Detalji strojne obrade
- Metoda strojne obrade: Shoulder milling
- Materijal obratka: SS400 (160HB)
- Promjer alata: φ25
- Stroj: Vertikalni M/C / BT40
Izazovi
- Trenutno se koristi konkurentsko glodalo od tvrdog metala za grubu obradu
- Masivno glodalo ograničeno na dubinu reza od 20mm. Dolazi do oštećenja reznog ruba
- Zahtijeva zasebne alate za grubu i završnu obradu
Poboljšanje s VEE-C
- Vc: 100→120 m/min, fz: 0.12→0.15 mm/t — uvjeti povećani
- MRR: 61.12 → 91.67 cm³/min (približno +50%)
- Vijek trajanja glave: 3 dijela po glavi → 5 dijelova po glavi (1.7×)
- Gruba + završna obrada konsolidirane u jedan VEE-C. Vrijeme promjene alata također smanjeno
TOČKA
1.5× učinkovitost + 1.7× vijek trajanja alata + konsolidacija alata
Glodalo za grubu obradu nije moglo pružiti kvalitetu završne obrade i zahtijevalo je zaseban alat za završnu obradu. VEE-C je konsolidirao grubu + završnu obradu u jedan alat, postižući istovremeno 1.5× učinkovitost i 1.7× vijek trajanja alata.
Slučaj 4 Konsolidirano s 2 HSS alata na 1 VEE-C: 2× učinkovitost, 2× vijek trajanja alata

Detalji strojne obrade
- Metoda strojne obrade: Slotting
- Materijal obratka: SKD11 (40HRC)
- Promjer alata: φ12
- Stroj: Vertikalni M/C / BT50
Izazovi
- Trenutno se koristi postavka s 2 HSS alata: glodalo za grubu obradu + HSS glodalo za završnu obradu
- Gnjavaža s promjenom alata i vrijeme ciklusa bili su problemi
- HSS alati ograničavaju brzinu strojne obrade
Poboljšanje s VEE-C
- Uvjet B: Vc=40, ap=4, ae=12, fz=0.03 → MRR: 3.06 → 6.11 cm³/min (2×)
- 5 dijelova po glavi (2× vijek trajanja alata)
- Gruba i završna obrada konsolidirane u jedan VEE-C → Nema potrebe za promjenom alata
TOČKA
2× učinkovitost, 2× vijek trajanja alata — veliko poboljšanje
Konsolidirano s postavke od 2 HSS alata na jedan VEE-C. 2× učinkovitost i 2× vijek trajanja alata — veliko poboljšanje. Stabilna strojna obrada čak i u SKD11 pri visokoj tvrdoći od 40HRC.
Izvor: TR78848
Slučaj 5 Udvojena dubina reza za smanjenje vremena ciklusa

Detalji strojne obrade
- Metoda strojne obrade: Slotting i Shoulder milling
- Materijal obratka: SUS430F
- Promjer alata: φ10
- Stroj: Vertikalni M/C / BT30
Izazovi
- Vibracije s trenutnim konkurentskim glodalom od tvrdog metala ograničavale su postizivu dubinu reza (ap)
- Teško je povećati uvjete u okruženju niske krutosti BT30
Poboljšanje s VEE-C
- Dubina reza povećana s ap=1mm na 2mm
- Test 3: Vc=66, ap=2, ae=10, fz=0.05 → MRR: 8.40 cm³/min
- Vijek trajanja alata održan je ekvivalentnim prethodnom, kvaliteta površinske obrade također ekvivalentna. Zvuk rezanja bio je tih
TOČKA
Udvojena dubina reza za smanjenje vremena ciklusa
Iskorištavanje otpornosti VEE-C-a na vibracije za smanjenje vremena ciklusa. Stabilna strojna obrada pod agresivnim uvjetima čak i na stroju BT30 niske krutosti.
Objavljena studija slučaja: Kondo Iron Works × FinishMeister Combination Edge
Gornjih 5 slučajeva temelji se na internim izvješćima o ispitivanju, ali postoji i službeno objavljena uspješna priča.

Kondo Iron Works Co., Ltd. (grad Inuyama, prefektura Aichi) specijalizirana je za strojnu obradu komponenti alatnih strojeva i građevinskih strojeva. Tvrtka je uvela masivno glodalo Combination Edge FinishMeister φ12 na višenamjenski stroj, postižući značajne rezultate.
| Korišteni proizvod | FinishMeister φ12 (masivno glodalo Combination Edge) |
|---|---|
| Detalji strojne obrade | Shoulder milling i Slotting cilindričnog dijela osovine (sjedište vijka, utor za klin) |
| Materijal obratka | S45C |
| Stroj | Višenamjenski stroj (višestruka obrada s jednim stezanjem) |
| Izazov | Na višenamjenskim strojevima, dugi prevjes glodala uzrokuje vibracije → nemogućnost povećanja uvjeta rezanja |
| Uvjeti rezanja | Vc=100 m/min, f=0.26 mm/rev (fz=0.065), ap=7–8 mm, ae=12 mm |
Rezultati:
- Smanjeno vrijeme strojne obrade — Suzbijanje vibracija Combination Edgea omogućilo je strojnu obradu s velikom dubinom reza. Manje prolaza smanjilo je vrijeme ciklusa
- Konsolidacija alata — Sposobnost grube obrade plus kvaliteta završne obrade u jednom alatu. Gruba i završna obrada konsolidirane u jedan alat
Komentari voditelja pogona
„Postignuti su značajni rezultati u strojnoj obradi s dugim prevjesom gdje su vibracije sklone pojavljivanju“
„Smanjeno vrijeme strojne obrade smanjenjem broja prolaza rezanja“
„Postavljena duljina prevjesa alata dulja kako bi se omogućilo dijeljenje alata između postavki“
VEE-C je proizvod koji usvaja isti Combination Edge dokazan u Kondo Iron Works u formatu izmjenjive glave. Masivni FinishMeister i VEE-C s izmjenjivom glavom — odaberite između 2 linije na temelju vaše Primjene i ekonomičnosti.
Sažetak — Suzbijte vibracije i prijeđite na sljedeći rez
Ovaj članak je prikazao mogućnosti Tungaloyevog Combination Edgea kroz njegovu strukturu, podatke i studije slučaja. Evo ključnih točaka:
- Najveći izazov kod glodanja je „vibracija“ — 25% ispitanika u radionicama rangiralo ga je kao br. 1 u stvarnom istraživanju
- Combination Edge je jedinstvena Geometrya — Valovite oštrice suzbijaju vibracije, ravne oštrice zaglađuju površinu
- Dokazano u 874 uvjeta ispitivanja — Do 5.5× učinkovitosti u Slottingu, do 3× u Shoulder millingu. Završna obrada jednaka višenamjenskom glodalu s 4 Flutea
- Svih 5 studija slučaja korisnika ocijenjeno je „pobjedom“ — Do 3× učinkovitosti, do 15× vijeka trajanja alata
- Dokazano na BT30, BT40 i višenamjenskim strojevima — Stabilna strojna obrada čak i na strojevima niske krutosti s dugim prevjesom
- Gruba i završna obrada jednim alatom — Konsolidacija alata smanjuje vrijeme postavljanja i troškove
- Linija proizvoda od 2 vrste pokriva svaku Primjenu — VEE-C (izmjenjiva glava) i FinishMeister (masivno)
Ako se bavite poboljšanjem učinkovitosti Slottinga, protumjerama protiv vibracija ili konsolidacijom alata, isprobajte Combination Edge.