Tungaloy’s Guide to Tap Processing: Overcoming Common Challenges and Exploring Alternatives
Welcome to our in-depth guide on tap processing, a widely used technique for creating internal threads. While tap processing offers convenience, it can also present challenges such as breakage and potential damage to the workpiece. In this article, we will thoroughly explore the causes of tap breakage and effective countermeasures, and introduce the advantages of using thread mills and programming tools as alternatives to traditional tap processing.
Table of Contents
Are you often troubled by frequent tap breakage?
In threading operations, taps are commonly used. However, taps are prone to breaking under high loads, which is a significant drawback. When a tap breaks during processing, removing it can be extremely difficult and poses a risk of damaging the workpiece. Even with expensive materials, this increases the likelihood of producing defective products. 
What Causes Tap Breakage? A Comparison with Thread Mills
There are several main causes of tap breakage:
- Chip Clogging: Taps continuously cut threads, resulting in a large amount of chips that can clog the tool.
- Hard Materials like Hardened Steel: In hard materials, the load on the tap increases, leading to tool breakage.
- Narrow Taps: Narrow diameter taps are especially prone to breakage under high loads.
The table below compares taps and thread mills for the same threading operations. Thread mills, which cut intermittently rather than continuously, have the advantage of being less prone to breakage.
| Tap | Thread Mill | |
|---|---|---|
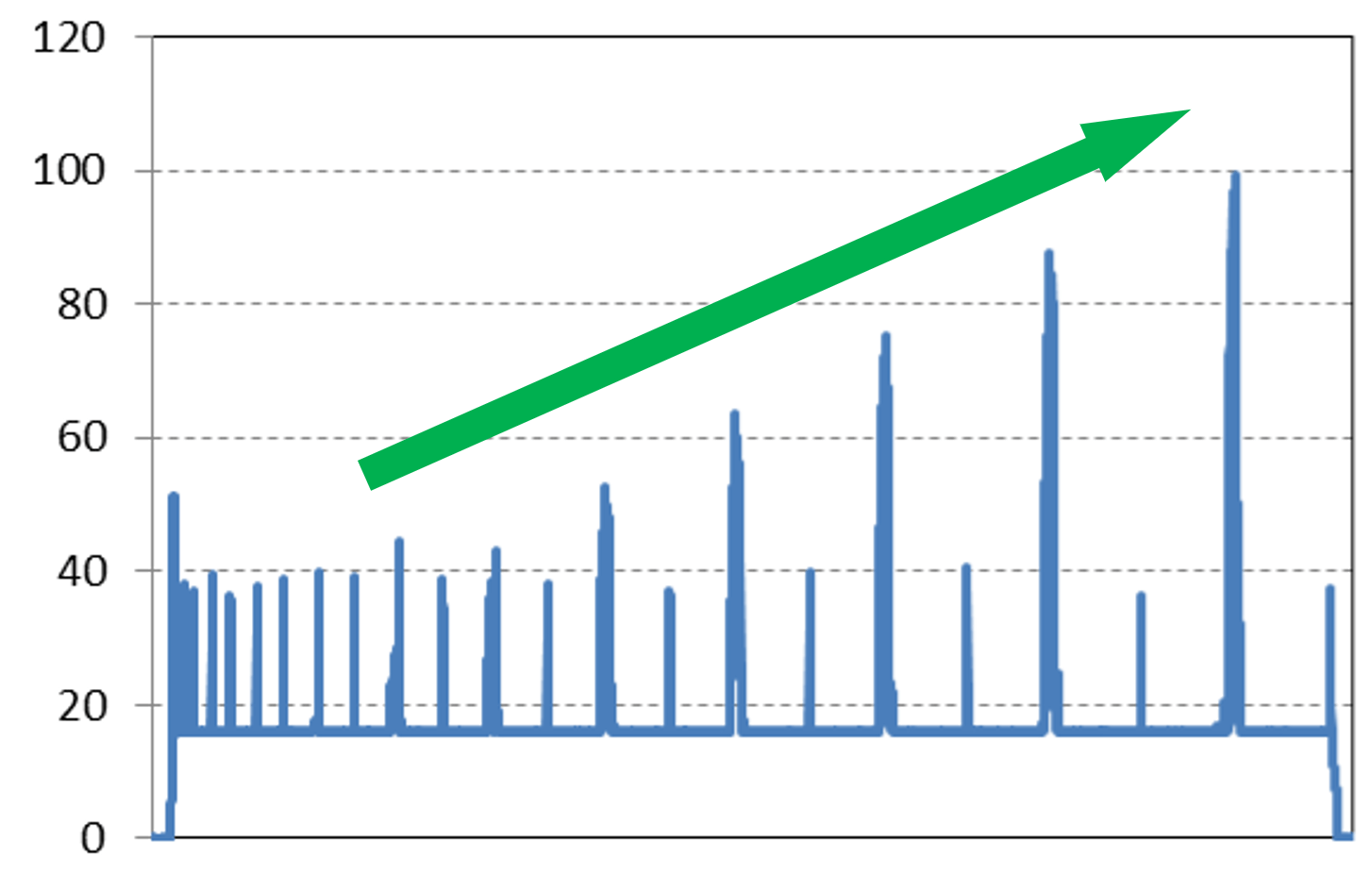
| Cutting Load |
Spindle current (A)
Thread depth
Vc: 10 m/min, Step interval: 2mm High cutting resistance, increasing with depth → Risk of tool breakage and workpiece scrap → Thread deformation in thin-walled areas |
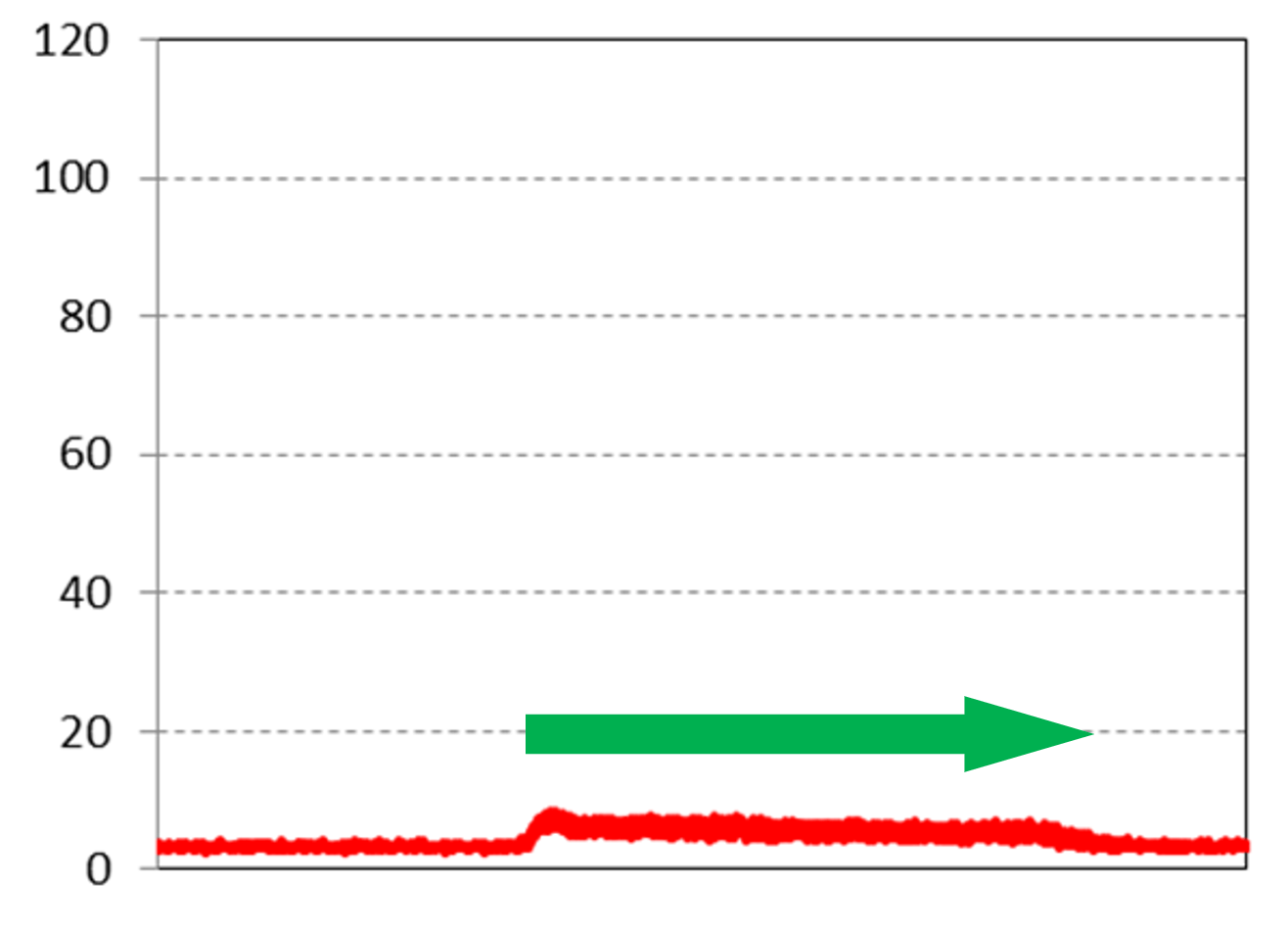
Spindle current (A)
Thread depth
Vc: 95 m/min, fz: 0.02 mm/z Low cutting resistance, stable → Less risk of tool breakage → Achieves precise thread shape even in thin-walled areas Machine used: BT30, Thread spec: Rc1/4 |
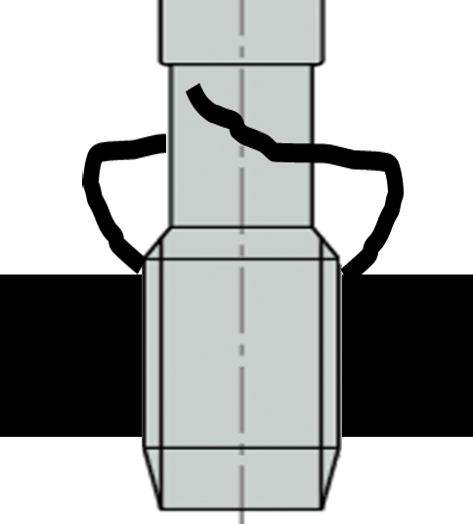
| Chips | Since it is continuous cutting, chips tend to elongate
→ Chips may entangle the tool, requiring removal → Risk of sudden breakage due to chip biting
|
Due to intermittent cutting, chips are finely broken
→ Prevents unplanned stops due to irregular operations → Ensures safety during unattended overnight operation
|
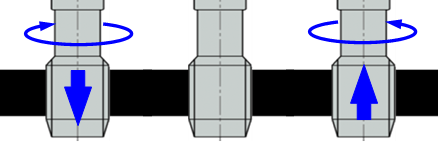
| Difference in Machining Method | Uses the machine’s fixed cycle.
Tool only moves up and down
|
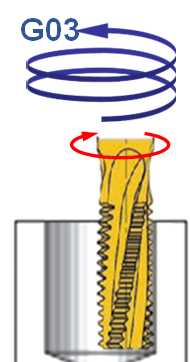
Uses the machine’s helical interpolation function.
Moves in arc interpolation G02, G03, while simultaneously moving along the Z-axis in depth direction. → Slightly more complex program creation
|
| Removal of Broken Tool | Removal with a tap drill is required. Workpiece damage may occur. |
Even if it breaks, only the fragments need to be removed. Reprocessing is possible. |
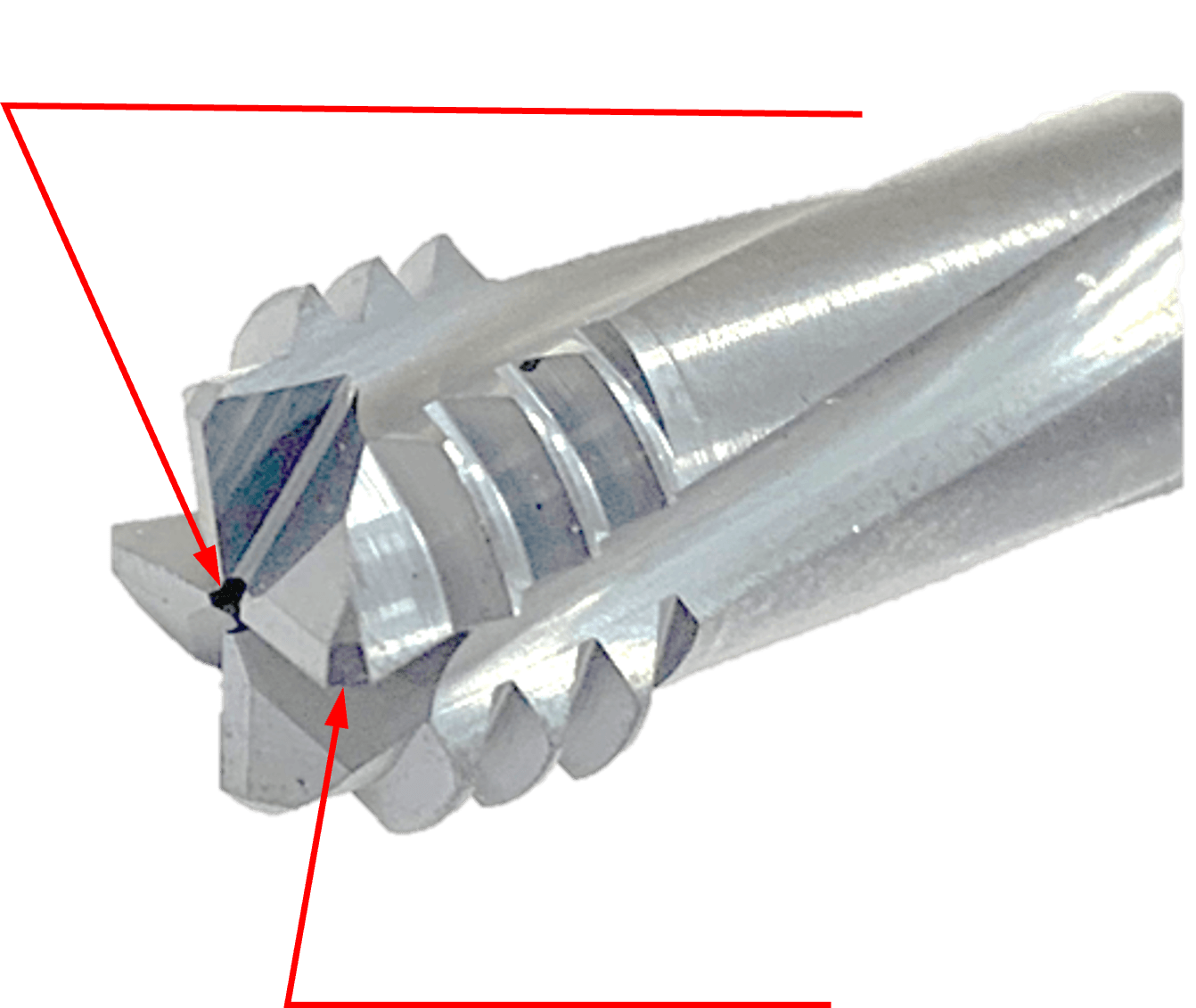
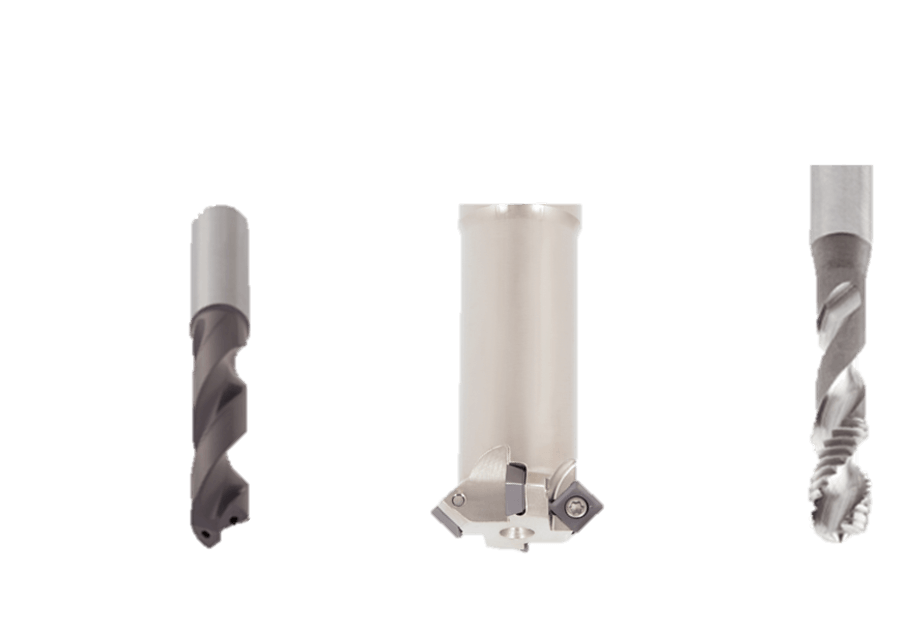
Face cutting edge thread mill capable of threading without pilot hole!
We introduce a tool among thread mills that can significantly improve productivity.
This bottom-edge thread mill, which we are introducing today, is a convenient tool that can combine drilling, threading, and chamfering without the need for a pilot hole!
| Tap | MTECD with Face Cutting Edge | |
|---|---|---|
 |
Cutting fluid outlet
(For pitch less than 1mm,
external lubrication only)
Chamfering cutting edge
|
|
| Machining Method |
Drilling tool
Chamfering
Tap
Three types of tools and processes are required: drilling, chamfering, and chamfering tapping. |
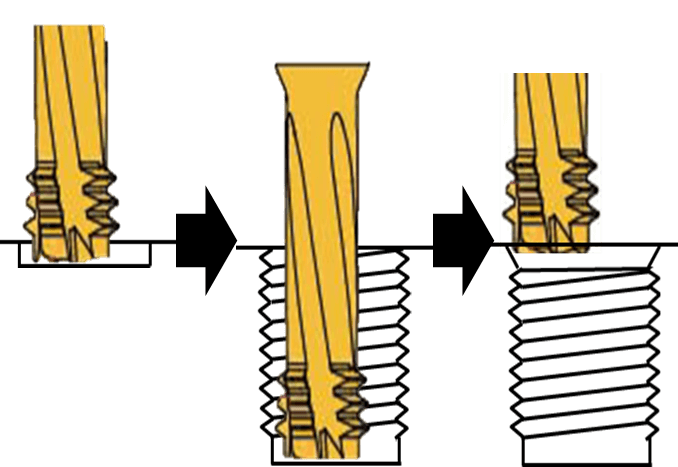
Simultaneous
drilling and threading
Chamfering
process
(Start)
(End)
Drilling and threading can be done with one tool. |
| Pilot Hole | Required | No pilot hole needed |
Easy program creation for thread mills!
The face cutting edge thread mill is recommended for those who often experience tap breakage or wish to consolidate tools, but many hesitate to implement it due to the complexity of program creation.
To address this, Tungaloy offers a chatbot tool that simplifies tool selection and program creation for face cutting edge thread mills, just by inputting thread specifications and standards. This significantly reduces the effort required for programming and leverages the advantages of thread milling.
*This chatbot only supports internal threads for metric threads. For other thread types, please contact us here.
【Choose by Thread Specification】Chatbot here
【Choose by Thread Standards】Chatbot here
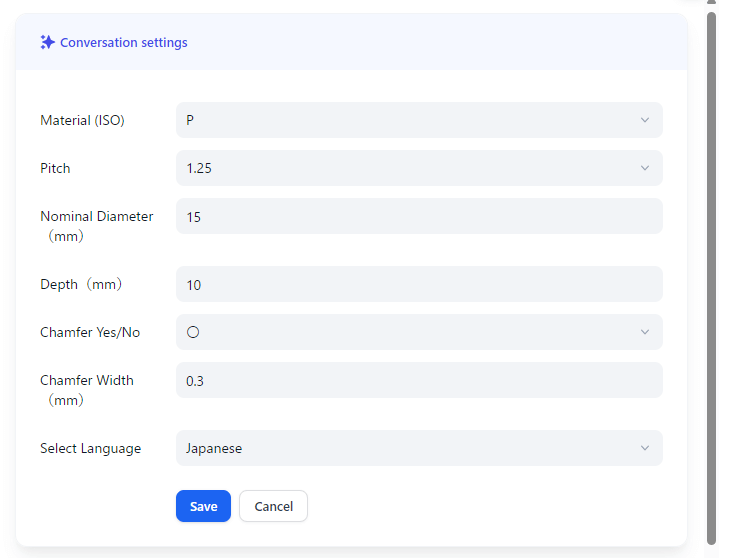
1. Settings Screen
The first step is to configure the necessary parameters in the tool. Please enter the following items:
- Material (ISO): Select the ISO standard for the material used
- Pitch: Select the pitch value
- Nominal Diameter (mm): Enter the nominal diameter of the thread
- Depth (mm): Specify the depth
- Chamfer Yes/No: Select whether to include chamfering
- Chamfer Width (mm): Enter the chamfer width (if chamfering is selected)
- Select Language: Choose the language (e.g., Japanese)
*Using the chatbot for thread standards allows for selection based on thread standards.
Once all parameters are entered, click the Save button to save the settings.
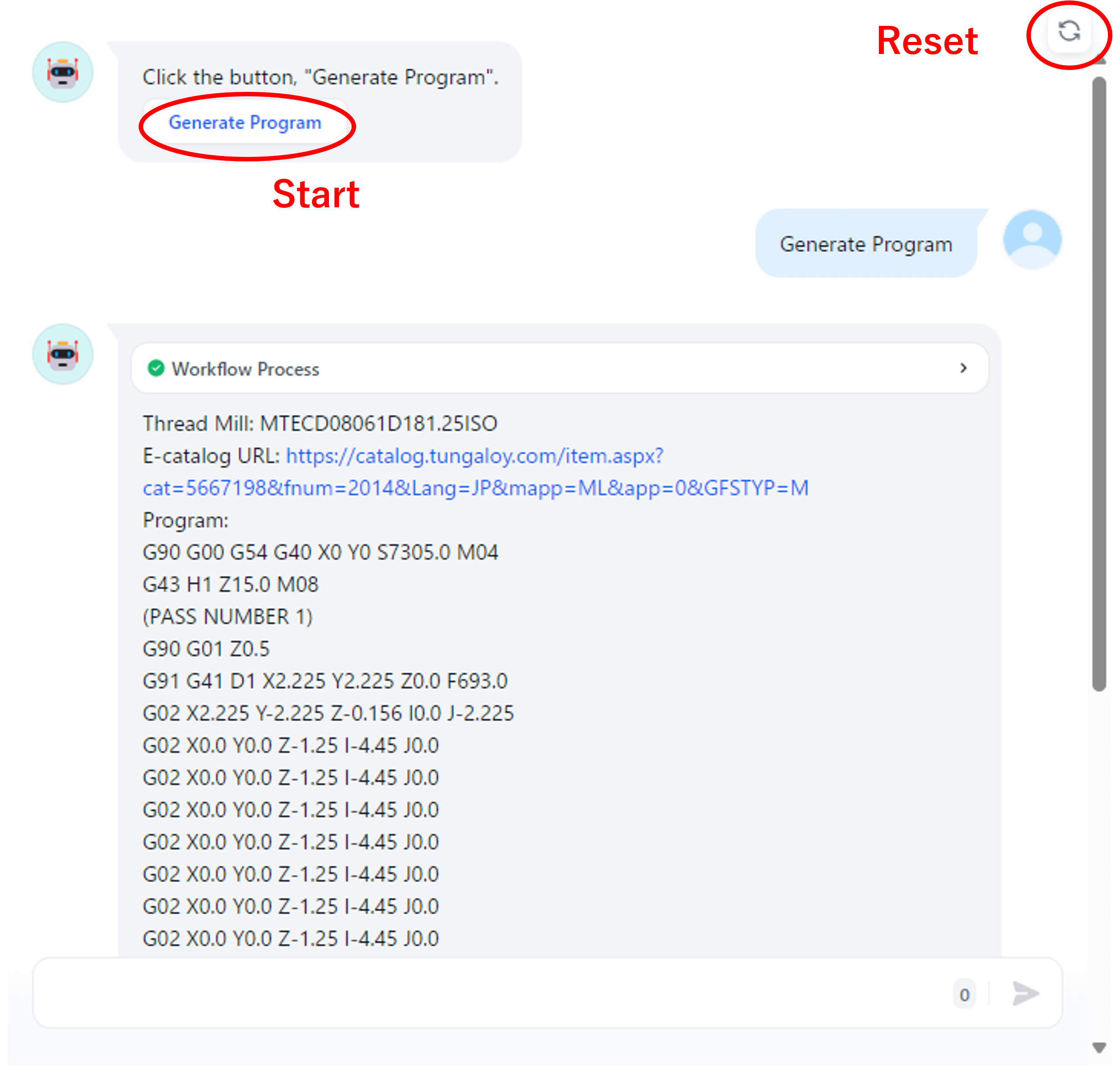
2. Program Generation
After setting, click the Generate Program button to create the program. The generated program will be displayed on the screen and can be easily copied and used. If you wish to reset the settings, click the Reset button at the top right to return to the settings screen.
The chatbot tool for program creation is available below!
Choose by Thread Dimensions
Choose by Thread Standards
In the generated program, the tool moves as shown in the video.