Estamos en medio de la cuarta revolución industrial (Industria 4.0). La industria de fabricación está adoptando nuevas tecnologías que le ayudan a mejorar la utilización de las máquinas. Las fresadoras CNC y los tornos CNC se están diseñandos para realizar operaciones de corte de metal a velocidades nunca vistas. Como empresa de herramientas de corte, Tungaloy ha podido desarrollar herramientas de corte igualmente eficaces para estas fresadoras y tornos CNC de nueva generación.
Los tres parámetros más importantes para formar una viruta a partir de un material base son:
- Velocidad de corte (Vc – meters/min or SFM)
- Avance (fz – mm/rev)
- Profundidad de corte (DOC – mm).
Los tres, cuando se aplican en la proporción correcta, en función del material que se está trabajando, producen la viruta más apropiada. La optimización de los tres para obtener las tasas óptimas de extracción de metal (MRR – cc/min o cf/min), es el esfuerzo de cada ingeniero. Esta es la forma de mejorar al máximo la utilización de una fresadora CNC avanzada o de un torno CNC.
Alta velocidad vs alto avance y mejor empleo de las fresas y tornos CNC
A mediados del siglo pasado, el HSM (mecanizado a alta velocidad) evolucionó como un proceso de corte de metales, que sugiere que a partir de cierta velocidad de corte la generación de calor comienza a disminuir. El HSM emplea altas velocidades de husillo y altos avances, realizando cortes poco profundos. Esto supuso un gran cambio en la forma de procesar los metales en piezas complejas. Con el desarrollo de fresadoras y tornos CNC más complejos, el coste de estas máquinas también aumentó.
- De las máquinas de velocidad baja a moderada, capaces de funcionar a unas 3000 – 6000 RPM de husillo, las máquinas evolucionaron hasta tener velocidades de husillo de más de 12.000 a 20.000 RPM.
- A partir de las máquinas de 02 – 03 ejes, se introdujeron las máquinas CNC con multiejes
- Con el trabajo simultáneo de los ejes, producir piezas más complejas se convirtió en una realidad, con el apoyo de un software y un hardware más inteligentes.
- Se introdujeron máquinas de tamaño compacto para producir componentes que antes se procesaban en tornos y fresadoras CNC mucho más grandes.
- Al utilizar el HSM, se empezaron a utilizar herramientas de menor diámetro en lugar de las de gran diámetro.
Sin embargo, el HSM (el mecanizado a alto avance) se hizo y sigue siendo popular para las operaciones de acabado de materiales difíciles de mecanizar y aceros templados. El HSM dio mejores resultados con la calidad superficial y las operaciones de copiado, que requerían la mezcla de curvas finas para mejorar la estética de la pieza mecanizada, sin embargo, no ha sido popular como proceso para operaciones de desbaste a semiacabado. El HSM también ha seguido siendo popular para su uso con herramientas y fresas de menor diámetro, sobre todo en aceros templados, especialmente las fresas de punta redondeada y de punta esférica de metal duro.
Lo que seguía siendo un reto era reducir el tiempo de mecanizado en las operaciones de desbaste y semiacabado.
Tungaloy ha estado a la vanguardia del desarrollo de soluciones innovadoras para el mecanizado de alto avance (HFM). Ha defendido este proceso de mecanizado, tanto en aplicaciones de torneado como de fresado y ranurado.


¿Qué es el mecanizado a alto avance?
El mecanizado a alto avance se asocia con mayores tasas de extracción de metal (MRR). Trabajando con una baja profundidad de corte y un alto avance por revolución y a las velocidades de corte aplicables para un material determinado, el mecanizado a alto avance ayuda en –
- Mantener la carga de viruta en un nivel bajo.
- Optimización de la generación y disipación de calor a través de las virutas formadas.
El mecanizado a alto avance se basa en el efecto de adelgazamiento de la viruta. Las siguientes imágenes de una fresa de escuadrado de 90°, una fresa de planeado de 45° y una fresa a alto avance de 15° – 17°, proporcionan dos puntos distintos–

- Para producir el mismo grosor de viruta tenemos que aumentar el avance a medida que se reduce el ángulo de aproximación. Esto significa que, para la misma cantidad de eliminación de calor a través de la viruta, podemos emplear una fresa de alto avance a mayor velocidad de avance (casi 3-4 veces de una fresa de escuadrado de 90°).
- La fuerza de corte resultante siempre actúa perpendicularmente a la arista de corte. Por lo tanto, en una fresa de escuadrado de 90°, la fuerza de corte resultante es perpendicular al eje de la herramienta. Esto conduce a la desviación de la herramienta y a las vibraciones. En una fresa de planeado, las fuerzas radiales y axiales son iguales, ya que la fuerza resultante está a 45° del eje de la herramienta. Y en una fresa a alto avance, la fuerza axial es mayor que la radial. Esto controla la desviación de la herramienta incluso en el mecanizado de grandes voladizos.
Estructura aérea de titanio


Base de molde y matriz


Las fresas a alto avance son una gran herramienta para el desbaste, especialmente de materiales difíciles de cortar. Las aeroestructuras de titanio y aleaciones de níquel y el mecanizado de matrices y moldes son algunas de las principales aplicaciones de las fresas a alto avance.
- Las bajas profundidades implican una menor acumulación de virutas
- Los ángulos de aproximación más bajos significan mayores velocidades de avance
- Un menor ángulo de aproximación también ayuda a reducir la desviación, ya que las fuerzas de corte se dirigen hacia el eje de la herramienta. Esto se traduce en una reducción de las vibraciones durante el mecanizado en operaciones de gran voladizo
Tungaloy presenta una amplia gama de fresas a alto avance, desde ø8mm hasta ø315mm:

Estas fresas pueden seleccionarse para aplicaciones en diversas fresadoras CNC y centros de fresado y torneado CNC, en función de la potencia y el par disponibles. Tungaloy también ofrece una amplia gama de calidades y combinaciones geométricas para obtener resultados inigualables en el mecanizado a alto avance de aceros normales, aceros inoxidables, fundición, hierro nodular, inoxidable dúplex, inoxidable PH, inconel y aleaciones de titanio.


Tungaloy ofrece una ventaja única a los clientes con sus fresas de alto avance. Ofrece flexibilidad en la selección de los ángulos de aproximación, basándose en el voladizo de la herramienta, la profundidad máxima de los cortes requeridos y el material que se está mecanizando. Consultar la imagen de arriba. Las fresas MillQuadFeed están disponibles con dos plaquitas distintas (ZER y UER), que ofrecen un ángulo de aproximación de 12° y 7°, cuando se utilizan en el mismo cuerpo. La plaquita UER ofrece una excelente estabilidad durante el mecanizado de materiales difíciles de cortar, como el acero inoxidable, las aleaciones con base de níquel y las aleaciones de titanio, sin comprometer las velocidades de arranque de viruta. Por su parte, la plaquita ZER ayuda a los clientes a optimizar la profundidad de corte en una máquina de alto par. También es una gran idea utilizar la ZER para mecanizar la capa superior escalada de un componente, que generalmente supone un reto por su dureza y su superficie irregular
Consejos para el fresado a alto avance
Un consejo importante cuando se utiliza una fresa a alto avance es utilizar un radio programable en lugar del radio de punta real de la plaquita. Esto se debe a que una máquina CNC puede identificar una fresa por su diámetro y el radio de punta. El radio programable debe seleccionarse para asegurar que la arista de corte no sobrecorta el material.

Torneado a alto avance
Para el torneado de componentes de gran diámetro y material de alta resistencia, Tungaloy ofrece soluciones de torneado a alto avance a sus clientes con sus líneas TurnTenFeed y AddMultiTurn.

En el torneado a alto avance, la carga radial es mayor que la fuerza de avance axial. Por lo tanto, las aplicaciones suelen variar desde el mecanizado radial de gran diámetro, el refrentado en grandes tornos CNC hasta el mecanizado de grandes piezas de fundición en tornos CNC de torreta vertical.
Sin embargo, incluso en tornos CNC de potencia moderada (5 – 7 KW), TurnTenFeed puede aplicarse para el torneado productivo de acero, acero inoxidable y aleaciones termorresistentes.
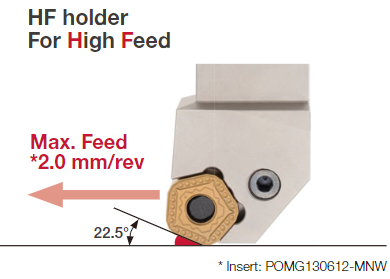 |
Profundidad de corte – 1 mm to 3 mm Av – Max of 2 mm/ rev Número de aristas – 10 Solo para torneado de avance o refrentado |
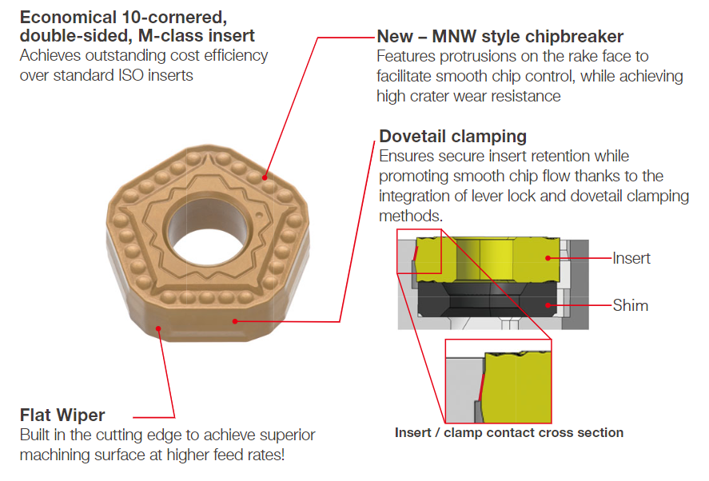 |
En las aplicaciones a alto avance, el reto es mantener la plaquita fija en la zona de asentamiento
El diseño de sujeción de cola de milano de Tungaloy supera este reto. Además, el exclusivo diseño del rompevirutas ayuda a dividir las virutas, producidas con un alto avance y, no obstante, con una profundidad de corte menor. |
Evolución del torneado a alto avance
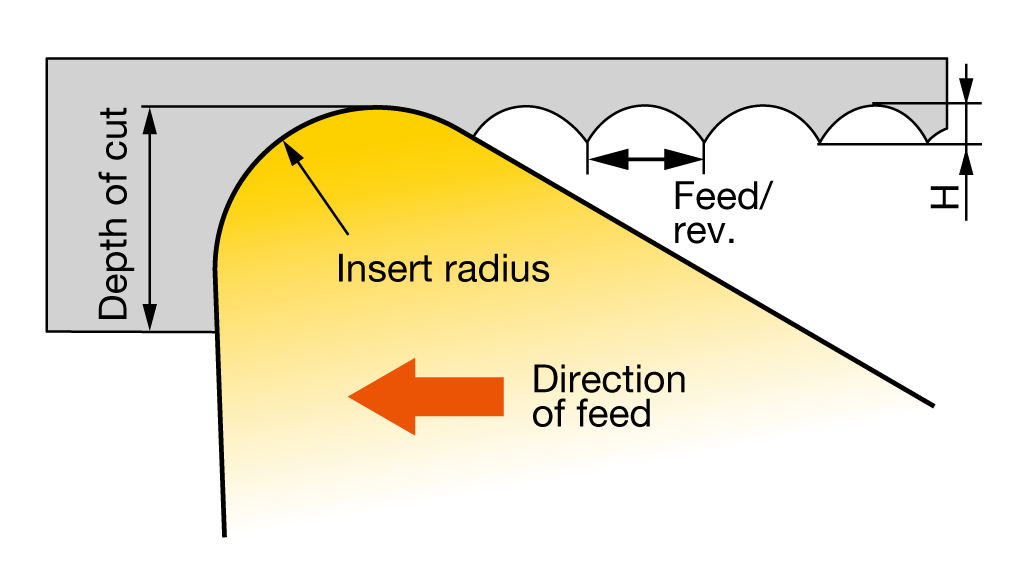
Para el torneado a alto avance, la práctica anterior consistía en utilizar una plaquita con un gran radio de punta y, a continuación, una plaquita Wiper. Sin embargo, ambas eran aplicables sólo para el torneado hacia delante o el refrentado.
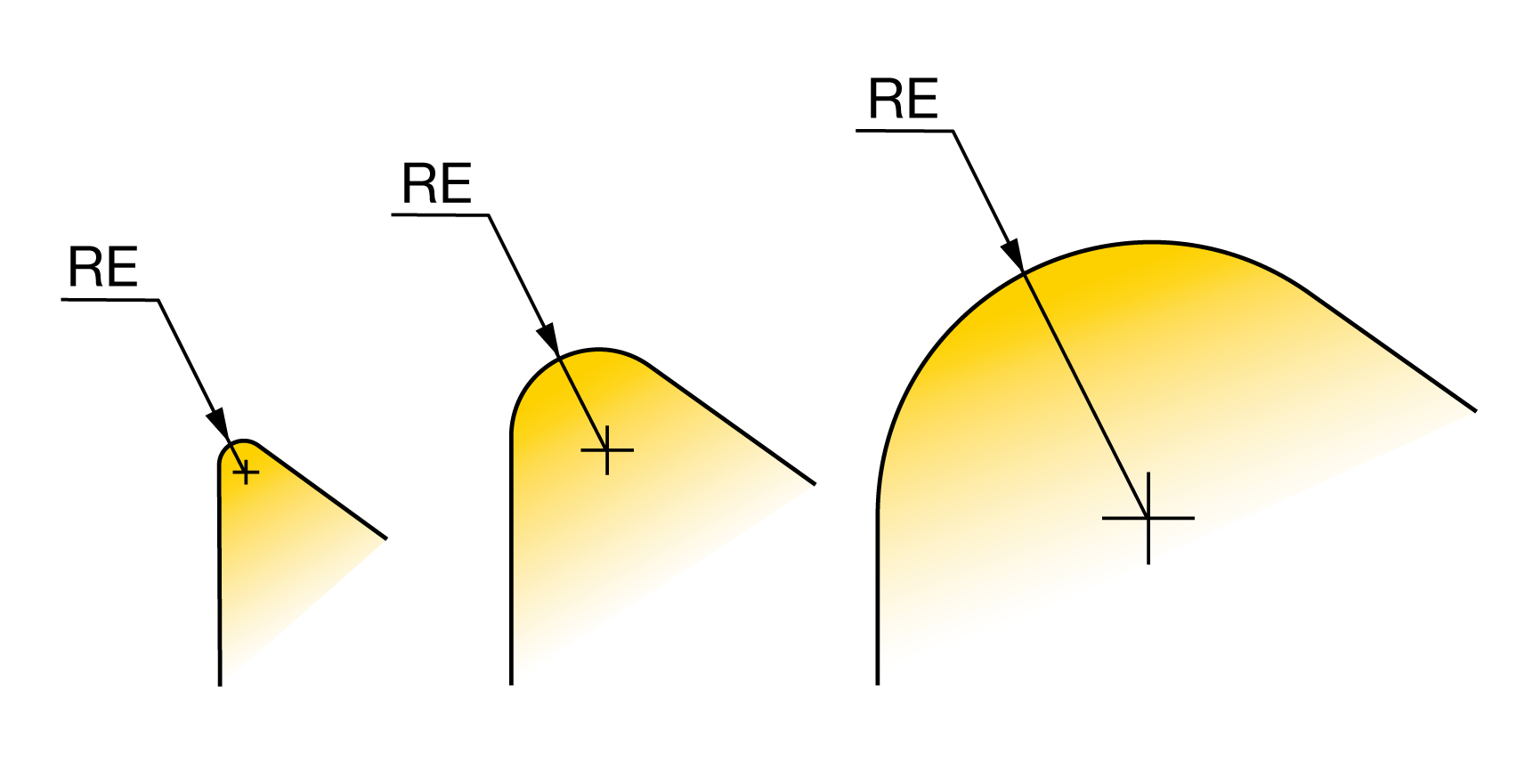 |
La arista de corte de una plaquita de mayor radio de punta es mucho más fuerte. También tiene una mayor área de contacto que da lugar a grandes fuerzas de corte y se utiliza sobre todo para el mecanizado de materiales de viruta corta y no tanto en materiales de tracción. |
 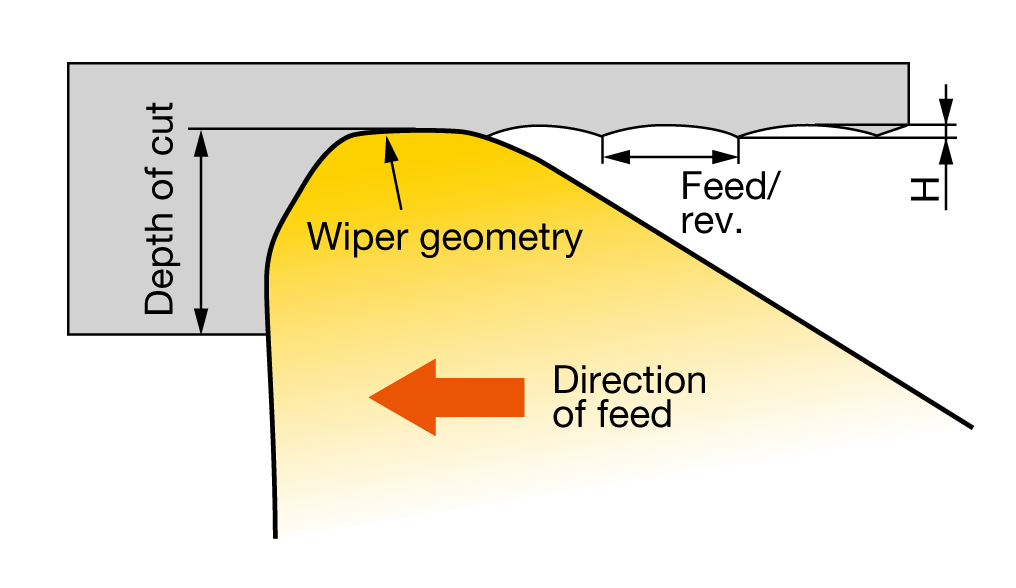 |
Las plaquitas de torneado de nueva generación con geometría Wiper, ayudaron a mejorar los avances, en comparación con una plaquita de torneado estándar.
El cliente tenía la opción de trabajar con avances moderados para obtener un buen acabado o trabajar con avances más altos para obtener mayores tasas de extracción de metal. Esto también requirió una corrección en la programación para mecanizar escuadras en un componente. |
El nuevo AddMultiTurn hace que las operaciones de torneado sean más versátiles y flexibles. Utiliza el efecto de adelgazamiento de la viruta en su beneficio, para el torneado a alto avance y el torneado inverso. Esta herramienta puede aplicarse en cualquier tipo de torno CNC. Con su exclusivo diseño de plaquita, las cargas radiales son menores, lo que permite un corte estable en piezas delgadas.



Evolución del ranurado a alto avance
Está demostrado que el torneado de ranuras es más productivo en comparación con las herramientas de torneado estándar. Las herramientas de ranurado también son versátiles, al igual que AddMultiTurn, en el torneado multidireccional. Para crear una holgura en la arista de corte, al tornear con una herramienta de ranurado, aumentamos el avance transversal. Este aumento del avance ayuda a desviar la herramienta para crear una ranura para que la herramienta de ranurado produzca la viruta.


Tungaloy ofrece ahora una plaquita de ranurado para el torneado a alto avance y el refrentado de componentes de piezas duras.

Las plaquitas con punta de CBN de STH ofrecen un alto avance en el torneado de piezas duras. Estas nuevas plaquitas de ranurado con punta de CBN son capaces de avanzar hasta 1,2 mm/rev para una profundidad de corte de aproximadamente 0,1 mm.
Además, para garantizar que la punta de CBN quede firmemente asentada en su zona de asentamiento, Tungaloy utiliza su nueva tecnología de soldado de punta, WavyJoint, para aumentar la resistencia de la unión.
La plaquita tiene una arista Wiper en forma de arco en su arista de corte principal para el torneado de acabado de alto avance del diámetro y Wiper rectos en sus laterales, para ayudar a producir un buen acabado superficial en las paredes.
Conclusión
En el mundo de la Industria 4.0, la necesidad de mejorar la utilización de las máquinas se satisface mediante estrategias de mecanizado a alto avance en fresado, torneado y ranurado.
Tungaloy le ayuda a crear virutas a alto avance en varios materiales que se mecanizan en la industria hoy en día.