Osnove Chipbreakera — Od osnovne teorije do odabira
Kada ljudi čuju riječ „chipbreaker“, mnogi mogu zamisliti utor dizajniran za lomljenje Chipa.
U praksi se, međutim, chipbreaker odnosi na cijeli skup specifikacija rezne oštrice, uključujući kut nagiba, land i honiranje.
To je ključni element za stabilnost procesa, odgovoran ne samo za Chip control, već i za kontrolu otpora rezanja i osiguravanje čvrstoće rezne oštrice istovremeno.
Ovaj članak sustavno objašnjava sve, od principa chipbreakera do metoda odabira, razmatranja prema materijalu obratka i rješavanja problema.
Što ćete naučiti u ovom članku
- Što je chipbreaker? — Definicija kao specifikacije rezne oštrice
- Zašto su chipbreakeri potrebni?
- Kada je bolji izbor bez chipbreakera
- Kako se Chip lomi: princip
- Koji je idealan oblik Chipa?
- Osnovni kriteriji za odabir chipbreakera
- Razlike između chipbreakera za završnu obradu, srednje rezanje i grubu obradu
- Chipbreakeri rade u kombinaciji s uvjetima rezanja
- Razmatranja prema materijalu obratka (ISO P/M/K/N/S/H)
- Točke za pregled kada stvari ne funkcioniraju dobro
- Sažetak
1. Što je chipbreaker?
U užem smislu, pojam chipbreaker odnosi se na utor ili izbočenu Geometry na čeonoj površini pločice, dizajniranu za lomljenje Chipa.
U stvarnom dizajnu pločice, međutim, chipbreaker se odnosi na cijeli skup specifikacija rezne oštrice, uključujući ne samo lomljenje Chipa, već i kontrolu otpora rezanja i čvrstoću rezne oštrice. Ovaj članak objašnjava chipbreakere na temelju ove šire definicije.
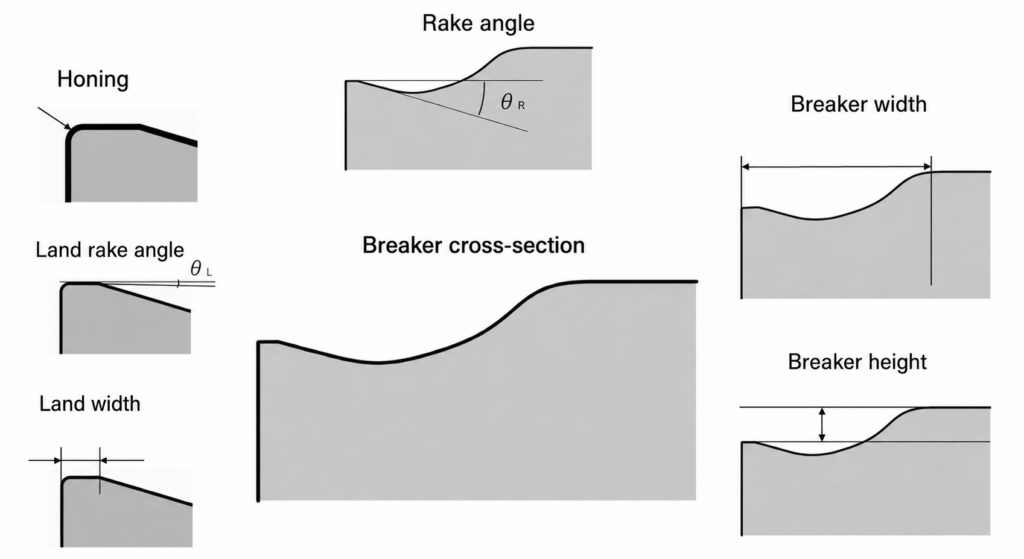
Elementi koji čine chipbreaker
- Širina breakera — Širina utora koja određuje udaljenost na kojoj se Chip savija
- Visina zida breakera — Visina zida koji prima i savija Chip
- Kut nagiba — Kut koji utječe na smjer protoka Chipa i otpor rezanja
- Širina landa — Širina ravne površine neposredno iza rezne oštrice
- Kut nagiba landa — Kut nagiba površine landa.
- Honiranje (priprema oštrice) — Blago zaobljenje primijenjeno na reznu oštricu
Odnos između faktora parametara i njihovih učinaka
Tablica u nastavku sažima kako promjene u svakom elementu utječu na tri faktora: „performanse lomljenja Chipa“, „otpor rezanja“ i „čvrstoću rezne oštrice“.
| Faktor parametra | Smjer promjene | Performanse lomljenja Chipa | Otpor rezanja | Čvrstoća rezne oštrice |
|---|---|---|---|---|
| Širina breakera | Učiniti užim | ↑ Lakše lomljenje Chipa | ↑ Povećava se | – |
| Visina zida breakera | Učiniti višim | ↑ Lakše lomljenje Chipa | ↑ Blago se povećava | – |
| Kut nagiba | Povećati pozitivni kut | ↑ Lakše savijanje | ↓ Smanjuje se | ↓ Smanjuje se |
| Širina landa | Učiniti širim | ↓ Blago se pogoršava | ↑ Povećava se | ↑ Poboljšava se |
| Kut nagiba landa | Povećati negativni kut | ↓ Blago se pogoršava | ↑ Povećava se | ↑ Poboljšava se |
| Honiranje | Učiniti većim | ↓ Blago se pogoršava | ↑ Povećava se | ↑ Poboljšava se |
TOČKA
„Odabir chipbreakera“ je ekvivalentan odabiru ukupne ravnoteže ovih specifikacija rezne oštrice
Performanse lomljenja Chipa, otpor rezanja i čvrstoća rezne oštrice su u kompromisnom odnosu, stoga je važno pronaći optimalnu ravnotežu za cilj obrade.
2. Zašto su chipbreakeri potrebni?
Problemi kada nema chipbreakera
- Dugi kontinuirani Chip → Chip se omotava oko obratka ili alata
- Rizik od izgrebanih obrađenih površina i zaustavljanja stroja
- Sigurnosni problemi za operatere, jer su dugi Chipovi oštri i opasni
- Posebno kod automatskih strojeva i kontinuirane obrade, loša evakuacija Chipa može izravno dovesti do zaustavljanja procesa
Prednosti posjedovanja chipbreakera
- Poboljšana učinkovitost obrade — Chipovi se pravilno lome i evakuiraju
- Duži vijek trajanja alata — Sprječava abnormalna opterećenja uzrokovana zapletanjem Chipa
- Stabilna kvaliteta obrade — Smanjuje kontakt Chipa koji može narušiti završnu obradu površine
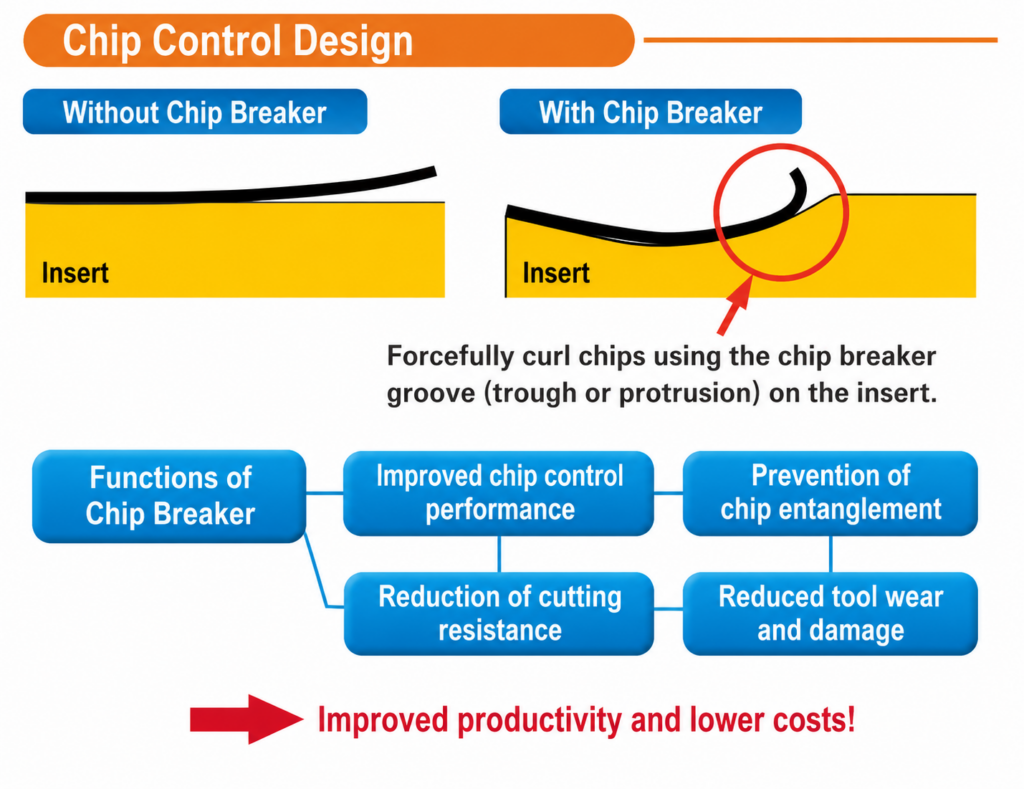
Više od Chip control — tri uloge
Chipbreaker je odgovoran ne samo za Chip control, već i za kontrolu otpora rezanja i osiguravanje čvrstoće rezne oštrice istovremeno.
- Chip control — Pravilno lomi i evakuira Chipove kroz dizajn širine breakera i visine zida
- Otpor rezanja — Smanjuje otpor kroz dizajn kuta nagiba i širine breakera, doprinoseći uštedi energije i suzbijanju vibracija
- Čvrstoća rezne oštrice — Osigurava čvrstoću rezne oštrice kroz dizajn širine landa, kuta nagiba landa i honiranja, sprječavajući lom i abnormalno trošenje
TOČKA
Chipbreaker je element koji istovremeno dizajnira „Chip control“, „otpor rezanja“ i „čvrstoću rezne oštrice“
Odabir breakera znači odabir optimalne ravnoteže ova tri faktora. Gledanje samo na Chip control može dovesti do pogrešnog odabira.
3. Kada je bolji izbor bez chipbreakera
Chipbreaker nije „uvijek potreban“, niti je istina da „što jače radi, to bolje“. Ovisno o cilju obrade, materijalu obratka i uvjetima rezanja, postoje slučajevi kada je bez breakera ili breaker sa slabim učinkom lomljenja Chipa povoljniji.
■ Kada odabrati ravnu gornju površinu
Materijali obratka čiji se Chipovi prirodno kratko lome, poput lijevanog željeza i mjedi
Budući da funkcija lomljenja Chipa breakera nije potrebna, ravna gornja površina može se koristiti za davanje prioriteta čvrstoći rezne oštrice.
Ekstremno teško rezanje ili isprekidano rezanje
Budući da utor breakera može postati slaba točka u čvrstoći rezne oštrice, odabir ravne gornje površine može smanjiti rizik od loma.
■ Kada odabrati breaker sa slabim učinkom lomljenja Chipa
Kada želite smanjiti otpor rezanja
Breaker koji ograničava Chip povećava otpor. Kada se niski otpor daje prioritetu u odnosu na Chip control, odabir breakera sa slabim ograničenjem Chipa učinkovit je za suzbijanje otpora.
Kada želite postići izvrsnu kvalitetu obrađene površine
Kada se naglašava lomljenje Chipa, ograničenje Chipa breakerom povećava debljinu Chipa, stvarajući Chipove koji će vjerojatnije ogrebati obrađenu stijenku. Breaker sa slabim ograničenjem može generirati Chipove koji će manje vjerojatno oštetiti obrađenu površinu, omogućujući davanje prioriteta kvaliteti površine.
TOČKA
Ovisno o cilju obrade, materijalu obratka i uvjetima, „bez breakera“ ili „slab breaker“ također mogu biti pravi izbor
Važno je izbjeći pretpostavku da je breaker uvijek potreban i donositi odluke prilagođene cilju obrade.
4. Kako se Chip lomi: princip
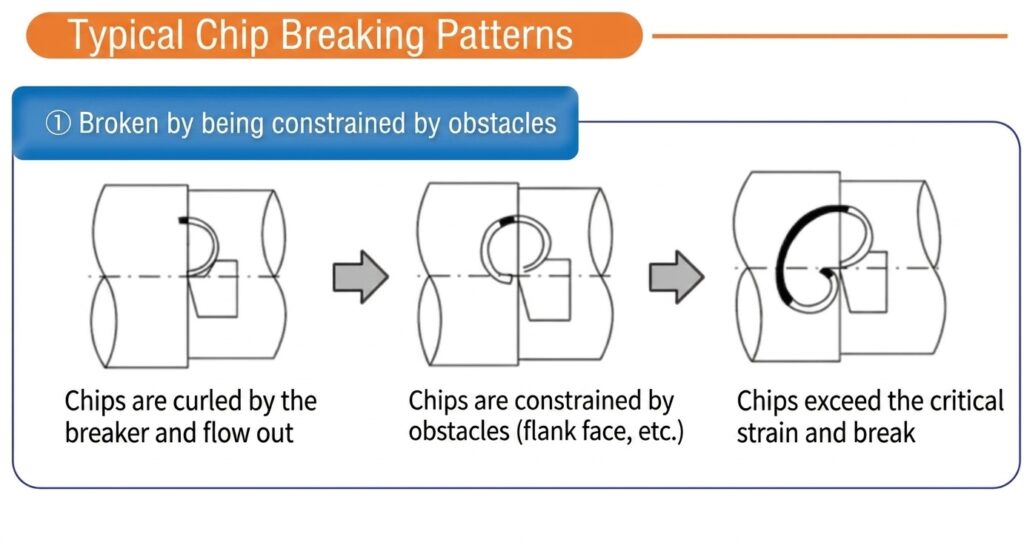
Princip po kojem chipbreaker lomi Chipove može se razumjeti u sljedeća četiri koraka.
- Smiču se i podižu — Chip počinje teći duž čeone površine od rezne oštrice
- Savijanje — Chip je prisiljen snažno se savijati geometrijom breakera, kao što su utor i zid
- Povećanje naprezanja — Radijus savijanja postaje manji, povećavajući naprezanje savijanja unutar Chipa
- Lomljenje — Chip se lomi kada naprezanje prijeđe svoju granicu
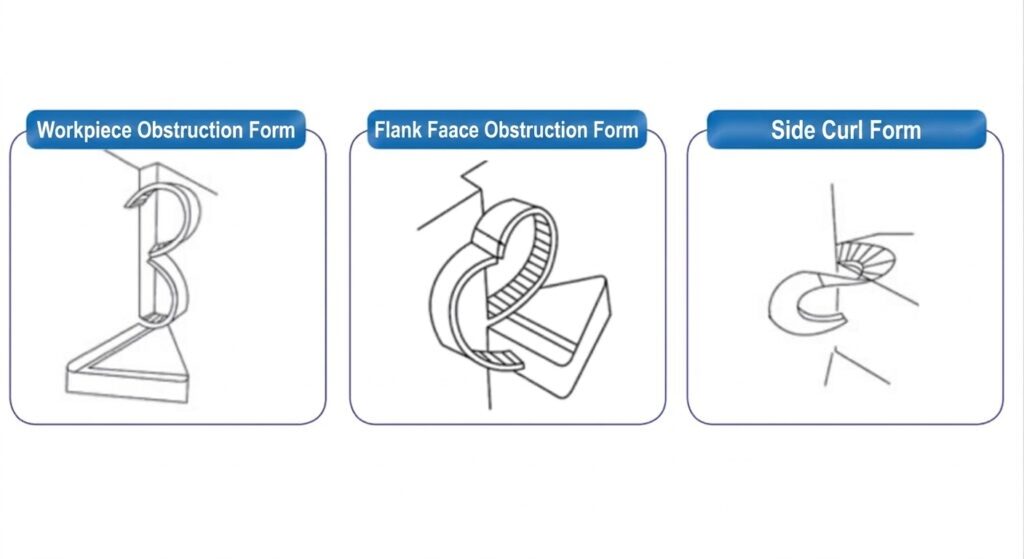
Tri obrasca lomljenja Chipa
- Lomljenje o alat — Savijeni Chip se sudara sa zidom breakera ili površinom pločice i lomi se
- Lomljenje o obradak — Savijeni Chip udara o površinu obratka i lomi se
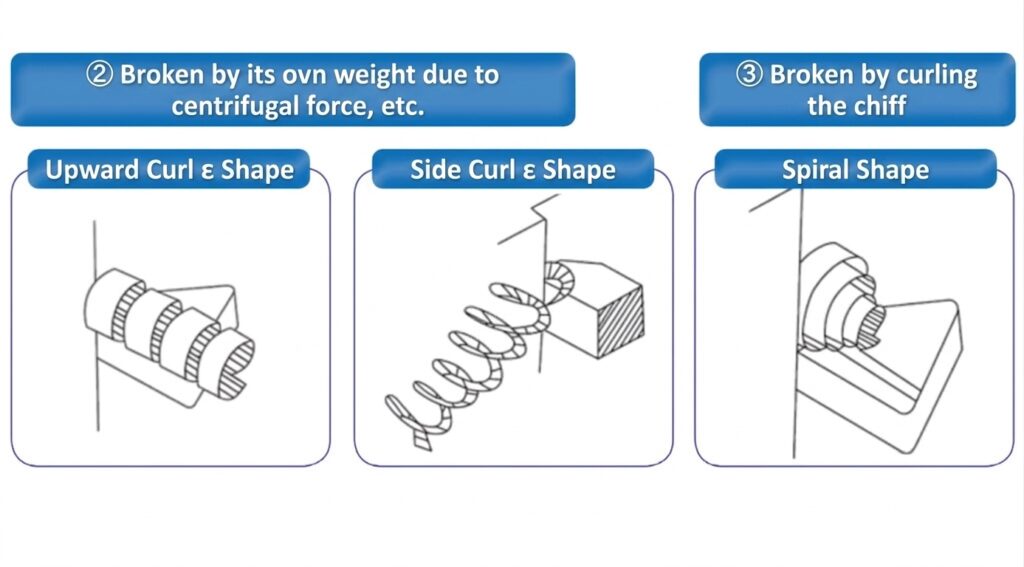
- Tip samolomljenja — Chip se lomi prirodno samo zbog vlastitog naprezanja savijanja
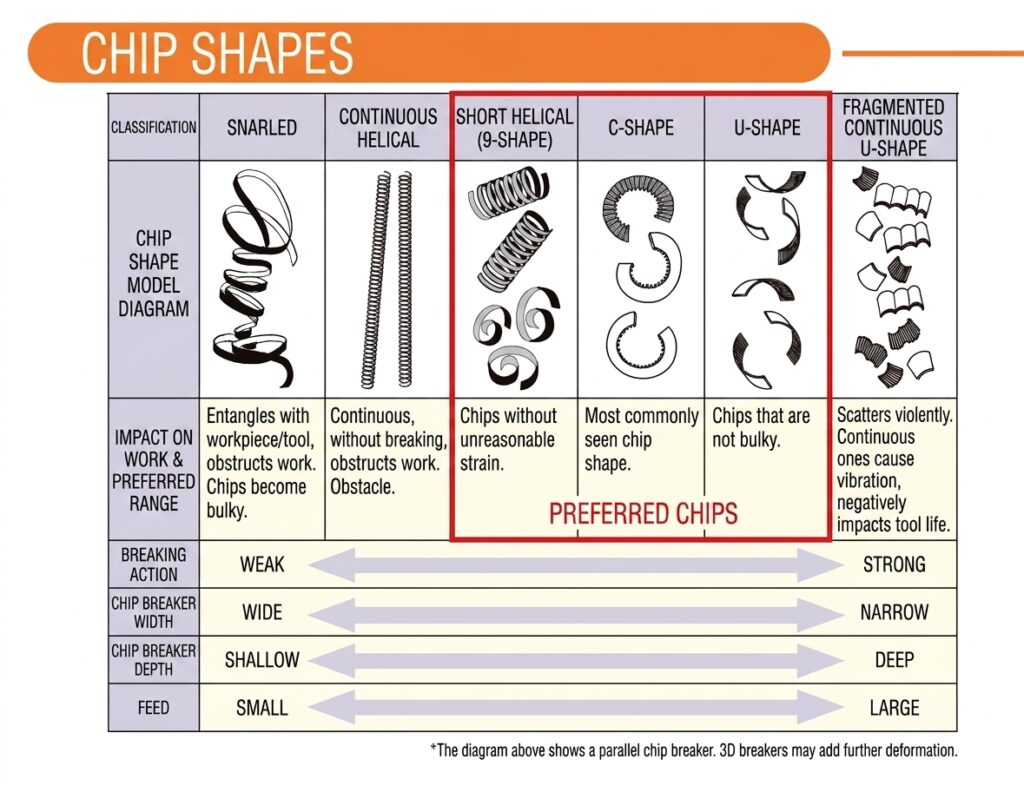
5. Koji je idealan oblik Chipa?
Poznavanje „kakav je Chip dobar“ pruža osnovu za procjenu odabira breakera i podešavanja uvjeta.
Idealni Chipovi
- Namotani Chipovi s nekoliko zavoja — Umjereno savijeni i prirodno slomljeni
- Umjereno slomljeni Chipovi u obliku slova C — Nisu prekratki i nisu predugi, lako se evakuiraju
Nepoželjni Chipovi
❌ Prekomjerno dugi kontinuirani Chipovi
Oni se omotavaju oko obratka ili alata i grebu obrađenu površinu. Kod automatskih strojeva mogu uzrokovati zaustavljanje procesa zbog loše evakuacije.
❌ Izuzetno sitni i tvrdi Chipovi
To ukazuje da breaker previše snažno ograničava Chip. Povećava opterećenje na reznoj oštrici, što dovodi do kraćeg vijeka trajanja alata i većeg rizika od loma.
TOČKA
Idealan Chip je „nije prekratak, nije predug i lako se evakuira“
Cilj nije samo lomljenje Chipa; ravnoteža je važna.
6. Osnovni kriteriji za odabir chipbreakera
Postoje tri glavna osnovna kriterija koja treba uzeti u obzir pri odabiru chipbreakera.
① Područje obrade
To se odnosi na kategorije završne obrade, srednjeg rezanja i grube obrade. Budući da se potrebna oštrina, čvrstoća rezne oštrice i sposobnost Chip control razlikuju, odaberite sustav breakera prilagođen području obrade.
② Materijal obratka
Formiranje Chipa uvelike varira ovisno o materijalu obratka, kao što su čelik, nehrđajući čelik, lijevano željezo, non-ferrous metals i legure otporne na toplinu. Svaki proizvođač nudi sustave breakera koji odgovaraju ISO klasifikacijama (P/M/K/N/S/H).
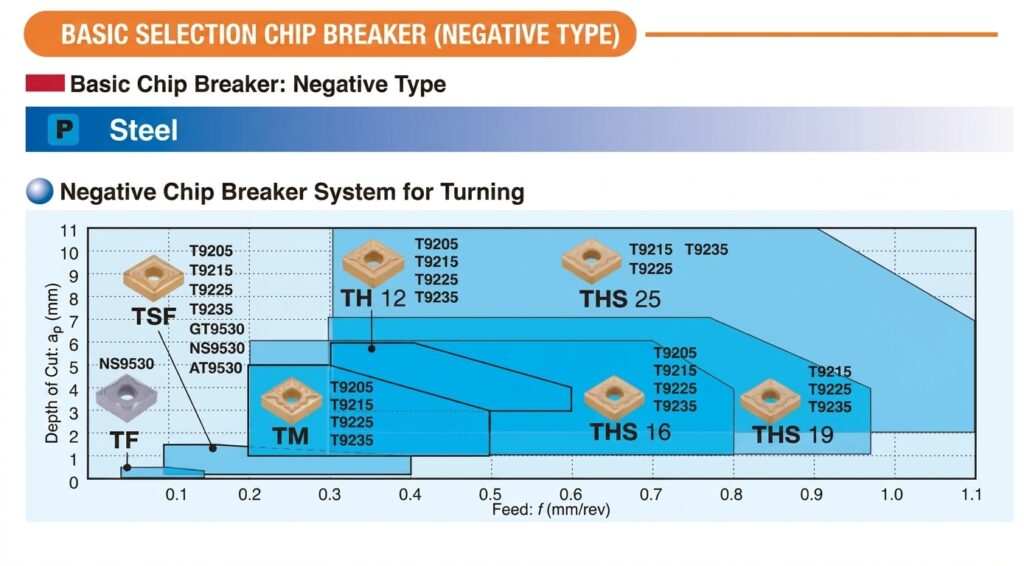
③ Raspon dubine rezanja (ap) i Feeda (f)
Svaki breaker ima svoj prikladan raspon dubine rezanja i Feeda. Koristite kartu odabira chipbreakera (ap × f) prikazanu u katalozima za odabir breakera koji odgovara uvjetima obrade.
TOČKA
Kako čitati kartu odabira chipbreakera
Horizontalna os prikazuje Feed (f), vertikalna os prikazuje dubinu rezanja (ap), a primjenjivi raspon svakog breakera označen je kao područje. Provjerite u koje područje spadaju vaši uvjeti obrade i odaberite odgovarajući breaker.
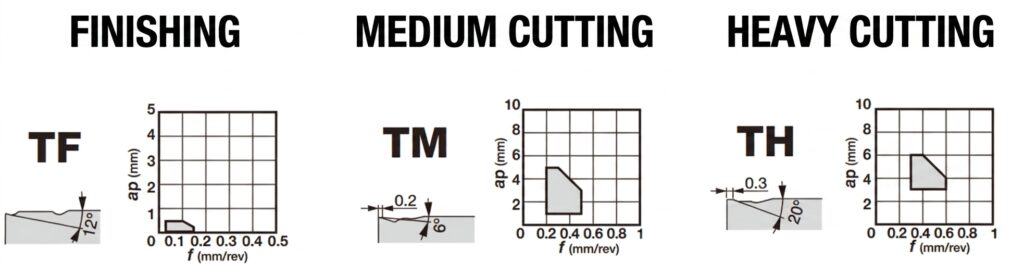
7. Razlike između chipbreakera za završnu obradu, srednje rezanje i grubu obradu
Performanse koje se zahtijevaju od breakera uvelike variraju ovisno o području obrade.
| Stavka | Za završnu obradu | Za srednje rezanje | Za grubu obradu |
|---|---|---|---|
| Feed i dubina rezanja | Niski Feed, plitka dubina rezanja | Srednji raspon | High feed, velika dubina rezanja |
| Oštrina | Oštra (niski otpor) | Uravnoteženi tip | Orijentiran na čvrstoću |
| Čvrstoća rezne oštrice | Niža | srednje | Visoko |
| Kvaliteta površine | ◎ Povoljno | ○ Dobro | △ Nepovoljno |
| Chip control | Podržava tanke Chipove | Podržava širok raspon uvjeta | Snažno lomi debele Chipove |
| Raspon primjene | Usko (ograničeni uvjeti) | Široko (prvi izbor za masovnu proizvodnju) | Prikladno za teško i isprekidano rezanje |
Chipbreakeri za završnu obradu
Dizajnirani s naglaskom na oštrinu u rasponima niskog Feeda i plitke dubine rezanja. Povoljni su za kvalitetu površine i održavaju nizak otpor rezanja. Međutim, čvrstoća rezne oštrice može biti nedovoljna u grubim uvjetima ili isprekidanom rezanju.
Chipbreakeri za srednje rezanje
Ovo su najsvestraniji i dizajnirani su da lako pokriju širok raspon uvjeta. Na mjestima masovne proizvodnje, često su prvi izbor; kada ste u nedoumici, standardni pristup je prvo isprobati breaker za srednje rezanje.
Chipbreakeri za grubu obradu
Robusni dizajni koji podržavaju velike dubine rezanja, High feed i teško rezanje. Snažno savijaju Chipove i pružaju visoku čvrstoću rezne oštrice, ali mogu biti nepovoljni u smislu niskog otpora i kvalitete završne površine.
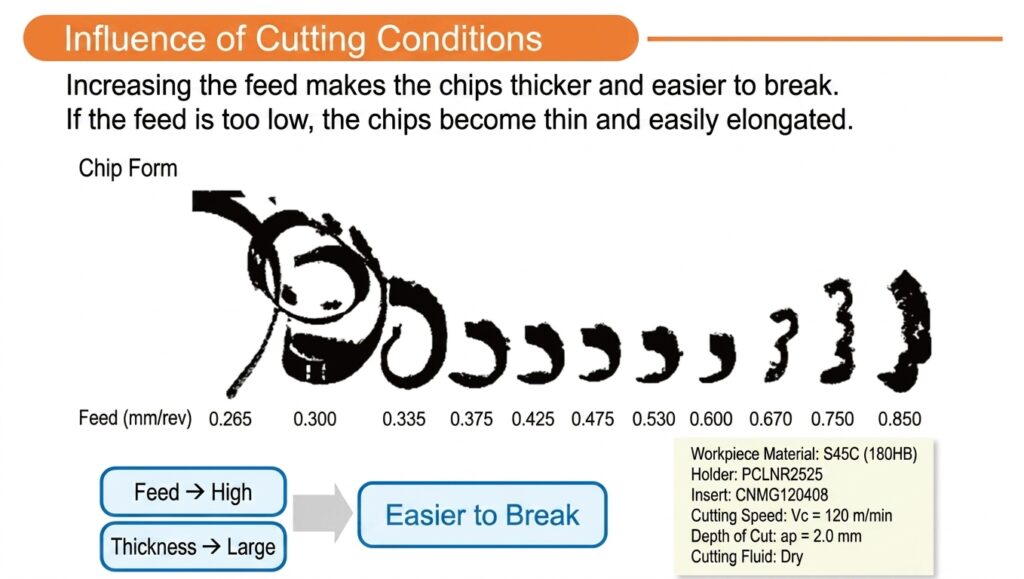
8. Chipbreakeri rade u kombinaciji s uvjetima rezanja
Odabir chipbreakera nije dovršen samo geometrijom breakera. Način na koji radi mijenja se ovisno o kombinaciji s uvjetima obrade.
Uvjeti obrade koji utječu na performanse breakera
- Feed (f) — Ako je Feed prenizak, Chipovi postaju tanki i teško se lome. Ako je previsok, prekomjerno ograničenje povećava opterećenje rezne oštrice.
- Dubina rezanja (ap) — Ako je preplitka, širina Chipa postaje nedovoljna i breaker je manje učinkovit.
- Brzina rezanja (Vc) — Općenito, kako se Brzina rezanja povećava, učinkoviti raspon breakera teži da postane uži.
- Hlađenje — Učinkoviti raspon mijenja se ovisno o prisutnosti ili odsutnosti tekućine za rezanje i načinu opskrbe. Hlađenje pod visokim tlakom pomaže evakuaciji i lomljenju Chipa.
- Kut držača (kut prilaza) — Mijenja smjer protoka Chipa, debljinu i širinu, utječući na način rada breakera.
TOČKA
Odabir breakera nije dovršen samo breakerom
Određen je kombinacijom Feeda, dubine rezanja, brzine i Hlađenja. Općenito, kako se Brzina rezanja povećava, temperatura Chipa raste i Chip postaje mekši, pa raspon Feeda i dubine rezanja u kojem je breaker učinkovit postaje uži.
9. Razmatranja prema materijalu obratka
Formiranje Chipa uvelike se razlikuje ovisno o vrsti materijala obratka, a mijenjaju se i karakteristike koje se zahtijevaju od chipbreakera. Ključne točke za svaku skupinu materijala sažete su u nastavku prema ISO klasifikacijama materijala obratka (P/M/K/N/S/H).
ISO P Čelik (ugljični čelik i legirani čelik)
- Reprezentativni materijal za koji se breakeri lako primjenjuju. Pod odgovarajućim uvjetima, relativno je lako postići ciljani oblik Chipa.
- Općenito, Chip control je dobar, a sila rezanja je unutar stabilnog raspona.
- Niskougljični čelik (C<0,25%) je duktilan i sklon adheziji, uključujući nakupljanje materijala na oštrici. Oštra rezna oštrica i pozitivan kut nagiba su učinkoviti. Održavanje dubine rezanja na ili iznad radijusa vrha poboljšava Chip control.
- Kod visoko legiranih čelika i čelika visoke tvrdoće, stvaranje topline se povećava, a učinkoviti raspon breakera teži da postane uži.
ISO M Nehrđajući čelik
- Reprezentativni materijal koji teži proizvodnji dugih Chipova i teško ga je kontrolirati.
- Austenitni nehrđajući čelik sklon je otvrdnjavanju, proizvodeći tvrde Chipove i nakupljanje materijala na oštrici. Preporučuju se oštra rezna oštrica i pozitivna Geometry.
- Dupleks nehrđajući čelik ima visoku vlačnu čvrstoću i velike sile rezanja. Chipovi postaju debeli i tvrdi, stvarajući rizik od udaranja Chipa ili oštećenja rezne oštrice uzrokovanog udarom Chipa.
- Kombinacija namjenskih sustava breakera za završnu obradu, srednje rezanje i grubu obradu s Hlađenjem pod visokim tlakom je učinkovita.
- Važno je rezati ispod sloja otvrdnutog obratka i održavati konstantnu dubinu rezanja.
ISO K Lijevano željezo
- Karakterizirano kratkim Chipovima koji se lako lome; Chip control je općenito dobar.
- Sivo lijevano željezo (GCI) ima visoka svojstva samolomljenja i Chipovi se teže kratko lome. Otpornost na abrazivno trošenje važnija je od funkcije lomljenja Chipa breakera.
- Nodularno lijevano željezo (NCI) teži proizvodnji nakupljanja materijala na oštrici, a kod mekih feritnih vrsta dominira adhezivno trošenje.
- CGI (kompaktirano grafitno željezo) ima vlačnu čvrstoću 2 do 3 puta veću od GCI-a, što rezultira većom silom rezanja i stvaranjem topline.
- ADI (austempered ductile iron) smanjuje vijek trajanja alata za 40 do 50% u usporedbi s NCI-jem. Potrebno je obratiti pažnju na visoke dinamičke sile rezanja.
- Često se koriste negativne pločice koje naglašavaju čvrstoću rezne oštrice.
ISO N non-ferrous metals (aluminij, legure bakra, itd.)
- Legure aluminija imaju niske sile rezanja i teže proizvodnji dugih Chipova. Ako su legirane, Chip control je relativno jednostavan.
- Čisti aluminij ima visoku adheziju, što čini oštru reznu oštricu i visoku Brzinu rezanja bitnima.
- Aluminij s udjelom Si od 13% ili više je vrlo abrazivan, a PCD alati su učinkoviti.
- Legure bakra poput mjedi i bronce generiraju relativno kratke Chipove. Slobodno rezne legure bakra imaju nisku ovisnost o breakerima.
- Općenito, oštre rezne oštrice i pozitivna Geometry su osnovni zahtjevi. Breakeri sa slabim učinkom lomljenja Chipa također su opcija kada se daje prioritet oštrini.
ISO S Superlegure otporne na toplinu i titan (HRSA)
Legure na bazi nikla, poput Inconela
- Visoka čvrstoća na visokim temperaturama, a generiraju se segmentirani Chipovi koje je teško slomiti.
- Visoke dinamičke sile rezanja stvaraju veliko opterećenje na reznoj oštrici. Pazite na trošenje usjeka i nakupljanje materijala na oštrici.
- Preporučuju se okrugle pločice s velikim kutom prilaza i pozitivnom Geometrijom.
Legure titana
- Toplinska vodljivost je niska, pa se toplina rezanja koncentrira na reznoj oštrici.
- Tanki Chipovi dodiruju usko područje čeone površine, stvarajući koncentrirano opterećenje blizu rezne oštrice.
- Ako je Brzina rezanja previsoka, kemijske reakcije s materijalom alata mogu stvoriti rizik od iznenadnog loma.
- Potrebna je oštra i žilava rezna oštrica.
Legure na bazi kobalta
- Među materijalima koji se najteže obrađuju, s visokom otpornošću na koroziju na visokim temperaturama. Specifični otpor rezanja je izuzetno visok, od 2700 do 3100 N/mm².
Zajedničke točke
- Kombinacija Hlađenja pod visokim tlakom i namjenskih breakera je bitna.
- Chip control u rasponima niske brzine i niskog Feeda je izazov.
- Obradivost se uvelike razlikuje između žarenih i starosno otvrdnutih materijala, stoga prije odabira breakera potvrdite stanje toplinske obrade.
ISO H Hardened steel (50 do 68 HRc)
- Uglavnom se koristi u operacijama završne obrade. Specifični otpor rezanja je visok, od 2550 do 4870 N/mm², ali Chip control je relativno dobar.
- CBN alati su glavni, a 3D chipbreakeri mogu poboljšati Chip control, osigurati kut nagiba i suzbiti vibracije.
- Plastična deformacija uzrokovana visokom temperaturom rezanja i otpornost na abrazivno trošenje važni su problemi.
10. Točke za pregled kada stvari ne funkcioniraju dobro
Tablica u nastavku sažima tipične simptome, glavne uzroke i protumjere kada se pojave problemi vezani uz Chip.
| Simptom | Glavni uzroci | Protumjere |
|---|---|---|
| Proizvode se dugi Chipovi | Nedovoljan Feed / nedovoljna dubina rezanja / prevelik radijus vrha / neprikladan ulazni kut (kut prilaza) | Povećati Feed / povećati dubinu rezanja / smanjiti radijus vrha / preispitati kut prilaza |
| Chipovi su prekratki i tvrdi, uzrokujući veliko opterećenje rezne oštrice | Prekomjeran Feed / premali radijus vrha / prejak ograničenje breakera, što znači pogrešan odabir breakera | Smanjiti Feed / promijeniti na breaker za High feed primjene / razmotriti breaker sa slabijim učinkom lomljenja Chipa |
| Loša kvaliteta obrađene površine | Chipovi udaraju i grebu površinu obratka / debljina Chipa se povećava zbog ograničenja breakera / nakupljanje materijala na oštrici | Preispitati breaker i uvjete rezanja / promijeniti na breaker sa slabijim ograničenjem / povećati Brzinu rezanja za suzbijanje nakupljanja materijala na oštrici |
💡 Uobičajene zablude
| Zabluda | Stvarnost |
|---|---|
| Promjena breakera rješava sve | Neće funkcionirati ako Feed, dubina rezanja, brzina, Hlađenje i kut držača također nisu prikladni. |
| Što se Chipovi finije lome, to bolje | Ako su Chipovi presitni, opterećenje rezne oštrice se povećava, uzrokujući kraći vijek trajanja alata i lom. |
| Potrebno je provjeriti samo kvalitetu površine | Chipovi mogu udariti o površinu obratka i uzrokovati ogrebotine. Također je potrebno provjeriti oblik Chipa. |
Sažetak — Ključne točke za odabir chipbreakera
Chipbreaker nije jednostavno „utor koji lomi Chipove“; odnosi se na cijeli skup specifikacija rezne oštrice, uključujući kut nagiba, land i honiranje. To je ključni element za stabilnost procesa koji istovremeno utječe na Chip control, otpor rezanja i čvrstoću rezne oštrice.
- Odabir Geometry i optimizacija uvjeta rade kao cjelina — Promjena samo breakera neće proizvesti željeni učinak ako su uvjeti neprikladni.
- Koristite kartu odabira chipbreakera — Provjerite breaker prikladan za uvjete obrade koristeći kataloške karte prema P/M/K/N/S/H klasifikaciji.
- Uzmite u obzir karakteristike materijala obratka — Budući da se formiranje Chipa razlikuje po materijalu, odaberite sustav breakera prilagođen materijalu obratka.
- „Nijedan“ ili „slab“ također mogu biti ispravni — Ovisno o cilju obrade, ravna gornja površina ili breaker sa slabim ograničenjem također mogu biti učinkovita opcija.
- Provjerite oblik Chipa — Ideal je oblik koji je „nije prekratak, nije predug i lako se evakuira“. Promatrajte Chipove nakon obrade i koristite ih kao tragove za poboljšanje.
ZAKLJUČAK
Odabir optimalnog breakera prema karakteristikama materijala obratka i uvjetima obrade ključ je za proizvodnju visokokvalitetnih proizvoda
Pravilnim razumijevanjem chipbreakera i optimizacijom ravnoteže između „Chip control“, „otpora rezanja“ i „čvrstoće rezne oštrice“, može se postići i kvaliteta obrade i produktivnost.