

Serie de planeado de alta precisión con cuerpos de fresa livianos y zonas de asentamiento ajustables
La serie de fresas de planeado extremadamente livianas ahora integran zonas de asentamiento ajustables para una precisión adicional en el acabado superficial

Aplicaciones y características
Aplicaciones


Características
1. Variaciones de densidad de plaquita
Las variaciones de paso de plaquita permiten seleccionar la mejor herramienta posible para obtener la máxima economía en el proceso de fresado.
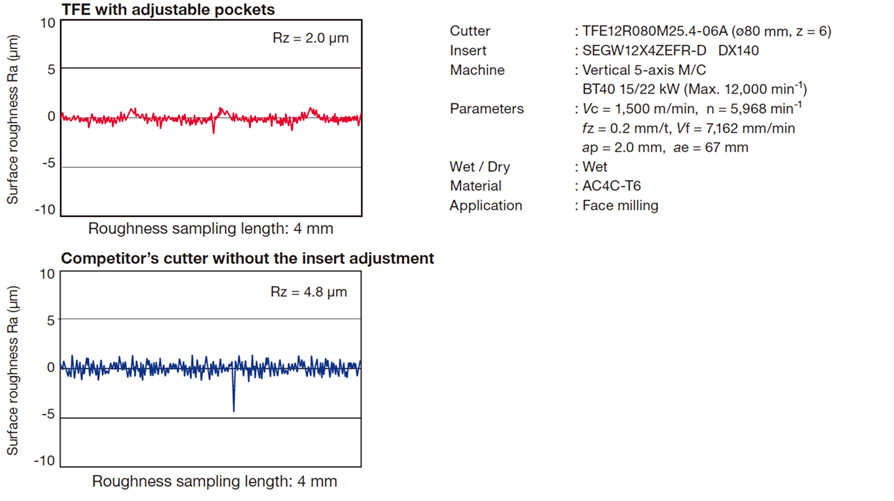
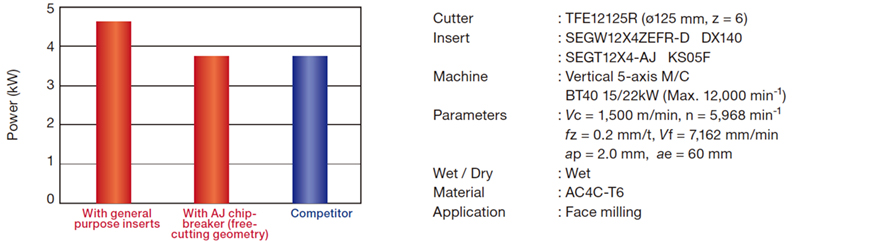
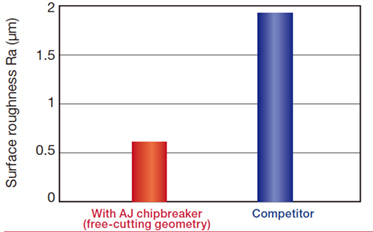
2. Rendimiento de corte (Materiales no férricos)
Rugosidad de la superficie
Requisitos de energía del rompevirutas – AJ
Calidad del acabado superficial del rompevirutas -AJ
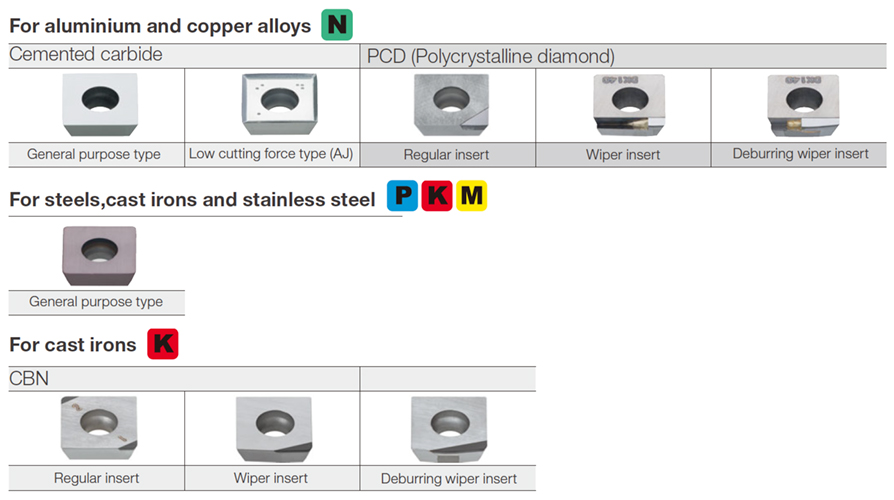
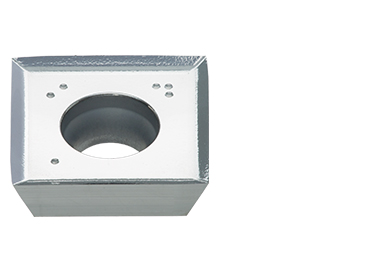
Plaquitas y calidades
Plaquitas
Calidades principales
AH120
![]()
![]()
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Adecuado para mecanizar acero, acero inoxidable y fundición en condiciones de corte estándar.
DX140
![]()
- Gran resistencia al desgaste
- Diseñado para metales no férricos y no metales.
BX480
![]() Metal sinterizado
Metal sinterizado
- El T-CBN más duro
- Ideal para metales férricos sinterizados
- Adecuado para planeado a alta velocidad de fundición
Cuerpos de fresa
Tipo vaso
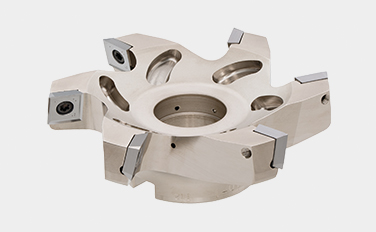
TFE12R (ø63 – 125 mm)
Fresas de planeado de 85,5° de fijación por tornillo para mecanizado de aluminio
Tipo vaso con zonas de asentamiento ajustables

TFE12R-A (ø80 – ø125 mm)
Fresas de planeado de 85,5° para mecanizado de aluminio, de fijación por tornillo y zonas de asentamiento ajustables para descentramiento axial
Tipo mango
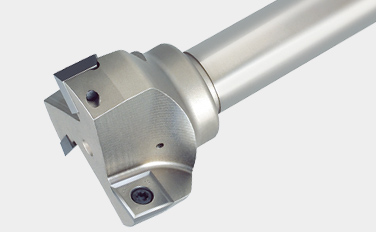
EFE12R (ø50 mm)
Fresas de 85,5° de fijación por tornillo para mecanizado de aluminio
Ejemplos prácticos
Ejemplo #1
Industria automovilística
| Pieza: | Cuerpo de válvula |
| Material: | ADC12 |
| Fresa: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| Plaquita: | SEGW12X4ZEFR-D |
| Calidad: | ADC12 |
| Condiciones de corte: | Vc = 2,000 (m/min) fz = 0.06 (mm/t) Vf = 2,400 (mm/min) ap = 0.5 (mm) ae = 100 (mm) Aplicación: Planeado Refrigeración: Taladrina Máquina: Vertical M/C,BT40 |

Ejemplo #2
Ingeniería general
| Pieza: | Lámina |
| Material: | AC4C-T6 |
| Fresa: | TFE12R080M25.4-06A (.80 mm, z = 6) |
| Plaquita: | SEGW12X4ZEFR-D |
| Calidad: | DX140 |
| Condiciones de corte: | Vc = 1,500 (m/min) fz = 0.2 (mm/t) Vf = 7,200 (mm/min) ap = 2.0 (mm) ae = 60 (mm) Aplicación: Planeado Refrigeración: Taladrina Máquina: Vertical M/C、BT40 |

Ejemplo #3
Ingeniería general
| Pieza: | Tubo de escape |
| Material: | FCD500 |
| Fresa: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| plaquita: | 2QP-SECW12X412ZETR |
| Calidad: | FCD500 |
| Condiciones de corte: | Vc = 800 (m/min) fz = 0.02 (mm/t) Vf = 407 (mm/min) ap = 0.4 (mm) ae = 90 (mm) Aplicación: Planeado / con interrupciones Refrigeración: Taladrina Máquina: Vertical MC |

Condiciones de corte estándar
| ISO | Workpiece material | Hardness | Grade | Designation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|
| Carbon steels and alloy steels | < 300HB | AH120 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | |
| < 300HB | NS740 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | ||
| Stainless steels | < 250HB | AH140 | SEGW12X4ZEPR | 80 – 180 | 0.03 – 0.15 | |
| Grey and ductile cast irons | 150 – 250 HB | AH120 | SEGW12X4ZEPR | 100 – 200 | 0.03 – 0.15 | |
| Grey cast iron | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 800 – 1500 | 0.05 – 0.3 | |
| Ductile cast irons | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 500 – 800 | 0.05 – 0.2 | |
| Cast aluminium alloy / Die-cast Si < 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Cast aluminium alloy / Die-cast Si ≥ 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 80 – 200 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength < 350 N/mm2 |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength > 350 N/mm2 |
– | DS2005, KS05F | SEGW12X4ZEFR | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Copper alloy | – | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 |
Notas:
- En el fresado de aleaciones de aluminio y cobre.:
- Para mejorar el acabado de la superficie, utilíce la plaquita Wiper SEGW12X4ZEFR-WD
- Para reducir la aparición de rebabas, utilícela junto con plaquitas desbarbadoras. SEGW12X4ZEFR-BD
- Al fresar aleaciones de aluminio y cobre, se recomienda el uso de un fluido de corte soluble en agua. Al fresar aceros, hierros fundidos y aceros inoxidables, se recomienda el corte en seco.
- Cuando la relación de voladizo de longitud a diámetro de la herramienta (L/D) excede 3, reduzca la velocidad de corte y avance entre el 70 y el 80 % de los valores indicados en la tabla.
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.