

Fresa de radio para el perfilado de piezas complejas
Sistema antirrotación innovador y seguro, con fijación de la plaquita FIX que proporciona una fijación muy rígida
* FixRMill has an upgraded series. If you’re considering it, check out the new series page.

Aplicaciones y características
Aplicaciones








Características
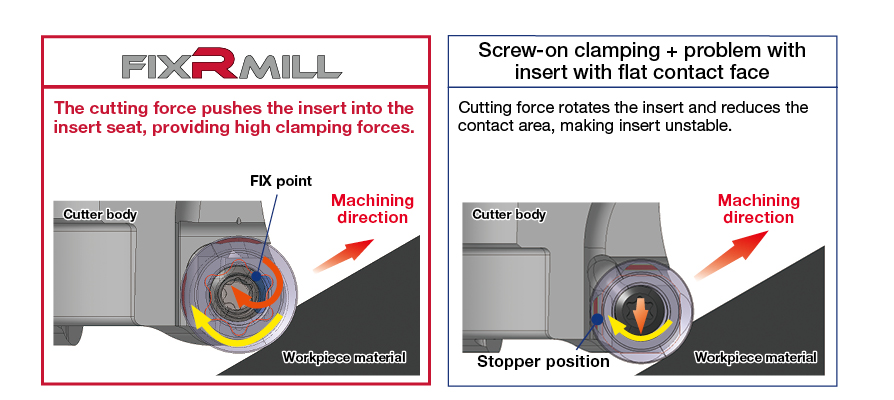
1. Sistema antirrotación con fijación rígida
• Asegure la plaquita en la protuberancia de la zona de asentamiento en la fresa.
• La fuerza de corte empuja la plaquita hacia la zona de asentamiento, lo que da como resultado una fijación rígida.
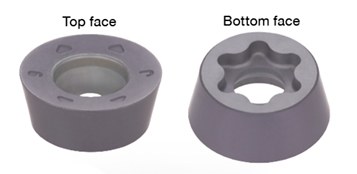
2. Plaquita redonda con 6 índices.
• No es necesario quitar el tornillo para cambiar la arista de corte.
3. Alta velocidad de corte Vc hasta 300 m/min (984 sfm)
Plaquitas y calidades
Plaquitas

RPMT-MJ / -ML
- La fijación de la plaquita en la zona de asentamiento permite hasta 6 índices.
- Hay dos tipos de rompevirutas disponibles:
– MJ: Mecanizado de general
– ML: Mecanizado de bajas fuerzas de corte
Calidades
AH725
![]()
![]()
- Para fresado general
- Proporciona alta fiabilidad en el mecanizado de acero y fundición.
- Calidad muy versátil con excelente resistencia al desgaste y al astillado
AH130
![]()
- Para fresado general de acero inoxidable
- Reduce el desgaste por craterizaciones y en entalla
- Proporciona un fresado excepcionalmente fiable
AH4035
![]()
- Calidad ideal para aceros inoxidables con alto contenido en cromo
- Calidad recientemente desarrollada con un equilibrio excepcional de resistencia al desgaste y al astillado
- Reduce drásticamente el desgaste en incidencia y el astillado al mecanizar aceros inoxidables
Cuerpos de fresa
Tipo mango

ERP (ø20 – ø40mm)
Tipo mango para la serie de fresas de radio FixRMill con sistema antirrotación
Tipo modular

HRP-M (ø20 – ø32mm)
Serie de fresas de radio tipo modular (TungFlex) con sistema antirrotación
Tipo vaso

TRP (ø40 – ø66mm)
Tipo vaso para la serie de fresas de radio FixRMill con sistema antirrotación
Ejemplos prácticos
Ejemplo #1
Industria de matrices y moldes
| Pieza: | Matriz |
| Material: | SKD61 / X40CrMoV5-1 |
| Fresa: | ERP12R032M32.0-03 |
| Plaquita: | RPMT1204EN-ML |
| Calidad: | AH725 |
| Condiciones de corte: | Vc = 130 (m/min) fz = 0.4 (mm/t) ap = 1.0 (mm) ae = 26.0 (mm) Aplicación: Perfilado Refrigeración: Aire comprimido Máquina: Vertical M/C, BT40 |

Ejemplo #2
Ingeniería general
| Pieza: | Parte de maquina |
| Material: | Acero inoxidable resistente a la corrosión |
| Fresa: | TRP12R050M22.0E05 |
| Plaquita: | RPMT1204EN-ML |
| Calidad: | AH130 |
| Condiciones de corte: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 1.0 (mm) ae = < 50 (mm) Aplicación: Perfilado en superficies curvas Refrigeración: Taladrina Máquina: M/C de 5 ejes, BT50 |

Ejemplo #3
Ingeniería general
| Pieza: | Parte de máquina |
| Material: | SUS420J1 / X20Cr13 |
| Fresa: | TRP12R050M22.0E05 |
| Plaquita: | RPMT1204EN-MJ |
| Calidad: | AH4035 |
| Condiciones de corte | Vc = 300 (m/min) fz = 0.5 (mm/t) ap = 2.0 (mm) ae = < 50 (mm) Aplicación: Perfilado en superficies curvas Refrigeración: Chorro de aire Máquina: M/C de 5 ejes, BT50 |

Condiciones de corte estándar
| ISO | Material | Dureza | Prioridad | Calidad | Rompe-virutas | Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
Diámetro de herramienta: øDc (mm), Número de revoluciones: n (min-1), Velocidad de avance: Vf (mm/min), Profundidad de corte: ap = 2,0 mm | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø20 | ø25 | ø32 | ø35 | ø40 | ø50 | ø63 | |||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| E/HRP10 | E/HRP10, E/HRP12 | E/HRP10 | E/HRP12 | ERP10 | TRP10 | ERP12 | ERP16 | ERP12 | TRP12 | TRP16 | |||||||||||||||
| Aceros al carbono (S45C / C45, S55C / C55 etc.) | < 300 HB | Primera opción | AH725 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| < 300 HB | Para resistencia al impacto | AH130 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | ||
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Aleaciones de acero (SCM440 / 42CrMo4, SCr415 / 17Cr3 etc.) |
150 – 300 HB | Primera opción | AH725 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| 150 – 300 HB | Para resistencia al impacto | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Aceros para herramientas (SKD11 / X153CrMoV12 etc.) | < 300 HB | – | AH725 | ML | 80 – 180 | 0.2 – 0.4 | 2070 | 1240 | 1660 | 1000 | 1290 | 1550 | 1160 | 1180 | 1420 | 1030 | 1550 | 1240 | 620 | 830 | 1250 | 660 | 1190 | 990 | |
| Vc = 130 m/min, fz = 0.3 mm/t | |||||||||||||||||||||||||
| Acero inoxidable (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3 etc.) |
< 200 HB | Primera opción | AH130 | ML | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| < 200 HB | Para resistencia al impacto | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Acero inoxidable (SUS430 / X6Cr17 etc.) | < 200 HB | Primera opción | AH4035 | ML | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | |
| Vc = 200 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| < 200 HB | Para resistencia al impacto | AH4035 | MJ | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | ||
| Vc = 200 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Fundición gris (FC250 / GG25 / 250 etc.) |
150 – 250 HB | – | AH725 | ML | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Fundición dúctil (FCD400 / GGG40 etc.) |
150 – 250 HB | – | AH725 | ML | 100 – 200 | 0.3 – 0.7 | 2390 | 2390 | 1910 | 1910 | 1490 | 2980 | 2240 | 1360 | 2720 | 1190 | 2980 | 2380 | 1190 | 950 | 2380 | 760 | 2280 | 1900 | |
| Vc = 150 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Acero templado (SKD61 / X40CrMoV5-1 etc.) | 40 – 50 HRC | – | AH725 | MJ | 60 – 140 | 0.1 – 0.3 | 1590 | 630 | 1270 | 510 | 990 | 790 | 590 | 910 | 730 | 800 | 800 | 640 | 320 | 640 | 640 | 510 | 610 | 510 | |
| Vc = 100 m/min, fz = 0.2 mm/t | |||||||||||||||||||||||||
| Acero templado (SKD11 / X153CrMoV12 etc.) |
50 – 60 HRC | – | AH725 | MJ | 20 – 60 | 0.05 – 0.2 | 640 | 150 | 510 | 120 | 400 | 190 | 140 | 360 | 170 | 320 | 190 | 150 | 75 | 250 | 150 | 200 | 140 | 120 | |
| Vc = 40 m/min, fz = 0.12 mm/t | |||||||||||||||||||||||||
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock