

Excelente acabado superficial y precisión de pared en escuadrado
La arista de corte helicoidal y el gran ángulo de ataque axial de la plaquita proporcionan un corte suave en operaciones de semiacabado

Aplicaciones y características
Aplicaciones










Características
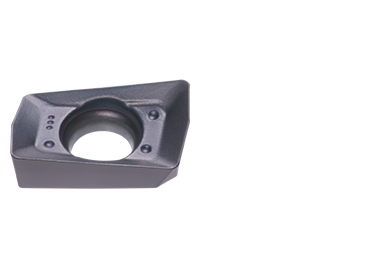
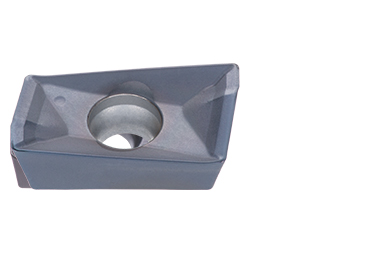
1. Plaquitas
• Arista helicoidal para una gran precisión en las paredes.
• Arista Wiper para un excelente acabado superficial.
• Ángulo de ataque optimizado para mayor nitidez y fiabilidad.
• 4 tipos de rompevirutas para una amplia gama de aplicaciones.
• Rango de radio de punta de hasta 3,2 mm (0,126”).
• Disponible con recubrimiento DLC y plaquitas cermet.
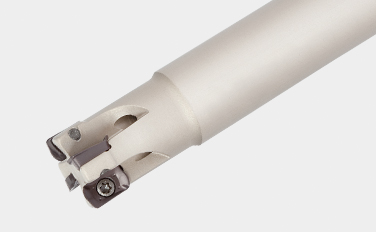
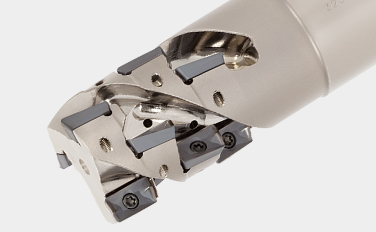
2. Cuerpo de fresa
• Agujero para una mejor evacuación de viruta.
• Disponibles en fresas de paso estrecho y cerrado y de mango largo.
Plaquitas y calidades
Plaquitas
AO*T07/18
- Máxima profundidad de corte
– AO*T07: 7 mm
– AO*T18: 16.7 mm
AS*T11
- Máxima profundidad de corte: 10.6 mm

ASGW11
- Máxima profundidad de corte: 4.5 mm
Calidades principales
AH3225
![]()
![]()
-
Buen equilibrio entre resistencia al desgaste y a la rotura
-
Adecuada para acero y acero inoxidable
T1215
![]()
-
Buen equilibrio entre resistencia al desgaste y al astillado
-
Adecuado para fundición
DX110
![]()
-
Excelente afilado para una calidad superficial excelente
-
Apta para operaciones de acabado de metales no férricos y no metales.
Cuerpos de fresa
Tipo mango
EPO (ø12 – ø63mm)
Fresas de escuadrado de gran precisión
- EPO07
– Diámetro de herramienta.: ø12 – ø28 mm
– Plaquita: AO*T07 - EPO11
– Diámetro de herramienta.: ø12 – ø50 mm
– Plaquita: AS*T11 / ASGW11 - EPO18
– Diámetro de herramienta.: ø25 – ø63 mm
– Plaquita: AO*T18
Tipo mango
ELS11 (ø25 – ø40mm)
Fresas altamente productivas para desbaste
– Plaquita: AS*T11
Tipo modular

HPO (ø12 – ø32mm)
Fresas para escuadrado de gran precisión (TungRec) con TungFlex
- HPO07
– Diámetro de herramienta.: ø12 – ø25 mm
– Plaquita: AO*T07 - HPO11
– Diámetro de herramienta.: ø20 – ø32 mm
– Plaquita: AS*T11 / ASGW11
Tipo vaso

TPO (ø32 – ø160 mm)
Fresas para escuadrado de gran precisión
- TPO07
– Diámetro de herramienta.: ø32 – ø50mm
– Plaquita: AO*T07 - TPO11
– Diámetro de herramienta.: ø40 – 100 mm
– Plaquita: AS*T11 / ASGW11 - TPO18
– Diámetro de herramienta.: ø40 – ø160mm
– Plaquita: AO*T18
Tipo vaso

TLS11 (ø50mm)
Fresas para escuadrado altamente productivas para desbaste
– Plaquita: AS*T11
Ejemplos prácticos
Example #1
Ingeniería general
| Pieza: | Parte de máquina |
| Material: | SCM440 / 42CrMo4 |
| Fresa: | TPO07R040M16.0E10 (ø40, z = 10) |
| Plaquita: | AOMT070208PDPR-MJ |
| Calidad: | AH725 |
| Condiciones de corte: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 1000 (mm/min) ap = 3.0 (mm) ae = ~ 30 (mm) Aplicación: Escuadrado Refrigeración: Seco Máquina: Vertical MC, BT40 |

Ejemplo #2
Ingeniería general
| Pieza: | Piezas del compresor |
| Material: | SS400 / E275A |
| Fresa: | EPS11033RSB (ø33, z = 5) |
| Plaquita: | ASMT11T304PDPR-MJ |
| Calidad: | NS740 |
| Condiciones de corte: | Vc = 150 (m/min) fz = 0.13 (mm/t) Vf = 940 (mm/min) ap = 5 (mm) ae = 15 (mm) Aplicación: Escuadrado Refrigeración: Seco Máquina: Vertical MC, BT50 |

Ejemplo #3
Ingeniería general
| Pieza: | Parte de máquina |
| Material: | SS400 / E275A |
| Fresa: | TLS11R050M22.0E04 |
| Plaquita: | ASMT11T308PDPR-MJ |
| Calidad: | AH725 |
| Condiciones de corte: | Vc = 150 (m/min) fz = 0.17 (mm/t) Vf = 649 (mm/min) ap = 40 (mm) ae = 5 (mm) Aplicación: Escuadrado Refrigeración: Seco Máquina: Vertical MC, BT50 |

Condiciones de corte estándar
TPO07 / EPO07 / HPO07
| ISO | Material | Dureza HB |
Calidad | Velocidad de corte Vc (m/min) |
Avance por diente: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|
| MJ | HJ | AJ | |||||
| Aceros bajos en carbono S15C, etc. C15E4, etc. |
< 200 | AH725 | 90 – 200 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Acero al carbono y aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
200 – 300 | AH725 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Acero para herramientas SKD11, etc. X153CrMoV12, etc. |
150 – 300 | AH725 | 80 – 120 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Acero inoxidable SUS304, etc. X5CrNi18-9, etc. |
– | AH140 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Fundición gris FC250, etc. 250, etc. |
150 – 250 | AH725 | 100 – 180 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Fundición dúctil FCD450, etc. 450-10S, etc. |
150 – 250 | AH725 | 80 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Aleaciones de aluminio Si < 13% |
– | KS15F | 300 – 1000 | – | – | 0.08 – 0.2 | |
| Aleaciones de aluminio Si ≥ 13% |
– | KS15F | 100 – 200 | – | – | 0.08 – 0.2 | |
| Aleaciones de titanio Ti-6Al-4V, etc. |
– | AH725 | 20 – 50 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Superaleaciones Inconel 718, etc. |
– | AH725 | 20 – 35 | 0.05 – 0.08 | 0.2 – 0.6 | – | |
- Para eliminar la acumulación excesiva de viruta, utilice un chorro de aire comprimido.
- Para evitar la acumulación de material en las aristas de corte (mecanizado de aluminio), utilice un refrigerante soluble en agua.
- Al cortar una superficie con interrupciones o fundida, el avance por diente (fz) debe reducirse al valor inferior recomendado que se muestra en la tabla anterior.
- Las condiciones de corte están limitadas por la potencia de la máquina, la rigidez de la pieza de trabajo y la salida del husillo. Cuando el ancho, la profundidad o la longitud de corte sean grandes, ajuste Vc y fz a los valores más bajos recomendados y verifique la potencia y vibración de la máquina.
TPO11 / EPO11 / HPO11
| ISO | Material | Dureza HB |
Prioridad | Calidad | Velocidad de corte Vc (m/min) |
Avance por diente: fz (mm/t) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | – | |||||||
| Aceros bajos en carbono S15C, etc. C15E4, etc. |
< 200 | Primera opción | AH3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | ||
| < 200 | For wear resistance | T3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | |||
| < 200 | Surface quality | NS740 | 100 – 250 | 0.05 – 0.15 | – | – | – | |||
| Acros altos en carbono, Aleaciones de acero S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | Primera opción | AH3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | ||
| 200 – 300 | Para mayor resistencia al desgaste | T3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | |||
| 200 – 300 | Para mayor calidad de superficie | NS740 | 100 – 200 | 0.05 – 0.12 | – | – | – | |||
| Acero para herramienta SKD61, etc. X40CrMoV5-1, etc. |
150 – 300 | Primera opción | AH3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | ||
| 150 – 300 | Para mayor resistencia al desgaste | T3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | |||
| Acero inoxidable SUS304, etc. X5CrNi18-9, etc. |
– | Primera opción | AH3225 | 80 – 200 | – | 0.08 – 0.2 | – | – | ||
| – | Para mayor resistencia al desgaste | AH130 | 80 – 200 | – | 0.08 – 0.2 | – | – | |||
| Fundición gris FC250, etc. 250, etc. |
150 – 250 | Primera opción | AH120 | 100 – 250 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | Para mayor resistencia al desgaste | T1215 | 100 – 250 | 0.12 – 0.2 | – | – | – | |||
| Fundición dúctil FCD450, etc. 400-15S, etc. |
150 – 250 | Primera opción | AH120 | 80 – 200 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | Para mayor resistencia al desgaste | T1215 | 80 – 200 | 0.12 – 0.2 | – | – | – | |||
| Aleaciones de aluminio Si < 13% |
– | Primera opción | DS1100 | 300 – 1000 | – | – | 0.05 – 0.2 | – | ||
| – | Para mayor resistencia al desgaste | DX110 | 500 – 2,000 | – | – | – | 0.05 – 0.2 | |||
| Aleaciones de aluminio Si ≥ 13% |
– | Primera opción | DS1100 | 100 – 200 | – | – | 0.05 – 0.2 | – | ||
| – | Para mayor resistencia al desgaste | DX110 | 200 – 800 | – | – | – | 0.05 – 0.2 | |||
| Aleaciones de cobre | – | Primera opción | KS05F | 200 – 500 | – | – | 0.05 – 0.2 | – | ||
| – | Para mayor resistencia al desgaste | DX110 | 200 – 500 | – | – | – | 0.05 – 0.2 | |||
| Aleaciones de titanio Ti-6Al-4V, etc. |
– | Primera opción | AH130 | 20 – 60 | 0.08 – 0.13 | – | – | – | ||
| – | Para mayor resistencia a la rotura | AH3225 | 20 – 60 | 0.08 – 0.13 | – | – | – | |||
| Superaleaciones Inconel718, etc. |
– | Primera opción | AH725 | 20 – 40 | 0.08 – 0.13 | – | – | – | ||
| – | Para mayor resistencia a la rotura | AH130 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| – | Para mayor resistencia al desgaste | AH120 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| Acero templado | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Primera opción | AH725 | 45 – 70 | 0.04 – 0.08 | – | – | – | |
| SKD11, etc. X153CrMoV12, etc. |
50- 60 HRC | Primera opción | AH725 | 40 – 65 | 0.04 – 0.06 | – | – | – | ||
TLS11 / ELS11
| ISO | Material | Dureza HB |
Prioridad | Calidad | Velocidad de corte Vc (m/min) |
Avance por diente: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | ||||||
| Acero bajo en carbono S15C, etc. C15E4, etc. |
< 200 | Primera opción | AH3225 | 100 – 250 | 0.10 – 0.18 | – | – | |
| < 200 | Para mayor resistencia al desgaste | T3225 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| Acero alto en carbono, Aleaciones de acero S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | Primera opción | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 200 – 300 | Para mayor resistencia al desgaste | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| Acero para herramientas SKD61, etc. X40CrMoV5-1, etc. |
150 – 300 | Primera opción | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 150 – 300 | Para mayor resistencia al desgaste | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| Acero inoxidable SUS304, etc. X5CrNi18-9, etc. |
– | Primera opción | AH3225 | 100 – 150 | – | 0.08 – 0.15 | – | |
| – | Para mayor resistencia al desgaste | AH130 | 100 – 150 | – | 0.08 – 0.15 | – | ||
| Fundición gris FC250, etc. 250, etc. |
150 – 250 | Primera opción | AH120 | 100 – 250 | 0.10 – 0.18 | – | – | |
| 150 – 250 | Para mayor resistencia al desgaste | T1215 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| Fundición dúctil FCD450, etc. 400-15S, etc. |
150 – 250 | Primera opción | AH120 | 80 – 200 | 0.10 – 0.18 | – | – | |
| 150 – 250 | Para mayor resistencia al desgaste | T1215 | 80 – 200 | 0.10 – 0.18 | – | – | ||
| Aleaciones de aluminio Si < 13% |
– | Primera opción | DS1100 | 200 – 500 | – | – | 0.05 – 0.18 | |
| Aleaciones de aluminio Si ≥ 13% |
– | Primera opción | DS1100 | 100 – 200 | – | – | 0.05 – 0.18 | |
| Aleaciones de titanio Ti-6AI-4V, etc. |
– | Primera opción | AH130 | 20 – 60 | – | 0.08 – 0.14 | – | |
| – | Para mayor resistencia a la rotura | AH3225 | 20 – 60 | – | 0.08 – 0.14 | – | ||
| Superaleaciones Inconel718, etc. |
– | Primera opción | AH725 | 20 – 40 | 0.06 – 0.12 | – | – | |
| – | Para mayor resistencia al desgaste | AH130 | 20 – 40 | 0.06 – 0.12 | – | – | ||
| – | Para mayor resistencia al desgaste | AH3225 | 20 – 40 | 0.06 – 0.12 | – | – | ||
- Para eliminar la acumulación excesiva de viruta, utilice un chorro de airea presión.
- Para evitar la acumulación de material en las aristas de corte (mecanizado de aluminio), utilice un refrigerante soluble en agua.
- Al cortar una superficie con interrupciones o fundición, el avance por diente (fz) debe reducirse al valor inferior recomendado que se muestra en la tabla anterior.
- Las condiciones de corte están limitadas por la potencia de la máquina, la rigidez de la pieza de trabajo y la salida del husillo. Cuando el ancho, la profundidad o la longitud de corte sean grandes, ajuste Vc y fz a los valores más bajos recomendados y verifique la potencia y vibración de la máquina.
TPO18 / EPO18
| ISO | Material | Dureza Brinell HB | Calidad | Velocidad de corte Vc (m/min) | fz (mm/t) | |
|---|---|---|---|---|---|---|
| MJ | AJ | |||||
| Acero bajo en carbono S15C, etc. C15E4, etc. | – 200 | AH725 | 100 – 250 | 0.08 – 0.25 | – | |
| Acero alto en carbono y aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. | 200 – 300 | AH725 | 100 – 230 | 0.08 – 0.2 | – | |
| Acero para herramientas SKD11, etc. X153CrMoV12, etc. | 150 – 300 | AH725 | 100 – 180 | 0.08 – 0.2 | – | |
| Acero inoxidable SUS304, etc. X5CrNi18-9, etc. | – | AH140 | 90 – 200 | 0.08 – 0.2 | – | |
| Fundición gris FC250, etc. 250, etc. | 150 – 250 | AH725 | 140 – 250 | 0.08 – 0.25 | – | |
| Fundición dúctil FCD450, etc. 450-10S, etc. | 150 – 250 | AH725 | 110 – 200 | 0.08 – 0.25 | – | |
| Aleaciones de aluminio Si < 13% | – | KS15F | 300 – 1000 | – | 0.05 – 0.25 | |
| Aleaciones de aluminio Si ≥ 13% | – | KS15F | 100 – 200 | – | 0.05 – 0.25 | |
| Aleaciones de titanio Ti-6AI-4V, etc. | – | AH725 | 20 – 60 | 0.08 – 0.18 | – | |
| Superaleaciones Inconel718, etc. | – | AH725 | 20 – 40 | 0.08 – 0.15 | – | |
- Para eliminar la acumulación excesiva de viruta, utilice un chorro de aire a alta presión.
- Para evitar la acumulación de material en las aristas de corte (mecanizado de aluminio), utilice un refrigerante soluble en agua.
- Al cortar una superficie con interrupcines o fundición, el avance por diente (fz) debe reducirse al valor inferior recomendado que se muestra en la tabla anterior.
- Las condiciones de corte están limitadas por la potencia de la máquina, la rigidez de la pieza de trabajo y la salida del husillo. Cuando el ancho, la profundidad o la longitud de corte sean grandes, ajuste Vc y fz a los valores más bajos recomendados y verifique la potencia y vibración de la máquina.
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock