

Solid carbide boring bar for small-diameter turning
Extra-fine cutting edge offers high-precision machining for a wide range of internal applications


Applications & Features
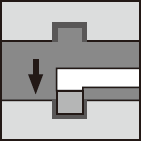
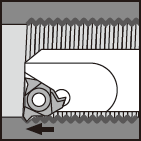
Applications


Features
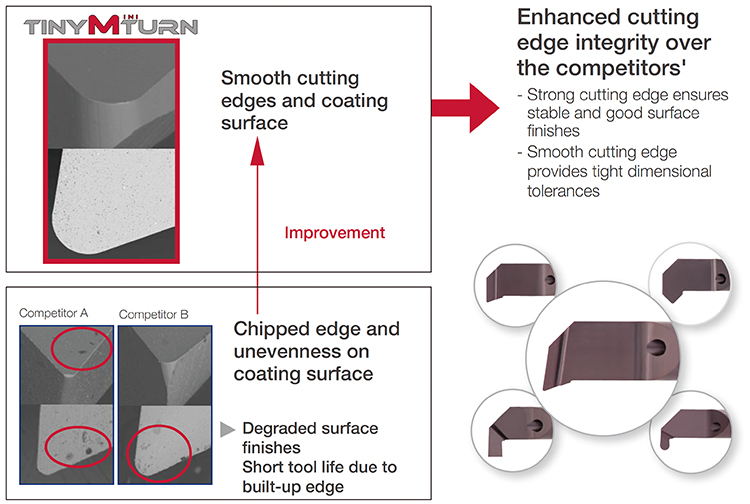
1. Strong cutting edge
Optimized geometry and coating surface.
2. Enhanced lineup for a variety of turning operations of small-diameter holes
Full lineup with 146 items of solid carbide boring bars – Minimum boring diameter : øDm = 0.6 mm
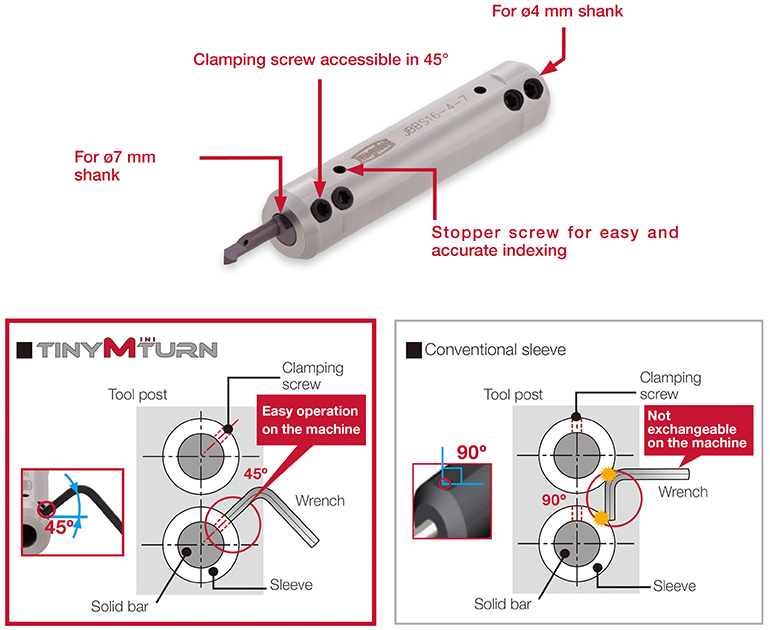
3. High precision collet chuck sleeves
Functional TinyMiniTurn sleeves ensure stability in boring of small-diameter holes.
Solid Carbide Boring Bars & Grades
Solid Carbide Boring Bars



Grades
SH730
![]()
![]()
![]()
- P20 – P35 / M20 – M35 / S05 – S15
- High wear resistance
- Designed for machining steel, stainless steel, and difficult-to-cut material
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- High wear resistance
- Designed for machining steel and stainless steel
BX310
![]()
- H01 – H10
- High wear resistance
- Designed for high-speed continuous cutting of hardened steel
Inserts & Grades
Inserts
Main Grades
SH7025
![]()
![]()
- P20 – P30 / M20 – M30
- The latest grade with sharp cutting edge designed for small part machining.
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- High wear resistance
- Designed for machining steel and stainless steel
SH730
![]()
![]()
![]()
- P20 – P35 / M20 – M35 / S05 – S15
- High wear resistance
- Designed for machining steel, stainless steel, and difficult-to-cut material
GH110
![]()
![]()
![]()
![]()
![]()
- P10 – P20 / M10 – M20 / K10 – K25 / N05 – N15 / S10 – S20
- High wear resistance
J740
- Ultra-fi ne-grain cemented carbide coated with TiN-based compoundF
GT9530
![]()
![]()
- High wear resistance
- Excellent surface quality in finishing
NS9530
![]()
![]()
- High fracture resistance
- Suitable for finishing to medium cutting of steel
TH10
![]()
![]()
![]()
![]()
- P10 / M10 / K10 / N10
- Uncoated Cemented Carbide
BX310
![]()
- H01 – H10
- High wear resistance
- Designed for high-speed continuous cutting of hardened steel
BX470
![]()
- Excellent sharpness
- Suitable for ferrous sintered metal
DX140
![]()
- High wear resistance
- Designed for machining non-ferrous metal and nonmetal
Indexable Toolholders

Sleeves

Practical Examples
Standard cutting conditions
Boring, profi ling, chamfering, back boring
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) | Feed f (mm/rev) |
|---|---|---|---|---|
 |
Low carbon steels S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 | |
| Prehardened steels NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 | |
 |
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 |
 |
Grey cast irons FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 |
| Ductile cast irons FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
Aluminium alloys, Copper alloys Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.08 |
 |
Titanium alloys Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 |
| Superalloys Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
Hardened steel | BX310 | 15 – 100 | 0.01 – 0.1 * |
* Set the D.O.C. and feed according to the tool’s corner radius (RE).
Threading (metric thread)
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Number of passes Pitch (mm) |
||||
|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.75 | 1 | 1.25 | 1.5 | ||||
|
Low carbon steels S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
| Prehardened steels NAK80, PX5, etc. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
|
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 8 | 10 | 12 | 15 | 18 |
|
Grey cast irons FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 |
| Ductile cast irons FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 | |
|
Aluminium alloys, Copper alloys Si < 12% |
SH725 | 90 – 200 | 6 | 8 | 10 | 12 | 15 |
Internal grooving
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 | |
| Prehardened steels NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 | |
|
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 |
|
Grey cast irons FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
| Ductile cast irons FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 | |
|
Aluminium alloys, Copper alloys Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.03 |
|
Titanium alloys Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
| Superalloys Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
Face grooving
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 | |
| Prehardened steels NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 | |
|
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 |
|
Grey cast irons FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
| Ductile cast irons FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 | |
|
Aluminium alloys, Copper alloys Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.05 |
|
Titanium alloys Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
| Superalloys Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
For new indexable boring bar (EPG*04 / EPG*03 insert)
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|
|
Low carbon steels S15C, S25C, etc. C15E, C15E4, etc. Carbon steels S45C, S55C, etc. C45, C55, etc. Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 10 – 150 | ||
| J740 | 10 – 100 | ||
| NS9530 | 150 – 300 | ||
| GT9530 | 150 – 300 | ||
|
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 30 – 150 | ||
|
Grey cast iron FC250, GG25, 250, etc. |
TH10 | 30 – 100 |
|
Aluminium alloys Si < 12% |
TH10 | > 100 |
| DX140 | > 500 | ||
| Aluminium alloys Si > 12% |
TH10 | > 100 | |
| DX140 | > 400 | ||
| Copper alloys | TH10 | > 100 | |
| DX140 | > 500 | ||
|
Hardened materials | BX310 | 30 – 150 |
| Powder metal | Sintered powder metals | BX470 | 100 – 300 |
For more information about this product, visit our online e-catalog or download the product report:

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Aplikacije
 Tungaloy APP
Tungaloy APP TUNG NaviPreporuka Alata Za Vaše Posebne Potrebe
TUNG NaviPreporuka Alata Za Vaše Posebne Potrebe Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportIstražite Tungaloyev TSR za prilagođene uvide u strojnu obradu uz jednostavno pretraživanje
Tungaloy Success ReportIstražite Tungaloyev TSR za prilagođene uvide u strojnu obradu uz jednostavno pretraživanje Technical GuidesPristupite Tungaloyevim tehničkim vodičima za vrijedne uvide, reference i resurse..
Technical GuidesPristupite Tungaloyevim tehničkim vodičima za vrijedne uvide, reference i resurse.. MatrixSustav Upravljanja Alatom
MatrixSustav Upravljanja Alatom Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.