

Fresa de radio para el mecanizado 3D gracias a las aristas de corte helicoidales
La geometría única de las plaquitas asegura una sujeción segura de las mismas para una alta estabilidad
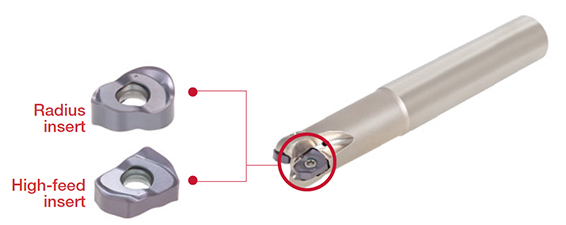
Dos tipos de plaquitas encajan en una misma fresa: plaquitas de radio y de alta eficiencia


Aplicaciones y características
Aplicaciones







Características
1. Fresa multifuncional con una fiabilidad superior
• Dos tipos de plaquitas encajan en una misma fresa: plaquitas de radio y de alta eficiencia.
• Fijación segura de la plaquita para evitar que la plaquita se mueva durante el mecanizado.
2. Plaquita para aplicaciones a alto avance con mayor profundidad de corte
• El control suave de la viruta permite un mecanizado estable.
3. Plaquita de radio con alta fiabilidad
• La sección transversal de la plaquita está diseñada para ser 2 veces más grande que la de una plaquita redonda.
• Excelente evacuación de viruta en diversas aplicaciones.

Plaquitas y calidades
Plaquitas

LNMX-MJ/LNMX-ML
- Plaquita de radio
- Profundidad máxima de corte
-LNMU04: 4,0mm
-LNMU05: 5,0mm
-LNMU06: 6,0mm

LNMX-HJ/LNMX-HL
- Para mecanizado a alto avance
- Profundidad máxima de corte
– LNMX04: 1,3mm
– LNMX06: 2mm
Calidades principales
AH8015
![]()
![]()
![]()
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Primera opción para mecanizar aleaciones termorresistentes en condiciones de corte estándar
AH3225
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Adecuada para acero y acero inoxidable
AH3135
![]()
![]()
- Alta resistencia a la rotura
- Adecuada para mecanizar acero y acero inoxidable en condiciones de corte estándar
Cuerpos de fresa
Tipo mango

EXLN (ø20 – ø40 mm)
Portaherramientas cilíndrico para fresado de radios o para aplicaciones a alto avance
Tipo modular

HXLN (ø20 – ø42 mm)
Cabezal modular (TungFlex) para fresado de radios o alto avance

Ejemplos prácticos
Ejemplo #1
Ingeniería general
| Pieza: | Parte del accesorio |
| Material: | SUS304 |
| Fresa: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Plaquita: | LNMX0405R4-MJ |
| Calidad: | AH3135 |
| Condiciones de corte: | Vc = 220 ← 120 (m/min) fz = 0.4 ← 0.1 (mm/t) Vf = 3360 ← 535 (mm/min) ap = 3.5 ← 3 (mm) ae = 15 (mm) Aplicación: Escuadrado Refrigeración: Suministro externo Máquina: Vertical M/C |

Ejemplo #2
Industria de matrices y moldes
| Pieza: | Núcleo deslizante |
| Material: | NAK80 (40HRC) |
| Fresa: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Plaquita: | LNMX0405R4-MJ |
| Calidad: | AH3135 |
| Condiciones de corte: | Vc = 150 (m/min) fz = 0.3 ← 0.15 (mm/t) Vf = 1720 ← 573 (mm/min) ap = 4 ← 5 (mm) ae = 7 ← 5 (mm) Aplicación: Fresado en escuadra Refrigeración: Suministro externo Máquina: Vertical M/C |

Ejemplo#3
Industria de generación de energía
| Pieza: | Pala de turbina |
| Material: | 13Cr-Mo acero inoxidable |
| Fresa: | EXLN04M032C32.0R04 (ø32, z = 4) |
| Plaquita: | LNMX0405R4-MJ |
| Calidad: | AH3135 |
| Condiciones de corte | Vc = 220 (m/min) fz = 0.30 (mm/t) Vf = 2,626 (mm/min) ap = 1.0 (mm) Aplicación: Fresado de perfiles Refrigeración: Seco Máquina: Centro de torneado |

Condiciones de corte estándar
LNMX**-MJ/ML
| ISO | Material | Dureza | Prioridad | Calidad | Rompe-virutas | Velocidad de corte Vc (m/min) |
Velocidad por diente fz (mm/t) | |
|---|---|---|---|---|---|---|---|---|
| Acero bajo en carbono S15C, SS400, etc. C15, C20, etc. | – 200 HB | Primera opción | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Baja fuerza de corte | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | |||
| Acero al carbono, acero aleado S55C, SCM440, etc. C55, 42CrMoS4, etc. | – 300 HB | Primera opción | AH3225 | MJ | 100 – 250 | 0.2 – 0.6 | ||
| – 300 HB | Baja fuerza de corte | AH3135 | ML | 100 – 250 | 0.2 – 0.6 | |||
| Acero pretemplado Acero pretemplado NAK80, PX5, etc. | 30 – 40 HRC | Primera opción | AH3225 | MJ | 100 – 200 | 0.15 – 0.4 | ||
| 30 – 40 HRC | Baja fuerza de corte | AH3135 | ML | 100 – 200 | 0.15 – 0.4 | |||
| Acero inoxidable austenitico SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. | – 200 HB | Primera opción | AH3135 | MJ | 100 – 200 | 0.2 – 0.6 | ||
| – 200 HB | Baja fuerza de corte | AH3135 | ML | 100 – 200 | 0.2 – 0.6 | |||
| Acero inoxidable martensítico SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. | – 200 HB | Primera opción | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Resistencia a la fractura | AH3135 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Hierro fundido gris FC250, FC300, etc. 250, 300, etc. | 150 – 250 HB | Primera opción | AH120 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| 150 – 250 HB | Resistencia a la fractura | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Fundición dúctil FCD400, etc. 400-15, 600-3, etc. | 150 – 250 HB | Primera opción | AH120 | MJ | 80 – 250 | 0.2 – 0.6 | ||
| 150 – 250 HB | Resistencia a la fractura | AH3225 | MJ | 80 – 250 | 0.2 – 0.6 | |||
| Aleación de titanio Ti-6AI-4V, etc. | – | Primera opción | AH3135 | ML | 30 – 60 | 0.15 – 0.6 | ||
| – | Resistencia a la fractura | AH3135 | MJ | 30 – 60 | 0.15 – 0.6 | |||
| Superaleaciones Inconel718, etc. | – | Primera opción | AH8015 | MJ | 20 – 50 | 0.05 – 0.3 | ||
| – | Baja fuerza de corte | AH120 | ML | 20 – 50 | 0.05 – 0.3 | |||
| Acero reforzado | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Primera opción | AH3225 | MJ | 50 – 150 | 0.1 – 0.3 | |
| 40 – 50 HRC | Resistencia al desgaste | AH8015 | MJ | 50 – 150 | 0.1 – 0.3 | |||
| SKD11, etc. X153CrMoV12, etc. | 50 – 60 HRC | Primera opción | AH8015 | MJ | 50 – 70 | 0.05 – 0.15 | ||
- Cuando utilice un mango largo o una cabeza modular con voladizo largo, reduzca las condiciones de corte (Vc, fz, ap) al 70 % de las condiciones máximas para el mango estándar.
LNMX04-HJ/HL
| ISO | Material de la pieza | Dureza | Prioridad | Calidad | Rompe-virutas | Velocidad de corte Vc (m/min) | Velocidad por diente fz (mm/t) | |
|---|---|---|---|---|---|---|---|---|
| Acero bajo en carbono S15C, SS400, etc.S15C, SS400, etc. C15, C20, etc. |
– 300HB | Primera opción | AH3225 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Resistencia al desgaste | AH8015 | HJ | ||||||
| Baja fuerza de corte | AH3225 | HL | 0.4 – 1 | |||||
| Acero al carbono, acero aleado S55C, SCM440, etc.S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | Primera opción | AH3225 | HJ | 100 – 250 | 0.5 – 1.3 | ||
| Resistencia al desgaste | AH8015 | HJ | ||||||
| Baja fuerza de corte | AH3225 | HL | 0.4 – 1 | |||||
| Acero pretemplado NAK80, PX5, etc. | 30 – 40HRC | Primera opción | AH3225 | HJ | 100 – 200 | 0.4 – 1 | ||
| Resistencia al desgaste | AH8015 | HJ | ||||||
| Baja fuerza de corte | AH3225 | HL | 0.2 – 0.8 | |||||
| Acero inoxidable austenitico SUS304, SUS304, etc.SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | Primera opción | AH3135 | HL | 100 – 200 | 0.3 – 0.9 | ||
| Resistencia a la fractura | HJ | |||||||
| Acero inoxidable martensítico SUS410, SUS420J1, etc.SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | Primera opción | AH3135 | HL | 100 – 300 | 0.3 – 0.9 | ||
| Resistencia a la fractura | HJ | |||||||
| Fundición gris FC250, FC300, etc. 250, 300, etc. | 150 – 250HB | Primera opción | AH120 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Resistencia a la fractura | AH3225 | |||||||
| Fundición dúctil FCD400, etc. 400-15, 600-3, etc. | 150 – 250HB | Primera opción | AH120 | HJ | 80 – 250 | 0.5 – 1.3 | ||
| Resistencia a la fractura | AH3225 | |||||||
| Aleación de titanioTi-6AI-4V, etc. | 150 – 250HB | Primera opción | AH3135 | HL | 30 – 60 | 0.3 – 0.7 | ||
| Resistencia a la fractura | HJ | |||||||
| Superaleaciones Inconel718, etc. | 150 – 250HB | Primera opción | AH8015 | HL | 20 – 50 | 0.1 – 0.3 | ||
| Resistencia a la fractura | HJ | |||||||
| Acero reforzado | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Primera opción | AH3225 | HJ | 50 – 150 | 0.1 – 0.5 | |
| Resistencia al desgaste | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Primera opción | AH8015 | HJ | 50 – 70 | 0.05 – 0.2 | ||
- Cuando utilice un mango largo o una cabeza modular con voladizo largo, reduzca las condiciones de corte (Vc, fz, ap) al 70 % de las condiciones máximas para el mango estándar.
LNMX06-HJ
| ISO | Material de la pieza | Dureza | Prioridad | Calificación | Rompe-virutas | Velocidad de corteVc (m/min) | Velocidad por diente fz (mm/t) | |
|---|---|---|---|---|---|---|---|---|
| lAcero con poco carbonoS15C, SS400, etc.S15C, SS400, etc. C15, C20, etc. |
– 300HB | Primera opción | AH3225 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Resistencia al desgaste | AH8015 | |||||||
| Acero al carbono, acero aleado S55C, SCM440, etc.S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | Primera opción | AH3225 | HJ | 100 – 250 | 0.3 – 1.1 | ||
| Resistencia al desgaste | AH8015 | |||||||
| Acero pretemplado NAK80, PX5, etc. | 30 – 40HRC | Primera opción | AH3225 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Resistencia al desgaste | AH8015 | |||||||
| Acero inoxidable austenitico SUS304, SUS304, etc.SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | Primera opción | AH3135 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Primera opción | ||||||||
| Acero inoxidable martensítico SUS410, SUS420J1, etc.SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | Primera opción | AH3135 | HJ | 100 – 300 | 0.2 – 0.7 | ||
| Resistencia a la fractura | ||||||||
| Fundición gris FC250, FC300, etc. 250, 300, etc. | 150 – 250HB | Primera opción | AH120 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Resistencia a la fractura | AH3225 | |||||||
| Fundición dúctil FCD400, etc. 400-15, 600-3, etc. | 150 – 250HB | Primera opción | AH120 | HJ | 80 – 250 | 0.3 – 1.1 | ||
| Primera opción | AH3225 | |||||||
| Aleación de titanio Ti-6AI-4V, etc. | 150 – 250HB | Primera opción | AH3135 | HJ | 30 – 60 | 0.15 – 0.6 | ||
| Superaleaciones Inconel718, etc. | 150 – 250HB | Resistencia al desgaste | AH8015 | HJ | 20 – 50 | 0.05 – 0.3 | ||
| Acero reforzado | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Primera opción | AH3225 | HJ | 50 – 150 | 0.1 – 0.3 | |
| Resistencia al desgaste | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Primera opción | AH8015 | HJ | 50 – 70 | 0.05 – 0.15 | ||
- Cuando utilice un mango largo o una cabeza modular con voladizo largo, reduzca las condiciones de corte (Vc, fz, ap) al 70 % de las condiciones máximas para el mango estándar.
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock