

Planeado de alta velocidad para un acabado superficial superior
Fresa de planear económica con alta productividad para todo tipo de materiales

Aplicaciones y características
Aplicaciones

Características
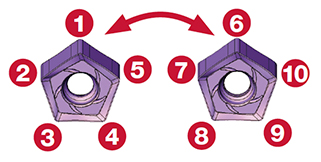
1. Plaquita pentagonal con una buena relación precio-punta
• Plaquita reversible con 10 aristas de corte.
2. Bajas fuerzas de corte
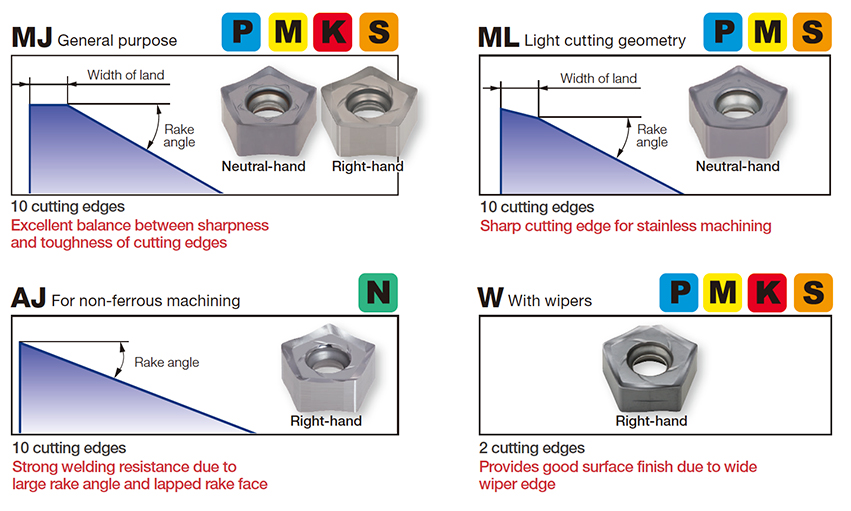
3. Amplia línea de plaquitas para varios mecanizados
Plaquitas y calidades
Plaquitas

PN*U0905
- Profundidad máxima de corte = 6,4 mm (excepto -W)
- Plaquitas de 10 aristas de corte para planeado
- PNCU0905-W es una plaquita Wiper ancha (2 aristas de corte)
Calidades principales
AH3135
![]()
![]()
- Alta resistencia a la rotura
- Adecuado para mecanizar acero y acero inoxidable en condiciones de corte estándar
AH3225
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Adecuado para acero y acero inoxidable.
AH8015
![]()
![]()
![]()
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Primera opción para mecanizar aleaciones termorresistentes en condiciones de corte estándar
Cuerpos de fresa

Ejemplos prácticos
Ejemplo #1
Ingeniería general
| Pieza: | Carcasa de la bomba |
| Material: | SKD11 |
| Fresa: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Plaquita: | PNCU0905GNEN-ML |
| Calidad: | AH3135 |
| Condiciones de corte: | Vc = 120 (m/min) fz = 0.25 (mm/t) Vf = 458 (mm/min) ap = 3 (mm) ae = 60 (mm) Aplicación: Planeado Refrigeración: Seco Máquina: Horizontal M/C |

Ejemplo #2
Ingeniería general
| Pieza: | Material de la matriz rodante |
| Material: | Herramienta de acero |
| Fresa: | TEN09R160M50.8-12 (ø160 mm, z = 12) |
| Plaquita: | PNMU0905GNEN-MJ |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 300 (m/min) fz = 0.1 (mm/t) Vf = 716 (mm/min) ap = 0.8 (mm) ae = 50 (mm) Aplicación: Planeado Refrigeración: Seco Máquina: Horizontal M/C |

Ejemplo #3
Ingeniería general
| Pieza: | Válvula de EGR |
| Material: | FC250 / 250 |
| Fresa: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Plaquita: | PNCU0905GNEN-MJ |
| Calidad: | AH120 |
| Condiciones de corte: | Vc = 390 (m/min) fz = 0.15 (mm/t) Vf = 900 (mm/min) ap = 0.9 (mm) ae = 75 (mm) Aplicación: Planeado Refrigeración: Suministro externo Máquina: M/C vertical, 6kW |

Condiciones de corte estándar
| ISO | Workpiece materials | Hardness | Selection criteria |
Recommended grade |
Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steels S15C, C15E4, etc. C15, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.1- 0.3 | ||
| 200 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| High carbon steels, alloyed steels S45C, SCM440, etc. C45, 42CrMo4, etc. |
150 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1- 0.35 | |
| 150 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 150 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.1- 0.3 | ||
| 150 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| Prehardened steels NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1- 0.3 | |
| 30 – 40 HRC | Low cutting force | AH3225 | ML | 100 – 200 | 0.1- 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | MJ | 150 – 250 | 0.1- 0.25 | ||
| Stainless steels SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | AH3135 | ML | 100 – 200 | 0.1 – 0.3 | |
| – 200 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| – 200 HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast irons FCD400, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | AJ | 500 – 1500 | 0.1 – 0.5 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | AJ | 150 – 500 | 0.1 – 0.5 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| – 40 HRC | Fracture resistance | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| – 40 HRC | Wear resistance | AH8015 | ML | 30 – 60 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | First choice | AH8015 | MJ | 10 – 40 | 0.04 – 0.1 | |
| Hardened materials SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | MJ | 80 – 150 | 0.05 – 0.15 | |
| 40 – 50 HRC | Fracture resistance | AH3225 | MJ | 80 – 150 | 0.05 – 0.15 |
- Retire el exceso de virutas con un chorro de aire para evitar que se atasquen.
- Utilice refrigerante soluble en agua para evitar la acumulación de material en la arista en caso de que se produzca una soldadura extrema en las aristas de corte. (ej. mecanizado de aluminio).
- Para operaciones con una profundidad de corte variada (p. ej., revestimiento de fundición) y mecanizado de materiales de piezas de trabajo con superficie con interrupciones, el avance (fz) debe establecerse en el valor más bajo recomendado que se muestra en la tabla anterior.
- Las condiciones de corte pueden estar limitadas según la potencia de la máquina, la rigidez de la pieza de trabajo y la salida del husillo. Cuando el ancho de corte, la profundidad o la longitud del voladizo sean grandes, establezca Vc y fz en los valores más bajos recomendados y verifique la potencia y vibración de la máquina.
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock