

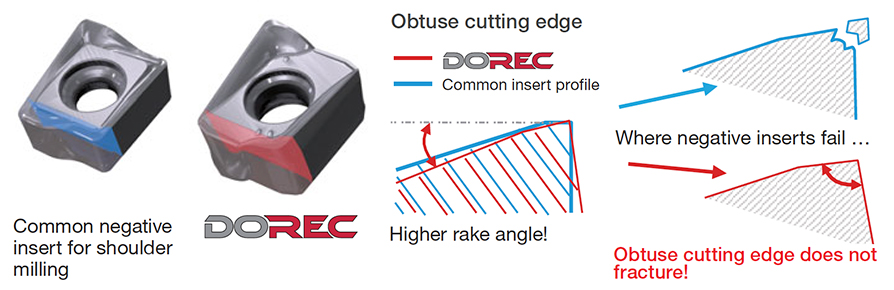
Fresa de escuadrar con aristas de corte fuertes y suaves
Integridad de la arista de corte optimizada para máxima productividad y fiabilidad de la herramienta


Aplicaciones y características
Aplicaciones







Características
1. Amplia gama de plaquitas reversibles con una buena relación precio-punta con 4 aristas de corte
2. 2 tipos de plaquitas disponibles
• LQMU11-E-MJ para mecanizado 3D
• LQMU11/18-MJ para fresado en escuadra, uso general
3. Integridad de la arista de corte superior
4. Mayor capacidad de avance por diente
Plaquitas y calidades
Plaquitas

LQMU11-X
- Profundidad máxima de corte = 9 mm
- El diseño único de incidencia permite el fresado 3D
LQMU11/18-MJ
- Profundidad máxima de corte
– LQMU11-MJ: 9mm
– LQMU18-MJ: 16mm - Geometría universal para un acabado superficial superior
LQMU11/18-ML
- Profundidad máxima de corte
– LQMU11-ML: 9mm
– LQMU18-ML: 16mm - Geometría para un corte suave
Calidades principales
AH3225
![]()
![]()
- Buen balance entre resistencia al desgaste y a la rotura
- Adecuado para acero y acero inoxidable
AH3135
![]()
![]()
- Alta resistencia a la rotura
- Adecuado para mecanizar acero y acero inoxidable en condiciones de corte estándar
AH8015
![]()
![]()
![]()
![]()
![]()
-
Buen balance entre resistencia al desgaste y a la rotura
-
Primera opción para mecanizar aleaciones termorresistentes en condiciones de corte estándar
T1215
![]()
- Buen equilibrio entre resistencia al desgaste y al astillado
- Adecuado para el mecanizado de fundición
AH120
![]()
![]()
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Adecuado para mecanizar acero, acero inoxidable y fundición en condiciones de corte estándar
AH140
![]()
- Alta resistencia a la rotura
- Adecuado para fresar acero inoxidable
AH725
![]()
![]()
![]()
![]()
- Buen equilibrio entre la resistencia al desgaste y al astillado
- Adecuado para mecanizar acero y acero inoxidable en condiciones de corte estándar
Cuerpos de fresa


Ejemplos prácticos
Ejemplo #1
Ingeniería general
| Pieza: | Hoja de brida |
| Material: | Acero inoxidable martensítico |
| Fresa: | TPQ11R080M27.0E10 (ø80, z = 10) |
| Plaquita: | LQMU110708PXER-MJ |
| Calidad: | AH3135 |
| Condiciones de corte: | Vc = 180 (m/min) fz = 0.15 (mm/t) Vf = 1074 (mm/min) ap = 1.0 (at 1.0 mm paso de hélice) (mm) ae = 50 (mm) Aplicación: Ampliación de agujeros por interpolación helicoidal Refrigeración: Seco Máquina: Vertical M/C, BT50 |

Ejemplo #2
Ingeniería general
| Pieza: | Partes de máquina |
| Material: | S55C / C55 |
| Fresa: | TPQ11R050M22.0E06 (ø50, z = 6) |
| Plaquita: | LQMU110708PXER-MJ |
| Calidad: | AH3135 |
| Condiciones de corte: | Vc = 180 (m/min) fz = 0.15 (mm/t) Vf = 1035 (mm/min) ap = 9 (competidor ap = 8) (mm) ae = 26 (mm) Aplicación: Escuadrado Refrigeración: Suministro externo Máquina: Vertical M/C, BT50 |

Ejemplo #3
Ingeniería general
| Pieza: | Plato base |
| Material: | SS400 / E275A |
| Fresa: | TPQ11R040M16.0E04 (ø40, z = 4) |
| Plaquita: | LQMU110708PXER-MJ |
| Calidad: | AH120 |
| Condiciones de corte: | Vc = 176 (m/min) fz = 0.15(Competidor: fz = 0.12) (mm/t) Vf = 860(Competidor: Vf = 720) (mm/min) ap = 4 (0.38ºaproximación rampa) (mm) ae = 10 (mm) Aplicación: Ampliación de agujeros, interpolación helicoidal Refrigeración: Suministro externo Máquina: Vertical M/C, BT50 |

Condiciones de corte estándar
| ISO | Material | Dureza | Prioridad | Rompevirutas | Calidad | Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
 |
Acero bajo en carbono S15C, etc. C15E4, etc. |
– 200 HB | Primera opción | MJ | AH3225 | 100 – 250 | 0.1 – 0.25 | |
| Para bajas fuerzas de corte | ML | AH3225 | 100 – 250 | 0.1 – 0.25 | ||||
| Acero alto en carbono S45C, S55C, etc. C45, C55, etc. |
200 – 300 HB | Primera opción | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Para bajas fuerzas de corte | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Aleaciones de acero SCM440, SCr415, etc. 42CrMo4, etc. |
– 300 HB | Primera opción | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Para bajas fuerzas de corte | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Acero para herramientas SKD11, etc. X153CrMoV12, etc. |
30 – 40 HRC | Primera opción | MJ | AH3225 | 100 – 180 | 0.1 – 0.2 | ||
| Para bajas fuerzas de corte | ML | AH3225 | 100 – 180 | 0.1 – 0.2 | ||||
 |
Acero inoxidable SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | Primera opción | ML | AH3135 | 90 – 180 | 0.1 – 0.25 | |
| Para mayor resistencia a la rotura | MJ | AH3135 | 90 – 180 | 0.1 – 0.25 | ||||
 |
Fundición gris FC250, etc. 250, etc. |
150 – 250 HB | Primera opción | MJ | AH8015 | 140 – 250 | 0.1 – 0.25 | |
| Para bajas fuerzas de corte | ML | AH8015 | 140 – 250 | 0.1 – 0.25 | ||||
| Para mayor resistencia al desgaste | MJ | T1215 | 200 – 400 | 0.1 – 0.25 | ||||
| Fundición dúctil FCD400, etc. 450-10S, etc. |
150 – 250 HB | Primera opción | MJ | AH8015 | 110 – 200 | 0.1 – 0.25 | ||
| Para bajas fuerzas de corte | ML | AH8015 | 110 – 200 | 0.1 – 0.25 | ||||
| Para mayor resistencia al desgaste | MJ | T1215 | 150 – 300 | 0.1 – 0.25 | ||||
 |
Aleaciones de titanio Ti-6AI-4V, etc. |
– | Primera opción | ML | AH3135 | 30 – 60 | 0.08 – 0.2 | |
| Para mayor resistencia a la rotura | MJ | AH3135 | 30 – 60 | 0.08 – 0.2 | ||||
| Superaleaciones Inconel 718, etc. |
– | Primera opción | ML | AH8015 | 20 – 50 | 0.06 – 0.15 | ||
| Para mayor resistencia al desgaste | MJ | AH8015 | 20 – 50 | 0.06 – 0.15 | ||||
 |
Acero templado | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Primera opción | MJ | AH8015 | 45 – 70 | 0.08 – 0.15 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | Primera opción | MJ | AH8015 | 40 – 65 | 0.06 – 0.1 | ||
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.