

Barra de mandrinado de metal duro para torneado de diámetros pequeños
La arista de corte extrafina proporciona un mecanizado de alta precisión para una amplia gama de aplicaciones de torneado interior


Aplicaciones y características
Aplicaciones


Características
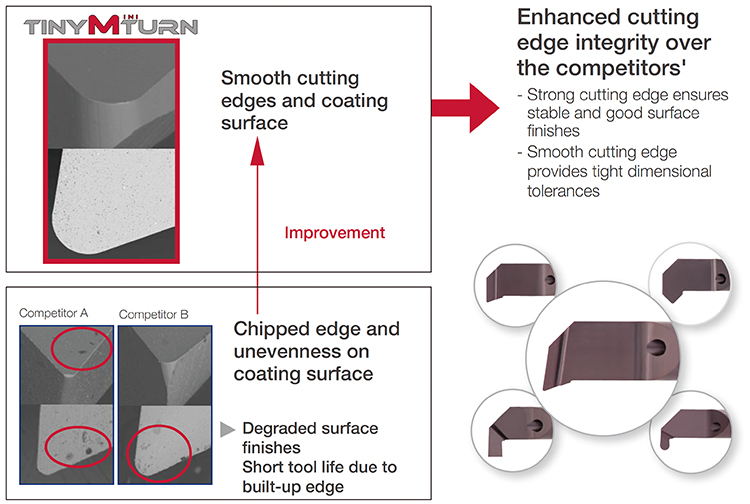
1. Arista de corte robusta
Geometría y superficie de recubrimiento optimizadas.
2. Gama mejorada para una variedad de operaciones de torneado de agujeros de diámetro pequeño
Gama completa con 146 de barras de mandrinar de metal duro – Diámetro mínimo de mandrinado: øDm = 0,6 mm
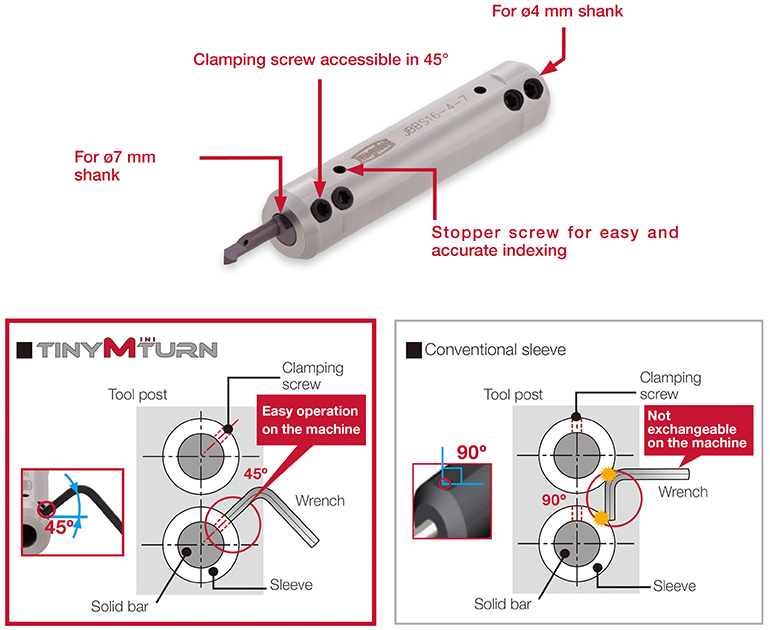
3. Mangos para barras de mandrinado de gran precisión
Los mangos de TinyMiniTurn garantizan la estabilidad al taladrar agujeros de diámetro pequeño .
Barras de mandrinar de metal duro y calidades
Barras de mandrinado de metal duro
Torneado interior

TinyMini-Turn para torneado interno
- Barras de mandrinado de metal duro
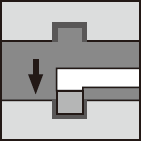
Ranurado interior

TinyMini-Turn para ranurado interior
- Barras de mandrinado de metal duro
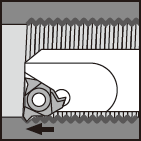
Roscado interior

TinyMini-Turn para roscado interior
- Barra de mandrinado de metal duro
Calidades
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Alta resistencia al desgaste
- Diseñado para mecanizar acero y acero inoxidable.
BX310
![]()
- H01 – H10
- Gran resistencia al desgaste
- Diseñado para corte continuo de alta velocidad de acero templado.
Plaquitas y calidades
Plaquitas
Calidades principales
SH7025
![]()
![]()
- P20 – P30 / M20 – M30
- La última calidad con arista de corte afilada diseñada para el mecanizado de piezas pequeñas.
- Una combinación de un recubrimiento de TiCN con estructura columnar y un recubrimiento de TiAlN multicapa proporciona una calidad de superficie superior y seguridad en los procesos.
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Alta resistencia al desgaste
- Diseñada para el mecanizado de acero y acero inoxidable.
GH110
![]()
![]()
![]()
![]()
![]()
- P10 – P20 / M10 – M20 / K10 – K25 / N05 – N15 / S10 – S20
- Gran resistencia al desgaste
J740
- Metal duro con recubrimiento de grano ultrafino compuesto a base de TiNF
GT9530
![]()
![]()
- Gran resistencia al desgaste
- Excelente calidad de la superficie de operaciones de acabado
NS9530
![]()
![]()
- Gran resistencia a la rotura
- Adecuada para operaciones de acabado a corte medio de acero
TH10
![]()
![]()
![]()
![]()
- P10 / M10 / K10 / N10
- Metal duro sin recubrimiento
BX310
![]()
- H01 – H10
- Gran resistencia al desgaste
- Diseñado para corte continuo de alta velocidad de acero templado.
BX470
![]()
- Excelente afilado
- Adecuado para metales férricos sinterizados
DX140
![]()
- Gran resistencia al desgaste
- Diseñado para mecanizar metales no férricos y no metálicos.
Portaherramientas para barras intercambiables
Torneado interior

TinyMini-Turn para torneado interior
- Barras para mandrinar de metal duro
Mangos

Ejemplos prácticos
Condiciones de corte estándar
Mandrinado, perfilado, chaflanado, mandrinado inverso
| ISO | Material | Calidad | Velocidad de corte Vc (m/min) | Avance f (mm/rev) |
|---|---|---|---|---|
 |
Aceros bajos en carbono S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 |
| Aceros al carbono, Aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 | |
| Acero pretemplado NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 | |
 |
Acero inoxidable SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 |
 |
Fundición gris FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 |
| Fundición dúctil FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
Aleaciones de aluminio, Aleaciones de cobre Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.08 |
 |
Aleaciones de titanio Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 |
| Superaleaciones Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
Acero templado | BX310 | 15 – 100 | 0.01 – 0.1 * |
* Establecer la profundidad de corte (D.O.C.) y avance de acuerdo con el radio de punta de la herramienta (RE).
Roscado (rosca métrica)
| ISO | Material | Calidad | Velocidad de corte Vc (m/min) |
Número de pases Paso (mm) |
||||
|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.75 | 1 | 1.25 | 1.5 | ||||
|
Acero bajo en carbono S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 |
| Acero al carbono, Aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
| Acero pretemplado NAK80, PX5, etc. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
|
Acero inoxidable SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 8 | 10 | 12 | 15 | 18 |
|
Fundición gris FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 |
| Fundición dúctil FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 | |
|
Aleaciones de aluminio, Aleaciones de cobre Si < 12% |
SH725 | 90 – 200 | 6 | 8 | 10 | 12 | 15 |
Ranurado interior
| ISO | Material | Calidad | Velocidad de corte Vc (m/min) |
Avance f (mm/rev) |
|---|---|---|---|---|
|
Aceros bajos en carbono S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 |
| Acero al carbono, Aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 | |
| Acero pretemplado NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 | |
|
Acero inoxidable SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 |
|
Fundición gris FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
| Fundición dúctil FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 | |
|
Aleaciones de aluminio, Aleaciones de cobre Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.03 |
|
Aleaciones de titanio Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
| Superaleaciones Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
Ranurado frontal
| ISO | Material | Calidad | Velocidad de corte Vc (m/min) |
Avance f (mm/rev) |
|---|---|---|---|---|
|
Acero bajo en carbono S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 |
| Acero al carbono, Aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 | |
| Acero pretemplado NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 | |
|
Acero inoxidable SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 |
|
Fundición gris FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
| Fundición dúctil FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 | |
|
Aleaciones de aluminio, Aleaciones de cobre Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.05 |
|
Aleaciones de titanio Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
| Superaleaciones Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
Para nueva barra de mandrinar intercambiable (plaquita EPG*04 / EPG*03)
| ISO | Material | Calidad | Velocidad de corte Vc (m/min) |
|---|---|---|---|
|
Acero bajo en carbono S15C, S25C, etc. C15E, C15E4, etc. Acero al carbono S45C, S55C, etc. C45, C55, etc. Aleaciones de acero SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 10 – 150 | ||
| J740 | 10 – 100 | ||
| NS9530 | 150 – 300 | ||
| GT9530 | 150 – 300 | ||
|
Acero inoxidable SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 30 – 150 | ||
|
Fundición gris FC250, GG25, 250, etc. |
TH10 | 30 – 100 |
|
Aleaciones de aluminio Si < 12% |
TH10 | > 100 |
| DX140 | > 500 | ||
| Aleaciones de aluminio Si > 12% |
TH10 | > 100 | |
| DX140 | > 400 | ||
| Aleaciones de cobre | TH10 | > 100 | |
| DX140 | > 500 | ||
|
Materiales templados | BX310 | 30 – 150 |
| Metal en polvo | Metales en polvo sinterizados | BX470 | 100 – 300 |
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock