

Fresa de escuadrado con plaquitas con una buena relación precio-punta y excelente estabilidad ante vibraciones
Plaquita con una buena relación precio-punta de 3 aristas de corte con un gran ángulo de ataque en la arista que reduce las fuerzas de corte y proporciona una excelente formación de viruta.
La cara de flanco optimizada en la plaquita y el paso diferencial en la fresa evitan la vibración durante el mecanizado.


Aplicaciones y características
Aplicaciones









Características
1. Plaquita de 3 aristas de corte
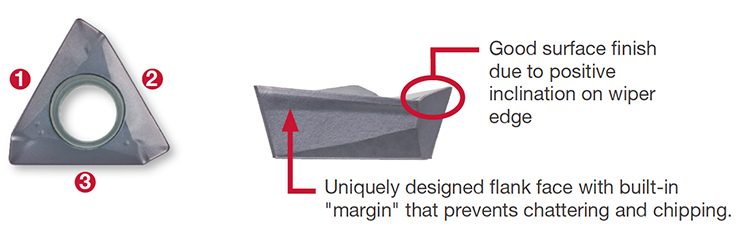
2.Reduce las fuerzas de corte de forma drástica

3. Gran acabado de paredes
• Gran precisión en el acabado de paredes gracias a su arista de corte helicoidal
Plaquitas y calidades
Plaquitas
TO*T
- Profundidad de corte máxima
- – TO*T04: 3.5 mm
- – TO*T06: 6 mm
- – TO*T10: 10 mm
– TO*T15: 15 mm - Plaquitas de 3 aristas para bajas fuerzas de corte
Main Grades
AH3135
![]()
![]()
- Gran resistencia a la rotura
- Adecuado para mecanizar acero y acero inoxidable en condiciones de corte estándar
AH3225
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Adecuada para acero y acero inoxidable
AH8015
![]()
![]()
![]()
![]()
![]()
-
Buen equilibrio entre resistencia al desgaste y a la rotura
-
Primera opción para mecanizar aleaciones termorresistentes en condiciones de corte estándar.
Cuerpos de fresa




Ejemplos prácticos
Ejemplo #1
Ingeniería general
| Pieza: | Lámina |
| Material: | SUS304 / X5CrNi18-9 |
| Fresa: | EPA06R020M20.0-03N (ø20 mm, z = 3) |
| Plaquita: | TOMT060304PDER-MJ |
| Calidad: | AH3135 |
| Condiciones de corte: | Vc = 125 (m/min) fz = 0.083 (mm/t) Vf = 600 (mm/min) ap = 1.5 (mm) ae = 9 (mm) Aplicación: Planeado Refrigeración: Seco Máquina: BT40 |

Ejemplo #2
Ingeniería general
| Pieza: | Parte de máquina |
| Material: | S45C / C45 |
| Fresa: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Plaquita: | TOMT100404PDER-MJ |
| Calidad: | AH3135 |
| Condiciones de corte: | Vc = 150 (m/min) fz = 0.19 (mm/t) Vf = 836 (mm/min) ap = 1 (mm) ae = 5 (mm) Aplicación: Escuadrado Refrigeración: Taladrina (Suministro eterno) Máquina: Centro de torno-fresado |

Ejemplo #3
Ingeniería general
| Pieza: | Base |
| Material: | S50C / C50 |
| Fresa: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Plaquita: | TOMT100404PDER-MJ |
| Calidad: | AH3135 |
| Condiciones de corte: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 390 (mm/min) ap = 1.5 (mm) ae = 25 (mm) Aplicación: Escuadrado Refrigeracion: Aire suministro exterior Máquina: Vertical M/C |

Condiciones de corte estándar
EPA04
| ISO | Material | Dureza | Calidad | Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
|
|---|---|---|---|---|---|---|
 |
Aceros bajos en carbono SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | AH3225 | 100 – 250 | 0.05 – 0.12 | |
| Acero al carbono y aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | AH3225 | 100 – 230 | 0.05 – 0.12 | ||
| Acero pretemplado NAK80, PX5, etc. |
30 – 40 HRC | AH3225 | 100 – 180 | 0.05 – 0.1 | ||
 |
Acero inoxidable SUS304, etc. X5CrNi18-9, etc. |
– | AH3225 | 90 – 200 | 0.05 – 0.1 | |
 |
Fundición gris FC250, etc. 2 50, etc., GG25, etc. |
150 – 250 HB | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Fundición dúctil FCD450, etc. 450-10S, etc., GGG45, etc. |
150 – 250 HB | AH120 | 100 – 200 | 0.05 – 0.12 | ||
 |
Aleaciones de titanio Ti-6AI-4V, etc. |
– | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Aleaciones termorresistentes Inconel 718, etc. |
– | AH8015 | 20 – 40 | 0.04 – 0.07 | ||
 |
Acero endurecido | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
- Elimine la acumulación excesiva de viruta con un chorro de aire.
- Para una operación en la que la profundidad de corte varía (por ejemplo, recubrimiento de fundición) o mecanizado de materiales de piezas de trabajo con superficie con interrupciones, el avance por diente (fz) debe establecerse en el valor más bajo recomendado que se muestra en la tabla anterior.
- Las condiciones de corte pueden estar limitadas según la potencia de la máquina, la rigidez de la pieza de trabajo y la salida del husillo. Cuando el ancho, la profundidad o la longitud de corte sean grandes, ajuste Vc y fz a los valores más bajos recomendados y verifique la potencia y vibración de la máquina.
T/E/HPA06, T/E/HPA10, T/EPA15
| ISO | Material | Dureza | Prioridad | Rompevirutas | Calidad | T/E/HPA06 | T/E/HPA10 | T/EPA15 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Velocidad de corteVc (m/min) |
Avance por diente fz (mm/t) |
Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||||
|
Aceros bajos en carbono SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | Primera opción | MJ/NMJ | AH3225 | 100 – 220 | 0.05 – 0.15 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Para mayor resistencia al desgaste | MJ/NMJ | T3225 | 100 – 250 | 0.08 – 0.1 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Aceros al carbono y aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Primera opción | MJ/NMJ | AH3225 | 100 – 170 | 0.05 – 0.12 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Para mayor resistencia al desgaste | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Acero pretemplado y acero para herramientas NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | Primera opción | MJ/NMJ | AH3225 | 100 – 120 | 0.05 – 0.12 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Para mayor resistencia al desgaste | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Acero inoxidable SUS304, etc. X5CrNi18-9, etc. |
– | Primera opción | MJ/NMJ | AH3135 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Para mayor resistencia al desgaste | MJ/NMJ | T3225 | 90 – 200 | 0.05 – 0.1 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Fundición gris FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | Primera opción | MJ/NMJ | AH120 | 100 – 200 | 0.05 – 0.15 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Para mayor resistencia al desgaste | MJ | T1215 | 150 – 250 | 0.05 – 0.12 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Fundición dúctil FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | Primera opción | MJ/NMJ | AH120 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Para mayor resistencia al desgaste | MJ | T1215 | 100 – 200 | 0.05 – 0.12 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
 |
Aluminio Si < 13% |
– | Primera opción | AJ | KS05F | 300 – 900 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Aluminio Si ≥ 13% |
– | Primera opción | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Aleaciones de titanio Ti-6Al-4V, etc. |
– | Primera opción | MJ/NMJ | AH3135 | 20 – 50 | 0.05 – 0.1 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Aleaciones termorresistentes Inconel 718, etc. |
– | Primera opción | MJ/NMJ | AH120 | 20 – 35 | 0.03 – 0.08 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- Cuando utilice el rompevirutas NMJ, configure el avance a menos de 0,15 mm/t.
- Elimine la acumulación excesiva de viruta con un chorro de aire.
- Para una operación en la que la profundidad de corte varía (por ejemplo, revestimiento de fundición) o mecanizado de materiales de piezas de trabajo con superficie con interrupciones, el avance por diente (fz) debe establecerse en el valor más bajo recomendado que se muestra en la tabla anterior.
- Las condiciones de corte pueden estar limitadas según la potencia de la máquina, la rigidez de la pieza de trabajo y la salida del husillo. Cuando el ancho, la profundidad o la longitud de corte sean grandes, ajuste Vc y fz a los valores más bajos recomendados y verifique la potencia y vibración de la máquina.
TLA (Tipo desbaste)
| ISO | Material | Dureza | Prioridad | Rompevirutas | Calidad | TLA10 | TLA15 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||
|
Aceros bajos en carbono SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | Primera opción | MJ/NMJ | AH3225 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Para mayor resistencia al desgaste | MJ/NMJ | T3225 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Aceros al carbono y aleaciones de acero S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Primera opción | MJ/NMJ | AH3225 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Para mayor resistencia al desgaste | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Acero pretemplado y acero para herrameintas NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | Primera opción | MJ/NMJ | AH3225 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Para mayor resistencia al desgaste | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Acero inoxidable SUS304, etc. X5CrNi18-9, etc. |
– | Primera opción | MJ/NMJ | AH3135 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Para mayor resistencia al desgaste | MJ/NMJ | T3225 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Fundición gris FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | Primera opción | MJ/NMJ | AH120 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Para mayor resistencia al desgaste | MJ | T1215 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Fundición dúctil FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | Primera opción | MJ/NMJ | AH120 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Para mayor resistencia al desgaste | MJ | T1215 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
|
Aluminio Si < 13% |
40 – 50 HRC | Primera opción | AJ | KS05F | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Aluminio Si ≥ 13% |
50 – 60 HRC | Primera opción | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Aleaciones de titanio Ti-6Al-4V, etc. |
– | Primera opción | MJ/NMJ | AH3135 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Aleaciones termorresistentes Inconel 718, etc. |
– | Primera opción | MJ/NMJ | AH120 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- Cuando utilice el rompevirutas NMJ, configure el avance para que no supere los 0,15 mm/t
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock