

Husillo compacto de alta velocidad accionado por refrigerante
La productividad se cuadruplica gracias a los husillos que giran a alta velocidad con presión de refrigerante

Características
1. Husillo HSM accionado por refrigerante para una alta productividad con herramientas de pequeño diámetro en máquinas de RPM limitadas.
SpinJet utiliza el suministro de refrigerante existente en la máquina herramienta, accionado por una bomba de alta presión como fuente de energía para hacer girar una turbina a altas velocidades.
El fuerte flujo del chorro de refrigerante prolonga la durabilidad de la herramienta y la estabilidad del mecanizado.
2. Ahorro energético
– Las herramientas giran sólo con presión de refrigerante, y el husillo de la máquina está parado mientras SpinJet está en funcionamiento.
Nota: El husillo principal de la máquina debe estar parado mientras el husillo SpinJet está montado en la máquina.
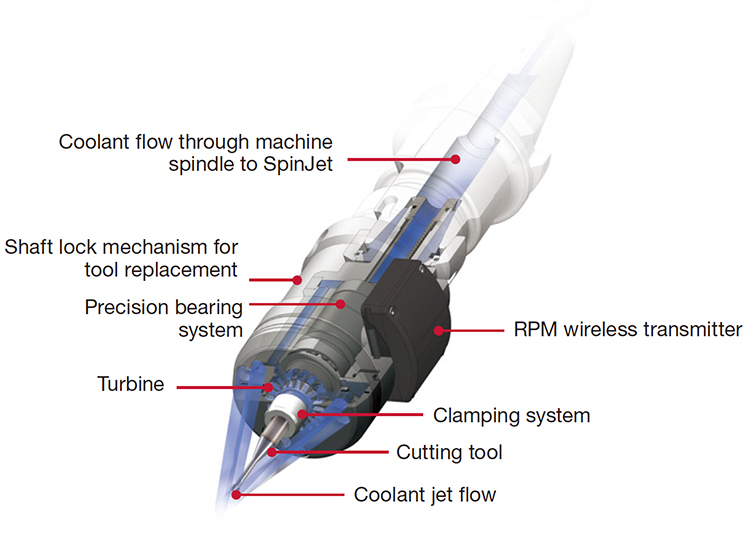
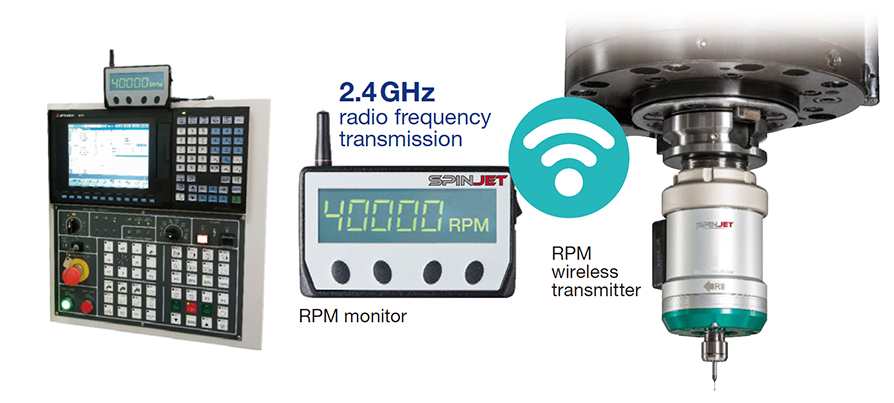
3. Sistema inalámbrico de control de RPM
• SpinJet está equipada con un sistema de visualización de la velocidad en línea, que controla la velocidad real de rotación de la herramienta de corte durante el mecanizado.
Portaherramientas y accesorios


Ejemplos prácticos
Ejemplo #1
Ingeniería general
| Pieza: | Parte de máquina |
| Material: | SUS303 / X10CrNiS18-9 (25HRC) |
| Soporte: | TJSGJETST20 |
| Fresa: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Calidad: | AH750 |
| Condiciones de corte: | Vc = 120 (m/min) n = 45,600 (RPM) fz = 0.016 (mm/t) ap = 0.01 (mm) ae = 1 (mm) Aplicación: Ranurado Refrigeración: Taladrina Máquina: Vertical M/C, BT30 |

Ejemplo #2
Industria de molde y matriz
| Pieza: | Electrodo |
| Material: | C1100 |
| Soporte: | TJSGJETST20 |
| Fresa: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Calidad: | AH750 |
| Condiciones de corte: | Vc = 95 (m/min) n = 40,000 (RPM) fz = 0.025 (mm/t) ap = 0.04 (mm) ae = 0.04 (mm) Aplicación: Perfilado Refrigeración: Taladrina Máquina: Vertical M/C, BT30 |

Ejemplo #3
Industria médica
| Pieza: | Equipo médico |
| Material: | Aleación de titanio |
| Soporte: | TJSGJETER32 |
| Fresa: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Calidad: | AH750 |
| Condiciones de corte: | Vc = 80 (m/min) n = 35,000 (RPM) fz = 0.03 (mm/t) ap = 0.03 (mm) ae = 0.05 (mm) Aplicación: Perfilado Refrigeración: Taladrina Máquina: Vertical M/C, BT30 |

Standard cutting conditions
TJS M00
| ISO | Workpiece material | Tool | Application | Tool diameter DC (mm) |
Coolant pressure (MPa) |
Spindle speed n (min-1) |
Width of cut ae (mm) |
Depth of cut ap (mm) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|---|---|
 |
Alloy steel 35 HRC |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.007 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| Ball type endmill |
Profiling | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.05 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.08 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.1 | 0.006 | ||||
| 2 | 23,000 | – | 0.1 | 0.006 | |||||
| 3 | 31,000 | – | 0.1 | 0.006 | |||||
| 4 | 40,000 | – | 0.1 | 0.006 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.006 | ||
| 2 | 23,000 | 1 | 0.1 | 0.006 | |||||
| 3 | 31,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 2 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 40,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 1.5 | 18,000 | 3 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 3 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 40,000 | 3 | 0.15 | 0.01 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.5 | 0.5 | 0.002 | |||
| 2 | 23,000 | 0.5 | 0.5 | 0.014 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.018 | |||||
 |
Stainless steel 180 – 250 HB |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.015 |
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.015 | ||
| 2 | 23,000 | 1 | 0.1 | 0.015 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.15 | 0.015 | ||||
| 2 | 23,000 | 2 | 0.15 | 0.015 | |||||
| 3 | 31,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.015 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.35 | 0.15 | 0.02 | |||
| 2 | 23,000 | 0.35 | 0.15 | 0.02 | |||||
| 3 | 31,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.18 | 0.025 | |||||
 |
Aluminium alloy 80 – 160 HB |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.01 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.017 | |||||
| 4 | 40,000 | – | – | 0.018 | |||||
| Ball type endmill |
Profiling | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.13 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.15 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.08 | 0.006 | ||||
| 2 | 23,000 | – | 0.09 | 0.006 | |||||
| 3 | 31,000 | – | 0.09 | 0.006 | |||||
| 4 | 40,000 | – | 0.15 | 0.006 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.025 | ||
| 2 | 23,000 | 1 | 0.1 | 0.025 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.2 | 0.025 | ||||
| 2 | 23,000 | 2 | 0.2 | 0.025 | |||||
| 3 | 31,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.025 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.5 | 0.25 | 0.02 | |||
| 2 | 23,000 | 0.5 | 0.25 | 0.02 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.025 |
TJS M90
| ISO | Workpiece material | Tool | Application | Tool diameter DC (mm) |
Coolant pressure (MPa) |
Spindle speed n (min-1) |
Width of cut ae (mm) |
Depth of cut ap (mm) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|---|---|
|
Pre-hardened steel 35 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.05 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.08 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.1 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 | |||||
| Endmill | Slotting | 0.5 | 2 | 35,000 | 0.5 | 0.05 | 0.006 | ||
| 3 | 44,000 | 0.5 | 0.05 | 0.006 | |||||
| 4 | 53,000 | 0.5 | 0.05 | 0.006 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.006 | ||||
| 3 | 44,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 2 | 35,000 | 2 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 53,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 2 | 35,000 | 3 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 53,000 | 3 | 0.15 | 0.01 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.5 | 0.5 | 0.001 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.018 | |||||
|
Stainless steel SUS316 35 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.015 |
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 1 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| Endmill | Slotting | 1 | 2 | 35,000 | 1 | 0.1 | 0.015 | ||
| 3 | 44,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 2 | 35,000 | 2 | 0.15 | 0.015 | ||||
| 3 | 44,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.015 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.35 | 0.15 | 0.02 | |||
| 3 | 44,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.18 | 0.025 | |||||
|
Aluminium alloy ADC12 28 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.017 | |||||
| 4 | 53,000 | – | – | 0.018 | |||||
| Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.13 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.15 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.09 | 0.006 | |||||
| 4 | 53,000 | – | 0.15 | 0.006 | |||||
| Endmill | Slotting | 0.5 | 2 | 35,000 | 0.5 | 0.1 | 0.02 | ||
| 3 | 44,000 | 0.5 | 0.12 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.15 | 0.02 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.025 | ||||
| 3 | 44,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 2 | 35,000 | 2 | 0.2 | 0.025 | ||||
| 3 | 44,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.025 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.5 | 0.25 | 0.02 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.025 | |||||
 |
Tool steel SKD61 58 HRC |
Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.005 |
| 3 | 44,000 | – | 0.05 | 0.005 | |||||
| 4 | 53,000 | – | 0.05 | 0.005 | |||||
| 2 | 2 | 35,000 | – | 0.07 | 0.006 | ||||
| 3 | 44,000 | – | 0.08 | 0.006 | |||||
| 4 | 53,000 | – | 0.08 | 0.006 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 |
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Póngase en contacto con Tungaloy en relación con SpinJet
Si necesita ayuda de Tungaloy, póngase en contacto con nosotros a través del siguiente formulario de contacto

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock