

Highly-versatile face milling cutters for a wide variety of materials
DoTriple-Mill features an improved dovetail clamping structure and offers triple advantage of using square, octagonal, and round inserts in the same pocket

Applications & Features
Applications

Features
1. High Versatility
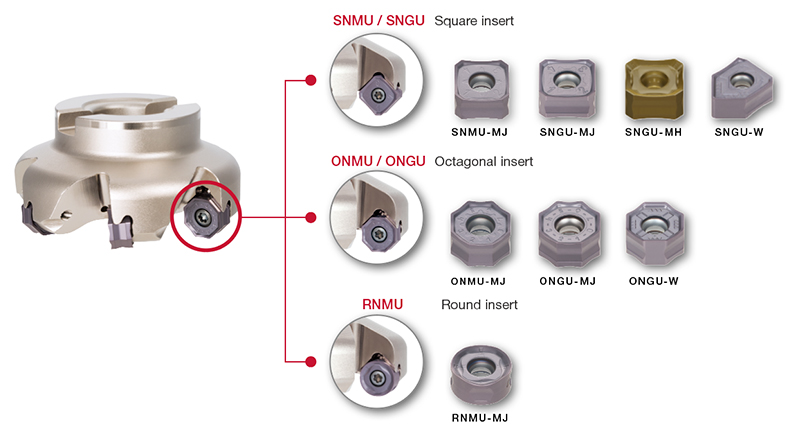
• 3 types of double sided inserts fit in the same pocket.
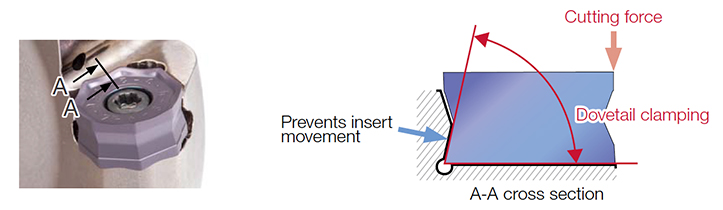
2. Rigid clamping provided with Dovetail structure
• Improved performance especially in machining high-temperature materials.
• Extended tool life.
Inserts & Grades
Inserts

SN*U
- Maximum depth of cut = 6 mm
- Cutting edge angle 45 degree on cutter body
- Suitable for a large depth of cut face milling

ON*U
- Maximum depth of cut = 3.4 mm
- Cutting edge angle 45 degree on cutter body
- High economical 16 corners inserts for face milling

RNMU
- Maximum depth of cut = 6 mm
- For high feed milling or an operation with a large depth of cut
- Lower cutting force and reduced thermal damage to the cutting edge by the helical cutting edge design
Main Grades
AH3135
![]()
![]()
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
T3225
![]()
![]()
- High chipping and fracture resistance
- Suitable for milling steel and stainless steel
T1215
![]()
- Good balance between wear and chipping resistance
- Suitable for milling cast iron
Cutter bodies

Practical examples
Example #1
Power Generation Industry
| Part: | Turbine blade |
| Material: | 10705BU (Stainless steel) |
| Cutter: | TASN13J100B31.7R08 (ø100, z = 8) |
| Insert: | ONGU0507ANEN-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 79 (m/min) fz = 0.10 (mm/t) Vf = 201 (mm/min) ap = 2.0 (mm) Application: Face milling (Roughing) Coolant: External Machine: Horizontal M/C, BT50 |

Example #2
Automotive Industry
| Part: | Turbine housing |
| Material: | GX40CrNiSiNb22-10 |
| Cutter: | TASN13M100B32.0R08 (ø100, z = 8) |
| Insert: | SNGU1307ANEN-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 94 (m/min) fz = 0.17 (mm/t) Vf = 408 (mm/min) ap = 3.5 (mm) ae = 80 (mm) Application: Face milling Coolant: External Machine: Vertical M/C |

Example #3
Automotive Industry
| Part: | Turbine housing |
| Material: | Hi Si FCD |
| Cutter: | TASN13M125B40.0R10 (ø125, z = 10) |
| Insert: | SNGU1307ANEN-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 196 (m/min) fz = 0.08 (mm/t) Vf = 400 (mm/min) ap = 1.3 (mm) ae = 100 (mm) Application: Face milling (Roughing) Coolant: External Machine: Vertical M/C, BT50 |

Standard cutting conditions
SNMU / SNGU / ONMU / ONGU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T3225 | MJ | 200 – 350 | 0.1 – 0.4 | ||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 180 – 300 | 0.1 – 0.4 | ||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 150 – 250 | 0.1 – 0.4 | ||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| For wear resistance | T3225 | MJ | 100 – 200 | 0.1 – 0.3 | ||||
| Cast stainless steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MH | 60 – 120 | 0.1 – 0.3 | ||
| For low cutting force | AH3135 | MJ | 60 – 120 | 0.1 – 0.3 | ||||
| Grey cast iron FC250, etc. 250, etc. |
150 – 250HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 250HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| For wear resistance | AH8015 | MJ | 30 – 60 | 0.1 – 0.3 | ||||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MJ | 10 – 40 | 0.05 – 0.15 | ||
| For fracture resistance | AH3135 | MJ | 10 – 40 | 0.05 – 0.15 | ||||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MJ | 80 – 130 | 0.05 – 0.2 | |
| For fracture resistance | AH3225 | MJ | 80 – 130 | 0.05 – 0.2 | ||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MJ | 50 – 70 | 0.03 – 0.1 | ||
RNMU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chip-breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| For wear resistance | T3225 | MJ | 200 – 350 | |||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | |||
| For wear resistance | T3225 | MJ | 180 – 300 | |||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | |||
| For wear resistance | T3225 | MJ | 150 – 250 | |||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | ※ap = 6 mm : 0.1 – 0.25 ※ap = 2 mm : 0.3 – 0.7 ※ap = 1 mm : 0.6 – 1.3 |
||
| For wear resistance | T3225 | MJ | 100 – 200 | |||||
| Stainless cast steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MJ | 60 – 120 | ※ap = 2 mm : 0.2 – 0.4 ※ap = 1 mm : 0.3 – 0.8 |
||
| For fracture resistance | AH3135 | MJ | 60 – 120 | |||||
| Grey cast iron FC250, etc. 250, etc., GG25, etc. |
150 – 250HB | First choice | AH120 | MJ | 100 – 300 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| T1215 | MJ | 100 – 250 | ||||||
| Ductile cast iron FCD600, etc. 600-3, etc., GGG60, etc. |
150 – 250HB | First choice | AH120 | MJ | 100 – 300 | |||
| T1215 | MJ | 80 – 200 | ||||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | ap = 1 mm : 0.15 – 0.8 | ||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH120 | MJ | 10 – 40 | ap = 1 mm : 0.05 – 0.3 | ||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH3225 | MJ | 80 – 130 | ap = 1 mm : 0.1 – 0.25 | |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH120 | MJ | 50 – 70 | ap = 0.5 mm : 0.03 – 0.1 | ||
※ When using T3225 or T1215, decrease the feed per tooth (fz) to 80% of the abovementioned value.
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Online shop |
|
Online shop Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management
system
MatrixTool management
system