¿Sigue realizando operaciones de Ranurado frontal con una fresa de metal duro integral?
El plato de fresar no cabe debido a las interferencias, por lo que utiliza el filo inferior en su lugar. La superficie de mecanizado es demasiado estrecha, por lo que realiza el Ranurado frontal con una fresa de mango. El mecanizado plano en tornos de tipo suizo también se deja al filo inferior. ¿Es realmente el filo inferior de una fresa de mango la elección correcta para su Ranurado frontal? Marcas de la Cutter, mala calidad superficial, arañazos que aparecen tras el chapado… estos problemas se deben a que los filos inferiores de las fresas de mango no están optimizados para el Ranurado frontal. La fresa de cabezal intercambiable TungMeister de Tungaloy, VFM Head, presenta un diseño específico para Ranurado frontal con un filo wiper y filos de corte afilados de 6 flutes. Disponible en φ12 a φ25 — 4 tamaños y cubriendo los 6 grupos de materiales ISO, redefine el Ranurado frontal con fresas de mango. Este artículo ofrece un análisis exhaustivo de las características técnicas de VFM junto con 3 casos prácticos de mecanizado de usuarios.
Lo que aprenderás en este artículo
- Ranurado frontal con una fresa de mango: ¿se ha convertido en su opción «por defecto»?
- Más allá de los límites de los filos inferiores: la opción VFM Head
- Rendimiento respaldado por datos: comparación cuantitativa de la calidad superficial, la eficiencia y la vida útil de la herramienta
- Casos prácticos de mecanizado de usuarios: calificaciones de «éxito» en los 3 casos
- Resumen: Transforme su Ranurado frontal con VFM
1. Ranurado frontal con una fresa de mango: ¿se ha convertido en su opción «por defecto»?
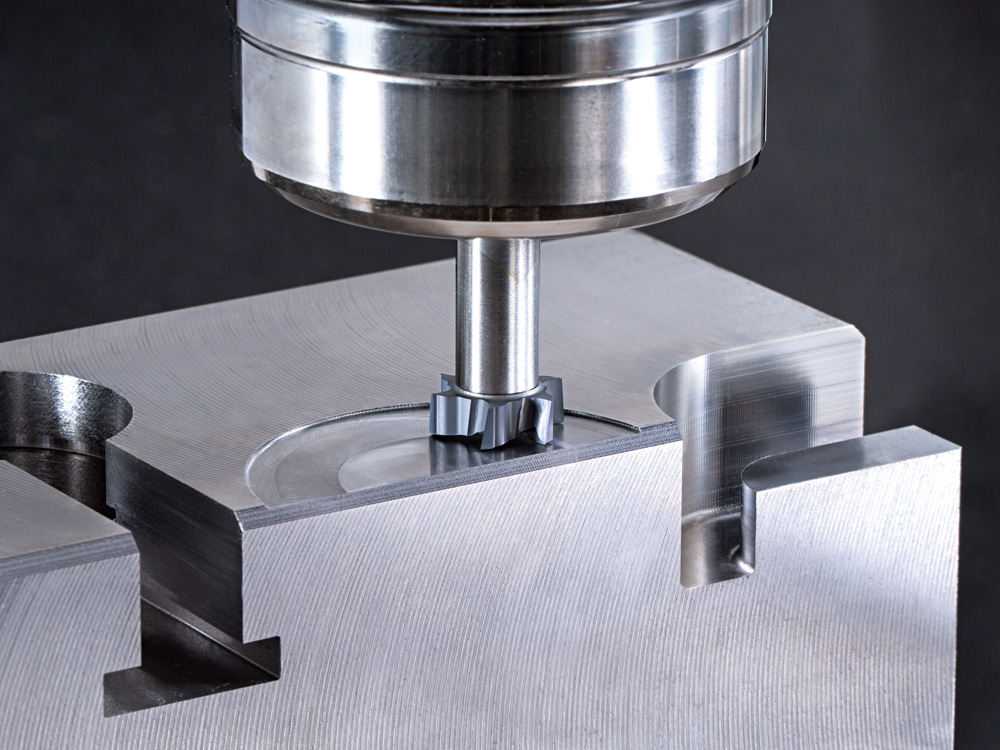
Para el Ranurado frontal y el acabado de superficies inferiores, la herramienta ideal es un plato de fresar (fresa de Ranurado frontal). Sin embargo, en el taller real, ¿no se ha convertido en la opción «por defecto» el uso del filo inferior de una fresa de mango para el Ranurado frontal?
Detrás de esto se esconden tres limitaciones típicas.
Limitación 1: Las interferencias impiden que el plato de Ranurado frontal encaje


Las interferencias de las paredes circundantes, las bridas y los utillajes hacen que, con frecuencia, sea físicamente imposible utilizar un plato de Ranurado frontal. En tales situaciones, utilizar el filo inferior de una fresa de metal duro integral de pequeño diámetro para el Ranurado frontal es la solución habitual.
Limitación 2: La superficie de mecanizado es demasiado estrecha, lo que hace que el diámetro de la herramienta sea excesivo; se utiliza una fresa de mango como sustituto
Limitación 3: Restricciones del diámetro del mango en tornos de tipo suizo y convencionales
Al realizar mecanizados planos (fresado de chaveteros) en componentes de barra redonda utilizando tornos de tipo suizo o convencionales, el diámetro del mango que puede montarse en la unidad de husillo de fresado es limitado. Además, la baja rigidez del husillo de fresado hace que sea difícil aumentar las condiciones de corte, lo que da lugar a una calidad superficial inestable.
El problema común: Limitaciones de los filos inferiores de las fresas de metal duro integral
Los filos inferiores de las fresas de metal duro integral son la solución recurrente en todos estos escenarios. Sin embargo, las fresas de metal duro integral están diseñadas principalmente para el corte periférico (fresado de escuadrado, ranurado) y no están optimizadas para el acabado de superficies inferiores. Como resultado, se producen repetidamente los siguientes problemas.
- Marcas de la Cutter: Pequeñas diferencias de escalón y variaciones en la precisión del radio en los filos inferiores se transfieren directamente a la superficie mecanizada, dejando marcas de la Cutter visibles a simple vista.
- Mala calidad de la superficie inferior: Sin un filo wiper, las fresas de mango tienen dificultades para lograr una rugosidad superficial fina. Sin acabado brillante. No se pueden cumplir los requisitos de calidad de acabado.
- Impacto en los procesos posteriores: Los arañazos en la superficie mecanizada se hacen visibles tras el chapado, lo que requiere procesos adicionales como el rectificado o el acabado manual.
El Ranurado frontal con el filo inferior de una fresa de mango se ha convertido en la opción «por defecto»; el cabezal VFM Head de TungMeister se creó para cambiar esa realidad.
2. Más allá de los límites de los filos inferiores: la opción VFM Head
Concepto de diseño de VFM
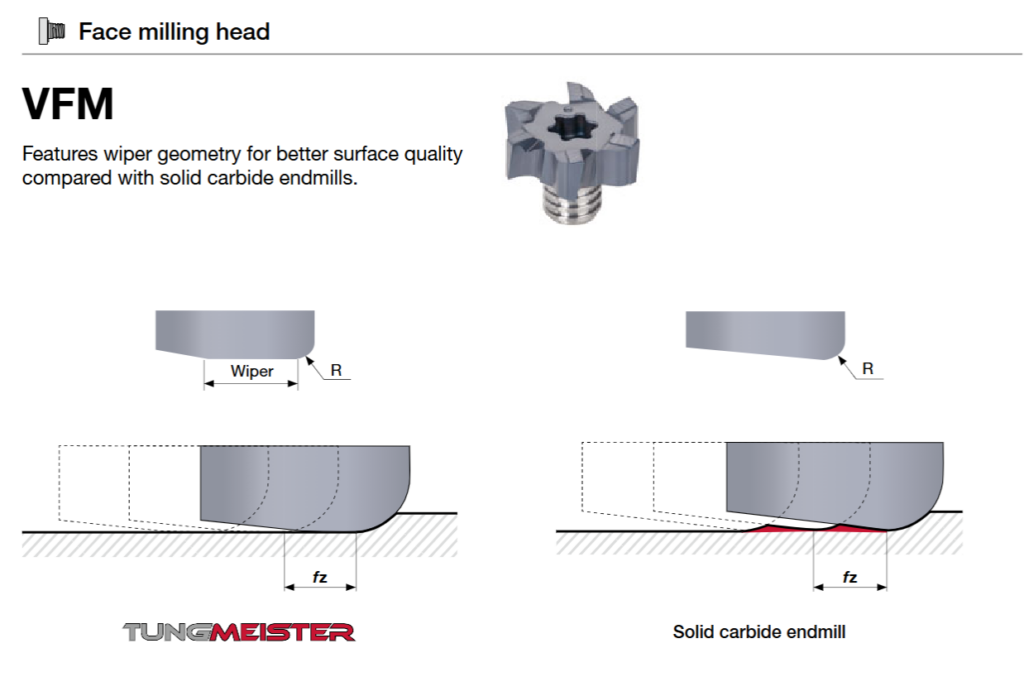
«No hay más remedio que realizar el Ranurado frontal con una fresa de mango»: el cabezal dedicado al Ranurado frontal VFM de la serie de fresas de cabezal intercambiable TungMeister de Tungaloy anula esta suposición. Logra una calidad superficial que el Ranurado frontal con filo inferior nunca podría ofrecer, gracias a la combinación de un filo wiper y filos de corte afilados.
VFM incorpora 4 características técnicas diseñadas específicamente para el acabado de Ranurado frontal.
- Equipado con filo wiper: Un filo wiper en la cara inferior suaviza las irregularidades de la superficie. Una calidad superficial que supera a las fresas de metal duro integral figura en las especificaciones del catálogo.
- Filos de corte afilados × 6 flutes: 6 flutes en todos los tamaños. Combina las altas tasas de Avance del diseño de múltiples flutes con la baja resistencia al corte de los filos afilados, mejorando simultáneamente tanto la calidad superficial como la eficiencia.
- Bajo ángulo de hélice de 10° × longitud de filo de corte corta de 0,3×D: Un ángulo de hélice de 10° reduce la fuerza de corte axial. Combinado con una longitud de filo de corte reducida a 0,3 veces el diámetro de la herramienta, esto ofrece una geometría de filo optimizada específicamente para el Ranurado frontal.
- Equipado con Corner radius (R0,2–R0,4): Evita el astillamiento del filo a la vez que suprime las rebabas en la superficie mecanizada.
PUNTO CLAVE
Un cabezal de fresado dedicado al «acabado de superficies inferiores»
Ranurado frontal con el filo inferior de una fresa de mango: este es un diseño fundamentalmente diferente de esa opción «por defecto». El concepto de un «filo wiper» de un plato de Ranurado frontal reducido al tamaño de una fresa de mango: esa es la esencia de VFM.
φ10 a φ25 — Gama de 5 tamaños
VFM está disponible en 5 tamaños para adaptarse a diferentes anchuras de superficie de mecanizado y entornos de máquina. Todos los tamaños utilizan la calidad AH715 (recubrimiento de última generación, excelente resistencia al desgaste y a la soldadura).
| Referencia | Diámetro de herramienta | Flutes | Máx. Profundidad de corte | Radio de esquina | Rosca de conexión |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0,2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0,2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0,4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0,4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0,4 | S10 |

ISO P/M/K/N/S/H — Todos los grupos de materiales de piezas cubiertos
Uno de los principales puntos fuertes de VFM es su amplia cobertura de materiales de piezas. Desde acero al carbono hasta acero inoxidable, fundición, aleaciones de aluminio e incluso aleaciones de titanio, aleaciones resistentes al calor y Hardened steel: se han establecido condiciones de corte estándar para los 6 grupos ISO.
| ISO | Material de la pieza | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Acero al carbono, acero aleado (S45C, SCM440, etc.) | 60–180 | 0,08–0,13 |
| M | Acero inoxidable (SUS304, SUS316, etc.) | 40–100 | 0,08–0,13 |
| K | Fundición (FC250, FCD450, etc.) | 80–200 | 0,08–0,13 |
| N | Aleaciones de aluminio | 100–700 | 0,08–0,13 |
| S | Aleaciones de titanio, aleaciones resistentes al calor (Ti-6Al-4V, Inconel 718, etc.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51, etc., hasta 60HRC) | 20–80 | 0,08–0,13 |
No hay necesidad de preguntarse «¿Puedo usarlo en este material?», esa es otra gran ventaja de VFM.
3 casos de uso donde VFM destaca
Así es como VFM aborda las tres limitaciones que obligan a los talleres a confiar en las fresas de mango.
| Limitación | Enfoque convencional | Solución VFM |
|---|---|---|
| La Cutter de gran diámetro no cabe debido a las interferencias | Sustitución por el filo inferior de una fresa de metal duro integral → aparecen marcas de la Cutter | Calidad superficial de grado de plato de Ranurado frontal en diámetros pequeños de φ12–φ25. El filo wiper suaviza la superficie mecanizada, mejorando drásticamente el acabado y evitando interferencias. |
| Superficie de mecanizado demasiado estrecha para un diámetro de herramienta sobredimensionado | Seguir utilizando un plato de Ranurado frontal sobredimensionado o conformarse con el filo inferior | Seleccione el diámetro adecuado para que coincida con la anchura de la superficie de mecanizado. El diseño de 6 flutes equipado con wiper garantiza una excelente calidad superficial incluso en diámetros pequeños. La configuración también se simplifica. |
| Restricciones del diámetro del mango en tornos de tipo suizo / convencionales | Conformarse con una herramienta integral de pequeño diámetro, calidad superficial inestable | Utilice un diámetro de herramienta mayor en relación con el diámetro del mango (p. ej., cabezal de φ12 en un mango de φ8). El mango VER (pinza ER) minimiza el voladizo para un mecanizado estable incluso en husillos de fresado de baja rigidez. |
PUNTO CLAVE
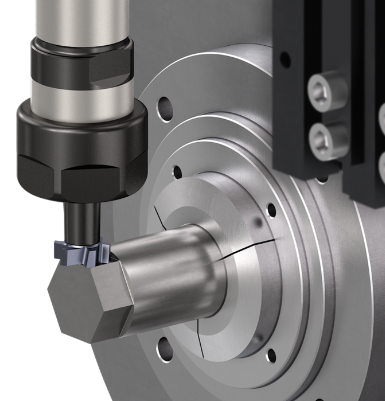
Combinación de mango VER: ideal para tornos de tipo suizo y convencionales
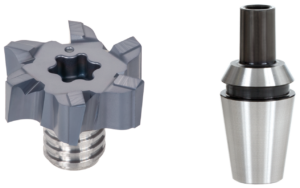
Con el mango VER (adaptador de pinza ER) de TungMeister, la herramienta puede montarse directamente en el porta-pinzas ER de la máquina. Al minimizar el voladizo, se logra un mecanizado estable con vibración suprimida incluso en unidades de husillo de fresado de baja rigidez. La excelente calidad superficial del filo wiper también puede reducir o eliminar los procesos posteriores (rectificado, etc.) en superficies mecanizadas en plano.
Datos de rugosidad superficial: Ra que supera a las fresas de metal duro integral
¿Hasta qué punto es superior la calidad superficial de VFM? Verifiquémoslo con los datos medidos publicados en el catálogo.
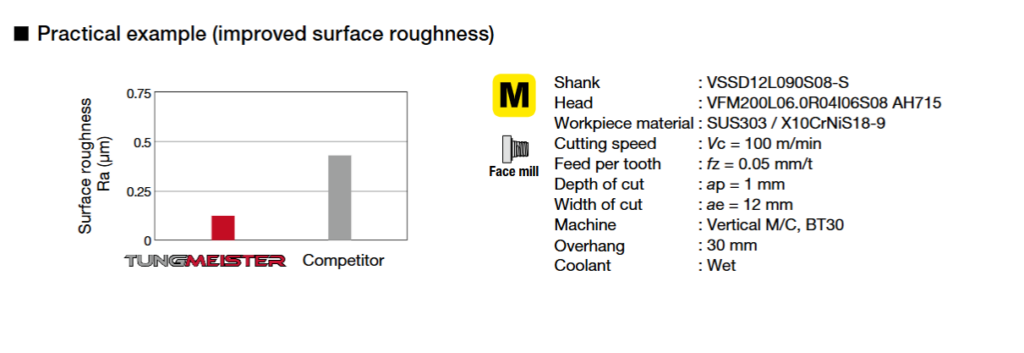
| Material de la pieza | SUS303 |
|---|---|
| Máquina | M/C vertical (BT30) |
| Cabezal | VFM200L06.0R04I06S08 AH715 (φ20) |
| Condiciones de corte | Vc=100 m/min, fz=0,05 mm/z, ap=1 mm, ae=12 mm |
| Longitud del voladizo | 30 mm (húmedo) |
Bajo estas condiciones de prueba, VFM registró una rugosidad superficial Ra que superó tanto a las fresas de metal duro integral de la competencia como a los productos equipados con wiper de la competencia. Es especialmente notable que estos resultados se lograran incluso en un entorno BT30 de baja rigidez.
Datos clave
Rugosidad superficial que supera a las fresas de metal duro integral incluso en BT30
El filo wiper de VFM ofrece una calidad superficial estable incluso en un entorno BT30 de baja rigidez. La verdadera fuerza de VFM brilla precisamente en entornos con rigidez limitada: tornos de tipo suizo, centros de mecanizado compactos y configuraciones similares.
3. Rendimiento respaldado por datos: comparación cuantitativa de la calidad superficial, la eficiencia y la vida útil de la herramienta
A partir de aquí, verificamos cuantitativamente el rendimiento de VFM en tres ejes —«calidad superficial», «eficiencia» y «vida útil de la herramienta»— basándonos en 3 casos prácticos de mecanizado de usuarios y datos del catálogo.
Comparación cruzada de los 3 casos
Los 3 casos de adopción recibieron calificaciones de «éxito». A pesar de los diferentes materiales de la pieza y entornos de la máquina, VFM superó significativamente a las herramientas existentes tanto en calidad superficial como en eficiencia.
| Comparación | Caso 1: Hastelloy-X | Caso 2: SUS440C | Caso 3: SS |
|---|---|---|---|
| Material de la pieza | Hastelloy-X (forjado) | SUS440C | SS400 |
| Máquina | MC horizontal / BT50 | MC vertical / BT30 | MC vertical / BT40 |
| Herramienta existente | Fresa de metal duro integral φ12 | Fresa de metal duro integral φ12 | Fresa de metal duro integral φ10 |
| Ganancia de eficiencia | +50% | +50% | +67% |
| Calidad superficial | Buena (superficie brillante) | Muy buena | Buena |
| Vida útil de la herramienta | — (tiempo de prueba expirado) | +50% (240 piezas/cabezal) | — (demostración) |
| Resultado | Éxito | Éxito | Éxito |
Estas son las conclusiones clave de estos datos.
Punto 1: Calidad superficial calificada como «buena» o mejor en todos los casos; los problemas de marcas de la Cutter y arañazos se resolvieron fundamentalmente
En el Caso 1, las marcas de la Cutter causadas por el filo inferior de la fresa de metal duro integral desaparecieron y la superficie mecanizada obtuvo un acabado brillante. El Caso 2 recibió una calificación de «muy buena». En el Caso 3, se eliminó el problema de los arañazos que se hacían visibles tras el chapado. Todos los resultados se lograron gracias a que el filo wiper suavizó la superficie mecanizada.
Punto 2: Mejora de la eficiencia del 50–67%; no solo calidad superficial, sino también ganancias de productividad
VFM no solo mejora la calidad superficial, sino que también supera a las herramientas existentes en velocidad de Avance y tasa de eliminación de Viruta. La capacidad de alto Avance de los 6 flutes, combinada con la baja resistencia al corte de los filos afilados, permite mejorar simultáneamente la calidad superficial y la eficiencia.
Punto 3: Probado desde BT30 hasta BT50; amplia gama de entornos de máquina
Desde la máquina BT30 de menor rigidez hasta la BT50, se lograron resultados estables independientemente del entorno de la máquina. La eficacia de VFM se mantiene incluso en máquinas de baja rigidez.
Datos del catálogo: 1,5 veces más eficiencia, 1,4 veces más vida útil de la herramienta
Además de los casos prácticos de usuarios, las capacidades de VFM están respaldadas por los datos del catálogo.
| Caso del catálogo | Material | Mejora | Resultado |
|---|---|---|---|
| Caso A (φ20) | SUS303 | Comparación de rugosidad superficial | Ra que supera a los productos integrales de la competencia |
| Caso B (φ16) | A5052 | Comparación de eficiencia | 1,5 veces más eficiencia (manteniendo la calidad superficial) |
| Caso C (AH715) | FCD400 | Comparación de la vida útil de la herramienta | 1,4 veces más vida útil (también mejoró la calidad superficial) |
Resumen de la sección 3
Superando a las herramientas existentes en calidad superficial, eficiencia y vida útil
VFM supera a las herramientas existentes en uno o más aspectos: calidad superficial, eficiencia y vida útil. Mejorar la calidad superficial aumentando al mismo tiempo la eficiencia no es una compensación, sino un resultado posible gracias a un diseño dedicado al concepto de filo wiper.
4. Casos prácticos de mecanizado de usuarios
¿Qué ocurrió cuando los talleres que habían estado realizando Ranurado frontal con filos inferiores de fresas de mango cambiaron a VFM? Resultados positivos en los 3 casos. Desde aleaciones resistentes al calor hasta acero inoxidable y acero general, VFM se ha adoptado en una amplia gama de materiales de piezas.
Caso 1 Acabado de superficies inferiores de Hastelloy-X: Adoptado por su superficie brillante

Detalles del mecanizado
- Pieza: Carcasa — superficie de sellado de salida (acabado de superficie inferior)
- Material de la pieza: Hastelloy-X (forjado)
- Máquina: MC horizontal / BT50
Retos
- Se estaba utilizando una fresa de mango de la competencia —originalmente no apta para el acabado de superficies inferiores— como medida temporal.
- Reprocesamiento frecuente en el acabado de superficies inferiores. La apariencia visual era un problema mayor que los valores de rugosidad superficial.
Comparación de las condiciones de corte
| Existente (fresa de mango de la competencia) | VFM (AH715) | |
|---|---|---|
| Diámetro de la herramienta | φ12 (6 flutes) | φ12 (6 flutes) |
| Profundidad del corte | 20 m/min | 30 m/min |
| Avance por diente | 0,05 mm/z | 0,1 mm/z |
| Profundidad de corte | 2 mm | 1 mm |
| Velocidad de Avance | 159 mm/min | 477 mm/min |
| Tasa de eliminación de Viruta | 3,82 cm³/min | 5,73 cm³/min (+50%) |
| Calidad superficial | Igual que la anterior | Buena (brillante) |
PUNTO CLAVE
Adoptado por su superficie brillante: Reprocesamiento eliminado
VFM produjo un acabado brillante en la superficie mecanizada, con una apariencia visual que mejoró mucho más allá de los valores de rugosidad superficial por sí solos. Se eliminó el reprocesamiento del acabado de la superficie inferior y se confirmó la adopción. La evaluación positiva de VFM, ya adoptado para otras funciones, se amplió también al acabado de superficies inferiores.
Caso 2 Acabado de Ranurado frontal de SUS440C: Adoptado tras la desaparición de las marcas de la Cutter
Detalles del mecanizado
- Pieza: Bloque
- Material de la pieza: SUS440C
- Máquina: MC vertical / BT30
- Operación: Ranurado frontal (acabado)
Retos
- El Ranurado frontal se realizaba utilizando el filo inferior de una fresa de metal duro integral (4 flutes).
- Aparecían marcas de la Cutter, lo que causaba problemas de fiabilidad en el proceso de mecanizado.
Comparación de las condiciones de corte
| Existente (fresa de mango de la competencia) | VFM (AH715) | |
|---|---|---|
| Diám. herram. / Flutes | φ12 / 4 flutes | φ12 / 6 flutes |
| Profundidad del corte | 34 m/min (mismas condiciones) | |
| Avance por diente | 0,06 mm/z (mismas condiciones) | |
| Velocidad de Avance | 216 mm/min | 325 mm/min (+50%) |
| Tasa de eliminación de Viruta | 2,6 cm³/min | 3,9 cm³/min (+50%) |
| Piezas por cabezal | 160 piezas | 240 piezas (+50%) |
| Calidad superficial | Mala (marcas de la Cutter presentes) | Muy buena (marcas de la Cutter eliminadas) |
PUNTO CLAVE
Marcas de la Cutter eliminadas + 50% de ganancia de eficiencia + 50% de ganancia de vida útil
Al cambiar de una fresa de metal duro integral de 4 flutes al diseño de 6 flutes de VFM, la velocidad de Avance aumentó un 50% con el mismo fz (efecto del aumento del número de flutes). Además, se eliminaron por completo las marcas de la Cutter y las piezas por cabezal aumentaron un 50%. Calidad superficial, eficiencia y vida útil: las tres cumplidas, lo que llevó a su adopción incluso en un entorno BT30 de baja rigidez.
Caso 3 Ranurado frontal de SS400: Se resolvió el problema de los arañazos tras el chapado

Detalles del mecanizado
- Pieza: Componente de máquina (Ranurado frontal → proceso de chapado)
- Material de la pieza: SS400
- Máquina: MC vertical / BT40
- Operación: Ranurado frontal (acabado)
Retos
- Ranurado frontal con una fresa de metal duro integral de la competencia (φ10, 4 flutes).
- Las piezas se someten a chapado tras el mecanizado; los arañazos en la superficie mecanizada se hacían visibles tras el chapado.
Comparación de las condiciones de corte
| Existente (fresa de mango de la competencia) | VFM (AH715) | |
|---|---|---|
| Diám. herram. / Flutes | φ10 / 4 flutes | φ12 / 6 flutes |
| Profundidad del corte | 150 m/min (mismas condiciones) | |
| Avance por diente | 0,06 mm/z | 0,08 mm/z |
| Velocidad de Avance | 1.146 mm/min | 1.910 mm/min (+67%) |
| Tasa de eliminación de Viruta | 0,34 cm³/min | 0,57 cm³/min (+67%) |
| Calidad superficial | Mala (arañazos visibles tras el chapado) | Buena |
PUNTO CLAVE
Problema de arañazos tras el chapado resuelto: Mejora de la calidad en los procesos posteriores
El filo wiper de VFM produce una superficie mecanizada suave que repercute directamente en la calidad de los procesos posteriores, como el chapado y el recubrimiento. Al no ser ya visibles los arañazos, también se reduce el riesgo de reprocesamiento y de quejas de calidad en los procesos posteriores. Esto contribuye a una «mejora total del proceso» que va más allá de la propia operación de mecanizado.
Resumen: Transforme su Ranurado frontal con VFM
«¿Sigue realizando operaciones de Ranurado frontal con una fresa de mango?»: este artículo ha presentado las características técnicas, los datos y los casos prácticos del cabezal TungMeister VFM como respuesta a esta pregunta. Estos son los puntos clave.
- Ranurado frontal con una fresa de mango: hay un problema con esta opción «por defecto»: Muchos talleres no tienen más remedio que confiar en las fresas de mango debido a las limitaciones de interferencia, las anchuras de superficie estrechas y las limitaciones del diámetro del mango.
- VFM es un cabezal diseñado exclusivamente para Ranurado frontal: Filo wiper + filos de corte afilados + 6 flutes × bajo ángulo de hélice × longitud de filo de corte corta. Un enfoque fundamentalmente diferente al de los filos inferiores de las fresas de mango de uso general.
- Calidad superficial que supera a las fresas de metal duro integral: publicado en las especificaciones del catálogo: En la comparación de Ra en SUS303, VFM superó tanto a los productos integrales de la competencia como a los equipados con wiper.
- Calificaciones de «éxito» en los 3 casos prácticos de usuarios: Mejora de la eficiencia del 50–67%, calidad superficial calificada de «buena» a «muy buena» en todos los casos. Marcas de la Cutter eliminadas, superficies brillantes, problemas de arañazos tras el chapado resueltos.
- Probado desde BT30 hasta BT50: Mecanizado estable en máquinas de baja rigidez y tornos de tipo suizo. El mango VER minimiza el voladizo.
- Todos los materiales de piezas ISO P/M/K/N/S/H cubiertos: Probado en Hastelloy-X, SUS440C, SS, A5052, FCD400 y más.
- El sistema de cabezal intercambiable reduce los costes operativos: En lugar de sustituir toda la herramienta integral, solo se cambia el cabezal. El mango se reutiliza.
- Gama de 4 tamaños desde φ12 hasta φ25: Seleccione el diámetro adecuado para que coincida con la anchura de la superficie de mecanizado.
No necesita seguir realizando el Ranurado frontal con el filo inferior de una fresa de mango. Si le resultan familiares las marcas de la Cutter, la mala calidad superficial o los problemas de apariencia tras el chapado, pruebe el cabezal VFM Head.