

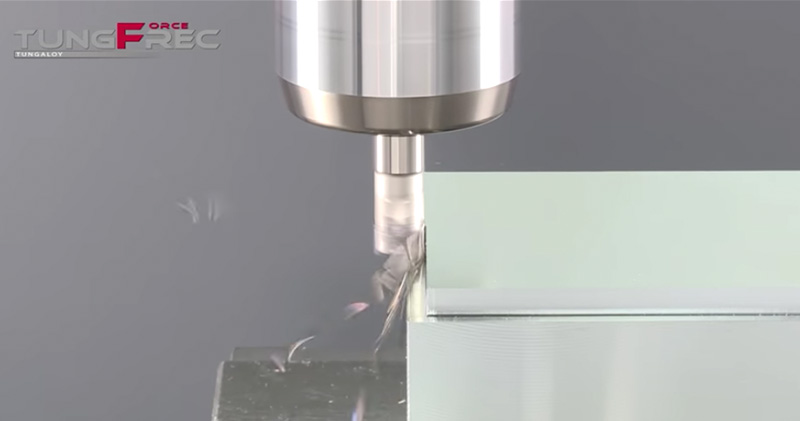
Fresa de escuadrado versátil con la base de la plaquita en forma de V única para una máxima productividad
TungForce-Rec, una nueva serie de para escuadrado de piezas pequeñas, presenta un sistema de fijación exclusivo que ofrece una estabilidad excepcional en el mecanizado de cavidades y ranuras pequeñas.

Aplicaciones y características
Aplicaciones








Características
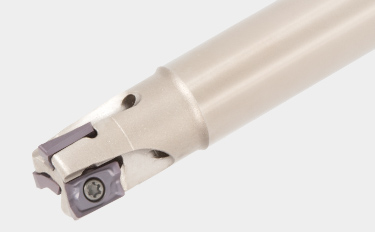
1. Diseño de cuerpo de fresa resistente
• El diseño de la base de la plaquitaen forma de V permite que la fresa tenga un núcleo grueso y una mayor zona de soporte de la plaquita.
• Garantiza una alta productividad y estabilidad.

2. Fijación de plaquitas extremadamente segura
• El diseño en forma de V evita el movimiento de la plaquita durante el mecanizado.
• Elimina el fallo prematuro de la plaquita y proporciona estabilidad.

2. Arista de corte afilada y resistente para aumentar la productividad
• Se logra una alta productividad y estabilidad con el exclusivo diseño de la arista de corte.
El gran ángulo de ataque y la superficie del flanco obtuso proporcionan unas fuerzas de corte bajas y un rendimiento anti-astillado.

El gran ángulo de incidencia ofrece unas fuerzas de corte bajas, pero una sección transversal pequeña provoca que la arista se astille.

Plaquitas y calidades
Plaquitas
AV*T04
- Máxima profundidad de corte: 4 mm
- Plaquita en forma de V para un escuadrado de gran precisión
AV*T06
- Máxima profundidad de corte: 6 mm
- Plaquita en forma de V para un escuadrado de gran precisión

AV*T12
- Máxima profundidad de corte: 11.5 mm
- Plaquita en forma de V para un escuadrado de gran precisión

AVGW12
- Máxima profundidad de corte: 4.5 mm
AV*T18
- Máxima profundidad de corte: 16.5 mm
- Plaquita en forma de V para un escuadrado de gran precisión
Calidades principales
AH120
![]()
![]()
![]()
![]()
- Buen balance entre resistencia al desgaste y la rotura
- Adecuada para mecanizar acero, acero inoxidable y fundición en condiciones de corte estándar
AH3135
![]()
![]()
- Gran resistencia a la rotura
- Adecuada para el mecanizado de acero y acero inoxidable en condiciones de corte estándar
AH3225
![]()
![]()
- Buen balance entre resistencia al desgaste y la rotura
- Adecuada para acero y acero inoxidable
Cuerpos de fresa



Ejemplos prácticos
Ejemplo #1
| Pieza: | Parte de máquina |
| Material: | SUS304 / X5CrNiMo18-9 |
| Fresa: | EPAV04M008C08.0R02 (ø8 mm, z=2) |
| Plaquita: | AVMT040204PPER-MM |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 150 (m/min) fz = 0.08 (mm/t) Vf = 895 (mm/min) ap = 1.429 (mm) ae = 8 (mm) Aplicación: Ranurado Refrigeración: Aire a presión Máquina: Vertical M/C, BT50 |

Ejemplo #2
| Pieza: | Parte de máquina |
| Material: | SS400 / E275A |
| Fresa: | EPAV06M014C12.0R03 (ø14 mm, z=3) |
| Plaquita: | AVGT060302PBER-MJ |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 264 (m/min) fz = 0.125 (mm/t) Vf = 1,500 (mm/min) ap = 6 (mm) ae = 3 (mm) Aplicación: Escuadrado Refrigeración: Taladrina (Exterior) Máquina: Vertical M/C, BT40 |

Ejemplo #3
| Pieza: | Parte de máquina |
| Material: | Fundición de aluminio |
| Fresa: | TPAV12M050B22.0R12 (ø50 mm, z = 12) |
| Plaquita: | AVGT120408PDFR-AM |
| Calidad: | KS05F |
| Condiciones de corte: | Vc = 950 (m/min) fz = 0.15 (mm/t) Vf = 11,000 (mm/min) ap = 6(mm) ae = 35 (mm) Aplicación: Planeado Refrigeración: Taladrina (Exterior) Máquina: Vertical M/C, BT50 |

Condiciones de corte estándar
TungForce-Fec 04
| ISO | Material | Dureza | Prioridad | Calidad | Velocidad de corte Vc (m/min) | Avance por diente fz (mm/t) | |
|---|---|---|---|---|---|---|---|
 |
Acero bajo en carbono S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | Primera opción | AH3225 | 100 – 300 | 0.05 – 0.12 | |
| Acero al carbono y aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Primera opción | AH3225 | 100 – 250 | 0.05 – 0.12 | ||
| Acero pretemplado NAK80, PX5, etc. |
30 – 40 HRC | Primera opción | AH3225 | 100 – 200 | 0.05 – 0.1 | ||
 |
Acero inoxidable SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | Primera opción | AH3225 | 80 – 180 | 0.05 – 0.1 | |
 |
Fundición gris FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | Primera opción | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Fundición dúctil FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | Primera opción | AH120 | 100 – 250 | 0.05 – 0.12 | ||
 |
Aleaciones de titanio Ti-6AI-4V, etc. |
– | Primera opción | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Superaleaciones Inconel 718, etc. |
– | Primera opción | AH120 | 20 – 40 | 0.04 – 0.07 | ||
 |
Acero templado | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | Primera opción | AH120 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | Primera opción | AH120 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Fec 06
| ISO | Material | Dureza | Prioridad | Calidad | Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Aceros bajos en carbono S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | Primera opción | AH3225 | 100 – 430 | 0.04 – 0.12 | |
| Acero al carbono y aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Primera opción | AH3225 | 100 – 350 | 0.04 – 0.12 | ||
| Acero pretemplado NAK80, PX5, etc. |
30 – 40 HRC | Primera opción | AH3225 | 100 – 230 | 0.04 – 0.12 | ||
|
Acero inoxidable SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | Primera opción | AH3135 | 80 – 220 | 0.04 – 0.1 | |
|
Fundición gris FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | Primera opción | AH8015 | 100 – 330 | 0.04 – 0.12 | |
| Fundición dúctil FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | Primera opción | AH8015 | 100 – 240 | 0.04 – 0.12 | ||
 |
Aleaciones de aluminio Si < 13% |
– | Primera opción | DS2005, KS05F | 300 – 1000 | 0.04 – 0.12 | |
| Aleaciones de aluminio Si ≥ 13% |
– | Primera opción | DS2005, KS05F | 100 – 230 | 0.04 – 0.12 | ||
|
Aleaciones de titanio Ti-6Al-4V, etc. |
– | Primera opción | AH130 | 20 – 90 | 0.04 – 0.1 | |
| – | For wear resistance | AH8015 | 20 – 90 | 0.04 – 0.1 | |||
| Superaleaciones Inconel 718, etc. |
– | Primera opción | AH130 | 20 – 65 | 0.04 – 0.09 | ||
| – | For wear resistance | AH8015 | 20 – 65 | 0.04 – 0.09 | |||
|
Acero templado | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | Primera opción | AH8015 | 50 – 70 | 0.04 – 0.08 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | Primera opción | AH8015 | 40 – 65 | 0.04 – 0.06 | ||
TungForce-Fec 12
| ISO | Material | Dureza | Prioridad | Calidades | Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Acero bajo en carbono S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | Primera opción | AH3225 | 100 – 300 | 0.06 – 0.22 | |
| – 200 HB | Para mayor resistencia al desgaste | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Acero al carbono y aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Primera opción | AH3225 | 100 – 250 | 0.06 – 0.22 | ||
| – 300 HB | Para mayor resistencia al desgaste | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Acero pretemplado NAK80, PX5, etc. |
30 – 40 HRC | Primera opción | AH3225 | 100 – 200 | 0.06 – 0.22 | ||
| 30 – 40 HRC | Para mayor resistencia al desgaste | T3225 | 200 – 400 | 0.06 – 0.15 | |||
|
Acero inoxidable SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | Primera opción | AH3225 | 80 – 180 | 0.07 – 0.2 | |
|
Fundición gris FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | Primera opción | AH8015 | 100 – 300 | 0.05 – 0.18 | |
| 150 – 250 HB | Para mayor resistencia al desgaste | T1215 | 200 – 400 | 0.05 – 0.12 | |||
| Fundición dúctil FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | Primera opción | AH8015 | 100 – 250 | 0.05 – 0.18 | ||
| 150 – 250 HB | Para mayor resistencia al desgaste | T1215 | 150 – 300 | 0.05 – 0.12 | |||
|
Aleaciones de aluminio Si < 13% |
– | Primera opción | DS2005, KS05F | 300 – 1,500 | 0.05 – 0.32 | |
| – | Para mayor resistencia al desgaste | DX160 | 500 – 2,000 | 0.05 – 0.2 | |||
| Aleaciones de aluminio Si ≥ 13% |
– | Primera opción | DS2005, KS05F | 100 – 200 | 0.05 – 0.32 | ||
| – | Para mayor resistencia al desgaste | DX160 | 200 – 800 | 0.05 – 0.2 | |||
|
Aleaciones de titanio Ti-6Al-4V, etc. |
– 40 HRC | Primera opción | AH8015 | 20 – 60 | 0.04 – 0.15 | |
| – 40 HRC | Fracture resistance | AH3225 | 20 – 60 | 0.04 – 0.15 | |||
| Superaleaciones Inconel 718, etc. |
– 40 HRC | Primera opción | AH8015 | 20 – 40 | 0.04 – 0.15 | ||
| – 40 HRC | Fracture resistance | AH120 | 20 – 40 | 0.04 – 0.15 | |||
|
Acero templado | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | Primera opción | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | Primera opción | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Rec 18
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| MM | MT | AM | |||||||
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.06 – 0.22 | 0.07 – 0.28 | – | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.07 – 0.2 | 0.07 – 0.25 | – | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.22 | 0.06 – 0.28 | – | |
| 150 – 250 HB | Wear resistance | T1215 | 200 – 400 | 0.05 – 0.18 | – | – | |||
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 250 | 0.05 – 0.22 | 0.06 – 0.28 | – | ||
| 150 – 250 HB | Wear resistance | T1215 | 150 – 300 | 0.05 – 0.18 | – | – | |||
|
Aluminium alloys Si < 13% |
– | First choice | DS2005 KS05F |
300 – 1500 | – | – | 0.05 – 0.32 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005 KS05F |
100 – 200 | – | – | 0.05 – 0.32 | ||
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH8015 | 20 – 60 | 0.04 – 0.15 | – | – | |
| Superalloys Inconel 718, etc. |
– | First choice | AH8015 | 20 – 40 | 0.04 – 0.15 | 0.05 – 0.18 | – | ||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 150 | 0.04 – 0.07 | 0.05 – 0.1 | – |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 70 | 0.04 – 0.07 | 0.05 – 0.1 | – | ||
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.