Glodala za utore kao opcija obrade ─ Proširivanje mogućnosti jednim alatom, od dubokog Groovinga, bočnih stijenki i odrezivanja do izbjegavanja smetnji
Glodala za utore često se smatraju „staromodnim alatima namijenjenim za odrezivanje i Grooving“.
U stvarnosti su, međutim, vrlo svestrani i produktivni alati sposobni pokriti područja koja su teško dostupna s čeonim glodalima, uključujući duboke utore, preciznost bočnih stijenki, tanke utore, utore za klinove, paralelnu obradu dviju površina i izbjegavanje smetnji.
Imaju mnogo reznih bridova po obodu, olakšavaju minimiziranje prepusta i omogućuju korištenje povoljnog promjera alata u odnosu na širinu utora. Iskorištavanjem ovih karakteristika, operacije obrade koje su prethodno bile napuštene zbog vibracija, otklona stijenke ili začepljenja strugotine mogu se transformirati u stabilne procese masovne proizvodnje.
Ovaj članak objašnjava osnove glodala za utore, gdje su učinkovita i kako ih odabrati. Također se detaljnije bavi postavljanjem uvjeta za postizanje njihovih performansi, posebno često zanemarenim konceptom debljine strugotine.

Što ćete naučiti u ovom članku
- Što je glodalo za utore? Razlike u odnosu na čeona glodala
- Zašto su glodala za utore učinkovita za duboke utore, bočne stijenke i operacije odrezivanja
- Vrste glodala za utore i njihove prikladne Primjene
- Čeona glodala vs. glodala za utore: ključni kriteriji za pravilan odabir alata
- Osnovni savjeti za stabilnu obradu
- Razumijevanje debljine strugotine kada je ae/DC mali
- Uobičajeni problemi i točke za pregled
- Posebni Cutteri kao opcija
- Sažetak
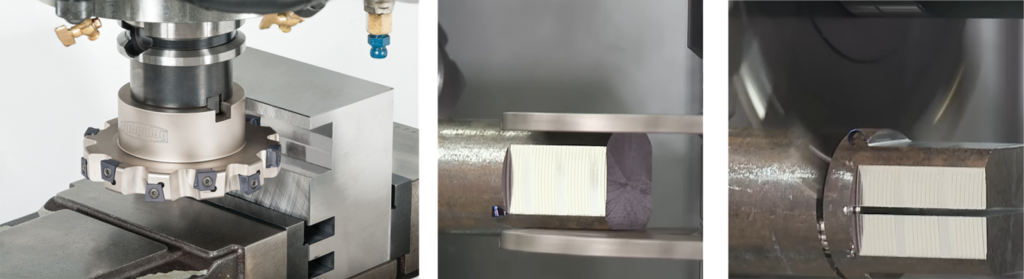
1. Što je glodalo za utore? ─ Alat koji reže „perifernim bočnim bridovima“
Glodala za utore su skupina alata koji koriste rezne bridove na bočnoj strani periferije alata za obradu utora, ramena i površina. Koriste se za duboke i uske utore, Primjene koje zahtijevaju preciznost bočnih stijenki, odrezivanje, utore za klinove i paralelnu obradu dviju površina.
Uobičajena zabluda je da su to „staromodni alati namijenjeni za odrezivanje i Grooving“. U stvarnoj obradi, učinkoviti su i za Milling ramena i čeono Milling gdje je potrebno izbjegavanje smetnji. S rastućim usvajanjem 5-osne obrade, njihova se vrijednost ponovno otkriva kao alata koji mogu pristupiti obratku sa strane s kratkom duljinom alata.
Razlike u odnosu na slične alate
| Alat | Glavne prednosti | Razlika u odnosu na glodala za utore |
|---|---|---|
| Čeono glodalo | Plansko glodanje | Nije prikladno kao zamjena za obradu bočnih stijenki |
| Čeono glodalo | Opća obrada | Kod dubokih utora, prepust postaje dug, što povećava vjerojatnost otklona i vibracija |
| List kružne pile | Odrezivanje i tanko Grooving | Verzija glodala za utore s tankom oštricom |

2. Tipične Primjene gdje su glodala za utore učinkovita
Uska širina u odnosu na dubinu
Kod čeonih glodala, prepust alata postaje duži, što povećava vjerojatnost otklona, vibracija i dimenzionalnih pogrešaka. Glodala za utore često su povoljnija jer čak i kada je alat tanak u odnosu na svoj promjer, podrška vretena i krutost diska osiguravaju stabilnost.
Kada je potrebna točnost pravog kuta i paralelnost bočnih stijenki
Slot milling je vrlo učinkovit za oblikovanje bočnih stijenki. Kod grupnog Millinga, dva Cuttera i odstojnici mogu omogućiti obradu dviju paralelnih površina u jednom prolazu.
Prilikom smanjenja otpada materijala kod odrezivanja i obrade tankih utora
Alati s tankom oštricom imaju mali dodatak za rezanje, što pomaže u smanjenju gubitka materijala. Čak i u dubokim i uskim utorima, visoka učinkovitost može se postići kada su geometrija alata i evakuacija strugotine pravilno usklađeni.
Izbjegavanje smetnji i pristupačnost kod 5-osne obrade
Glodala za utore mogu tanko ući sa strane u područja gdje je teško primijeniti velika čeona glodala s prednje strane ili gdje duga čeona glodala ne pružaju dovoljan razmak. U 5-osnim obradnim centrima, povećana sloboda osi alata čini glodala za utore još vrijednijom opcijom.
TOČKA
Opcija za izbjegavanje smetnji uz osiguravanje krutosti
Glodala za utore nisu „alati samo za Grooving“. Oni su opcija koja poboljšava izvedivost obrade u dubokim utorima, obradi bočnih stijenki, operacijama odrezivanja i obradi bočnim pristupom.
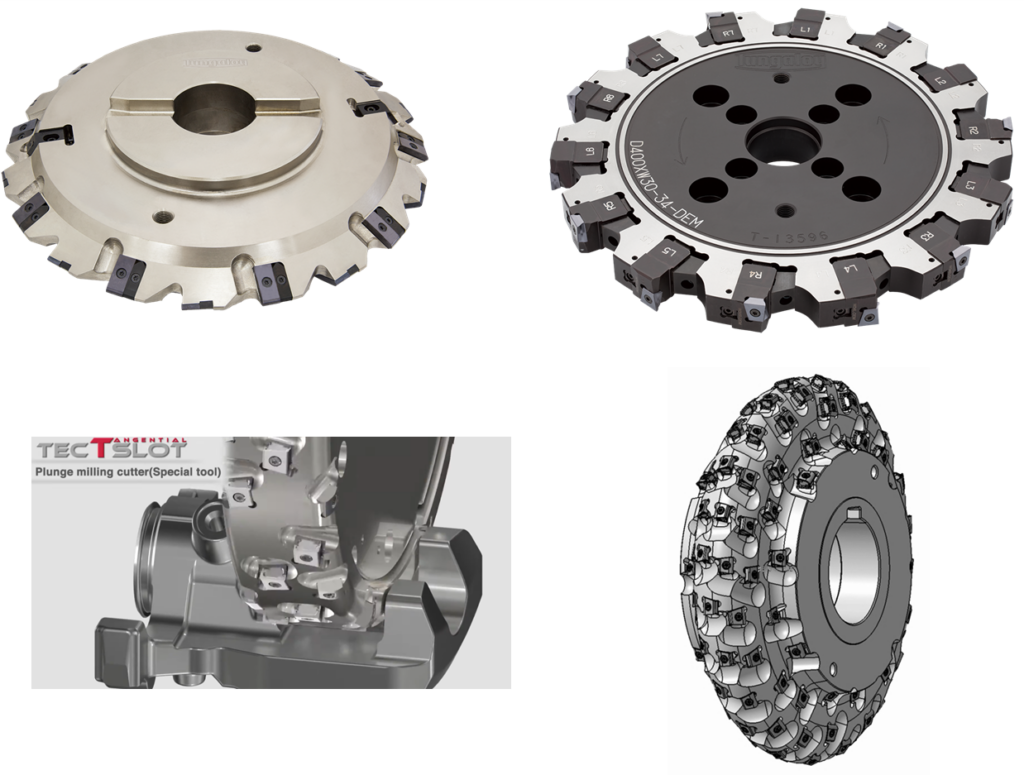
3. Osnovna klasifikacija glodala za utore ─ Koji tip odabrati?
| Vrsta | Glavne Primjene | Prikladne situacije |
|---|---|---|
| Tip s tankom oštricom / list kružne pile | Odrezivanje i tanki utori | Dubina veća od širine, smanjen gubitak materijala |
| Bočni i čeoni Cutter | Utori, bočne stijenke i donje površine | Stabilna obrada kao što su utori za klinove |
| Polubočni Cutter | Obrada ramena s jedne strane | Stepenasta obrada i jednostrano završno glodanje |
| Glodalo za oblikovanje utora | Generiranje profila | Visokoučinkovita obrada i dijelovi za masovnu proizvodnju |
Prilikom odabira Cuttera, provjerite širinu rezanja, raspon širine, evakuaciju strugotine i indeksabilnost. Za masovnu proizvodnju, indeksabilni alati postaju snažan kandidat.

4. Kriteriji za prelazak s čeonih glodala
Kada su čeona glodala prikladna
Čeona glodala prikladna su kada je njihova svestranost prednost, na primjer za plitke utore, složene oblike, obradu jednim alatom na univerzalnim strojevima i maloserijsku proizvodnju gdje je prioritet učinkovitost postavljanja.
Kada su glodala za utore povoljna
Glodala za utore vrijedi razmotriti za duboke i uske utore, preciznost bočnih stijenki, odrezivanje i obradu uskih utora, duge duljine obrade, masovnu proizvodnju, paralelnu obradu dviju površina, izbjegavanje smetnji i obradu bočnim pristupom na 5-osnim strojevima.
Ako ste u nedoumici: razmislite o glodalu za utore kada vidite ove znakove
- Utor je dubok, ali uzak
- Vibracije se javljaju s čeonim glodalom, ili je širina utora nestabilna
- Strugotine se začepljuju, bočne stijenke se otklanjaju ili se čeono glodalo lomi
- Vrijeme obrade je dugo
- Alat ne može ući s prednje strane, ili treba izbjegavati dugi prepust
TOČKA
Glodala za utore često su među najproduktivnijim opcijama za Grooving
Budući da imaju mnogo reznih bridova po obodu, mogu smanjiti nepotreban prepust i omogućiti korištenje povoljnog promjera u odnosu na širinu utora, prednost u odnosu na čeona glodala postaje veća, posebno kako širina utora postaje manja.
5. Osnovni savjeti za postizanje performansi ─ Prepust, broj zuba i strugotine
1. Držite prepust što je moguće kraćim
Duljina vretena, krutost nosača, točnost odstojnika i točnost montaže izravno utječu na konačni rezultat. Prekomjerni prepust može uzrokovati otklon bočnih stijenki, dimenzionalne varijacije i vibracije.
2. Više zuba nije uvijek bolje
Veći broj zuba može poboljšati produktivnost, ali smanjuje kapacitet žlijeba. Kod ljepljivih materijala, Primjena s dugom strugotinom i dubokih utora, povećanje broja zuba može imati suprotan učinak. To također može dovesti do problema s učinkovitom debljinom strugotine, o čemu će biti riječi kasnije.
3. Ne podcjenjujte istjecanje
Prljavština na montažnim površinama, loša točnost odstojnika ili nedovoljno stezanje mogu koncentrirati opterećenje na određene rezne bridove. To može dovesti do loše površinske obrade, krhanja i pogoršanja širine, stoga je provjera prije montaže ključna.
4. Dajte najveći prioritet evakuaciji strugotine
Tipičan problem u dubokim utorima je ponovno rezanje strugotine ili zaglavljivanje strugotine. Doseg Hlađenja, smjer evakuacije strugotine i smjer rezanja trebaju biti dizajnirani kao cjelina.
5. Vijek trajanja alata mijenja se ovisno o tome kako Cutter ulazi u obradak
Ako se alat iznenada uključi s punim opterećenjem, debela strugotina na izlaznoj strani i udar mogu skratiti vijek trajanja alata. Ulaženje kotrljanjem i smanjenje posmaka pri ulasku učinkovite su protumjere.
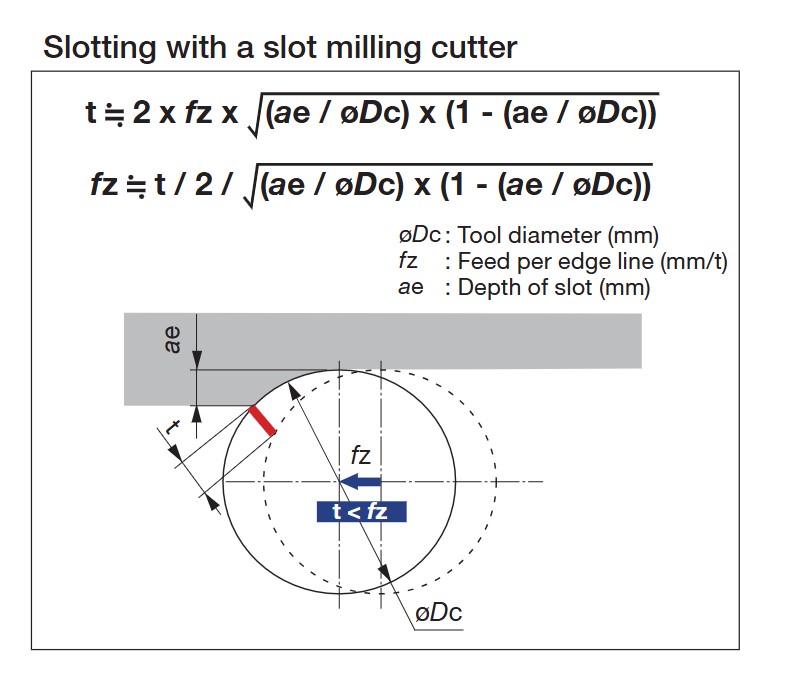
6. Najčešće zanemarena točka kod glodala za utore ─ Debljina strugotine
Zbog svoje strukture, glodala za utore obično rade s malim ae/DC. Ako se uvjeti rezanja određuju samo prividnom brzinom posmaka, rezni brid može na kraju „trljati umjesto rezati“.
Zaključak
Alat je samo lagano uključen, a posmak je još više smanjen
Ovo je najčešći obrazac kvara kod glodala za utore. Kada se pojavi buka, gorenje, prerano trošenje ili loša površinska obrada, prvo provjerite debljinu strugotine.
Koraci za vraćanje pravilnog rezanja
- Provjerite je li osigurana dovoljna debljina strugotine za omjer ae/DC
- Povećajte fz na odgovarajuću vrijednost
- Ako je potrebno, smanjite broj zuba kako biste povećali rad koji obavlja svaki zub
- Ponovno podesite ravnotežu između brzine vretena i brzine posmaka
- Prebacite se s „trljanja“ natrag na „pravilno rezanje“
TOČKA
Ovisno o tome kako su postavljeni uvjeti rezanja, možda sami ograničavate performanse alata
Glodala za utore su alati visoke produktivnosti. Prije nego što pretpostavite da „alat ne može rezati“, prvo posumnjajte da je brzina posmaka jednostavno preniska.
Jednostavan kalkulator debljine strugotine
Unosom promjera alata DC, radijalne dubine rezanja ae, broja zuba z, brzine vretena n i posmaka stola Vf, ovaj alat trenutno izračunava posmak po zubu fz, maksimalnu debljinu strugotine hex, prosječnu debljinu strugotine hm i ae/DC.
ae/DC = ae / DC
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Približne formule za periferno Milling gdje je ae < DC. Za potpuno Slot milling, postavite ae = DC, s hex = fz i hm ≒ 2fz/π.
Kako koristiti kalkulator
- Unesite svoje trenutne uvjete obrade — DC, ae, z, n i Vf
- Ako je hex ispod 0,02 mm, trljanje je velika briga. Razmislite o povećanju fz ili smanjenju broja zuba
- Ako je ae/DC ispod 10%, često je potrebno podići posmak nekoliko puta više od prividnog fz kako bi se postiglo pravilno rezanje
7. Vodič za rješavanje problema po simptomima
| Simptom | Glavni uzroci | Točke za pregled |
|---|---|---|
| Vibracije | Prekomjerni prepust / iznenadno uključenje / trljanje zbog nedovoljnog posmaka | Skratite prepust, lagano smanjite brzinu vretena, povećajte fz kako bi alat rezao, pregledajte geometriju oštrice i broj zuba |
| Nestabilna širina utora | Istjecanje / strano tijelo tijekom montaže / otklon tankostijenog obratka | Provjerite odstojnike i kontaktne površine, razmislite o konfiguracijama podesive širine, ojačajte stezanje obratka |
| Otklon bočne stijenke | Otklon vretena / loša paralelnost nosača / prekomjerna sila rezanja | Provjerite paralelnost nosača, skratite prepust, pregledajte uklanjanje materijala po prolazu |
| Krhanje oštrice ili prerano trošenje | Začepljenje strugotine / udar pri ulasku / neravnomjerno opterećenje | Poboljšajte evakuaciju strugotine, smanjite posmak pri ulasku, smanjite istjecanje, pregledajte broj zuba |
| Gorenje ili škripav zvuk | Prekomjerna brzina rezanja / trljanje zbog preniske brzine posmaka / rezonancija tanke kružne pile | Prvo smanjite brzinu vretena, a zatim podesite na pravilan posmak. Izbjegavajte prekomjerne brzine rezanja s tankim listovima kružne pile |
8. Namjenska glodala za utore za specifične industrije ─ Svijet posebnih Cuttera za oblikovanje
Standardni kataloški artikli i sustavi za automatsko crtanje mogu pokriti samo posebne oblike koji se mogu izraziti parametarski. U stvarnoj proizvodnji, međutim, postoji jasna potražnja za završnom obradom složenih profila oblika u jednom prolazu.
Tu dolaze potpuno prilagođeni posebni Cutteri za oblikovanje. Tungaloy ima bogato iskustvo u industrijskim Primjenama kao što su automobilska industrija, građevinski strojevi, energetika i industrijski strojevi.
TOČKA
Prilagodba prilagođena svakoj industrijskoj Primjeni
Sustavi za automatsko crtanje dizajnirani su za brzinu i standardizaciju. Posebni Cutteri za oblikovanje dizajnirani su za konsolidaciju složenih oblika koje standardni alati ne mogu pokriti u jedan alat.
1. Glodala za zupčanike ─ Dokazane performanse u građevinskim strojevima, poljoprivrednim strojevima, industrijskim strojevima i zupčanicima za vjetroelektrane
- Primjena: Obrada profila zuba za zupčanike, nazubljene osovine, nazubljenja i slične komponente
- Snaga: Profil zuba ugrađen je u rezni brid, što omogućuje oblikovanje međuzublja u jednom prolazu. Obrada zupčanika može se lakše izvesti na univerzalnim obradnim centrima
- Ključna privlačnost: Potpuno prilagođen dizajn usklađen s modulom, brojem zuba, kutom pritiska i pomakom profila
2. Cutteri za obradu nosača i kočionih čeljusti
- Primjena: Stepenasti utori, lučni utori i obrada složenih profila automobilskih kočionih čeljusti, nosača ovjesa i komponenti šasije
- Snaga: Optimiziran dizajn rasporeda zuba koji potiskuje vibracije kod obradaka niske krutosti
- Ključna privlačnost: Dizajn specifikacije koji uravnotežuje vijek trajanja alata i dimenzionalnu stabilnost u linijama masovne proizvodnje
3. Cutteri za obradu vijčanih rotora
- Primjena: Gruba do poluzavršna obrada muških i ženskih utora rotora za vijčane kompresore, vijčane pumpe i vakuumske pumpe
- Snaga: Složeni vijčani profili oblikuju se s namjenskim profilom reznog brida
- Ključna privlačnost: Potpuno prilagođen dizajn blizu jedinstvenog alata za svaki promjer rotora, korak i profil zuba. Također podržava duge visine zuba i složene krivulje

Opsežni zapisi o usvajanju izgrađeni u raznim industrijama
Tungaloyevi posebni Cutteri za oblikovanje koriste se dugi niz godina u pogonima masovne proizvodnje u ključnim industrijama kao što su automobilska industrija, građevinski strojevi, poljoprivredni strojevi, industrijski strojevi i energetika. Kroz Primjene uključujući zupčanike, nosače i čeljusti te vijčane rotore, Tungaloy je akumulirao dizajnersko znanje i opsežnu biblioteku Primjena koje se bave zahtjevima obrade svake industrije.
Zaključak
Oblici koji se ne mogu u potpunosti izraziti sustavima za automatsko crtanje upravo su ono gdje posebni Cutteri za oblikovanje briljiraju
Budući da je Tungaloy izgradio dokazane rezultate u mnogim industrijama, može dizajnirati Cuttere optimizirane za svaki izazov obrade.
Sažetak ─ Isticanje vrijednosti glodala za utore
Glodala za utore nisu „alati samo za odrezivanje i Grooving“. Oni pokazuju svoju pravu vrijednost u modernim izazovima obrade kao što su duboki utori, preciznost bočnih stijenki, izbjegavanje smetnji i obrada bočnim pristupom na 5-osnim strojevima.
Međutim, budući da glodala za utore obično rade s malim ae/DC zbog svojih karakteristika alata, razumijevanje debljine strugotine polazna je točka za postavljanje uvjeta rezanja.
- Glodala za utore su jaka u Groovingu, obradi bočnih stijenki, odrezivanju i izbjegavanju smetnji
- U Groovingu, često su među najproduktivnijim opcijama
- Prepust, montaža i istjecanje određuju konačni rezultat
- Više zuba nije uvijek bolje. Provjerite kapacitet žlijeba i evakuaciju strugotine
- Nemojte odmah pretpostaviti da „alat ne može rezati“; prvo posumnjajte da je „brzina posmaka preniska“
- Kada je ae/DC mali, uvijek provjerite debljinu strugotine
- Za oblike koje ne mogu pokriti standardni alati ili sustavi za automatsko crtanje, posebni Cutteri za oblikovanje mogu omogućiti konsolidaciju procesa
Odabir glodala za utore može se razmotriti korak po korak prema težini izazova obrade: „standardna serija / alati s izmjenjivom glavom → posebni alati stvoreni automatskim crtanjem → potpuno prilagođeni posebni Cutteri za oblikovanje.“ Nakon razumijevanja osnova, razmotrite opcijski sloj koji najbolje odgovara težini vaše Primjene obrade.