

flexible turning tool series for CNC automatic lathes and cam-driven lathes
Ideal for machining small parts of 12 mm or smaller diameters

Applications & Features
Applications

Features
Full lineup of shank sizes that can be used in cam-driven and CNC automatic lathes
- Minimum insert movement during machining thanks to the use of optimized screws
- Ground contact faces provide the insert with superior edge repeatability
- 6 x 6 to 10 x 10 mm shanks are available as standard
- Innovative insert clamping mechanism allows the use of the same insert with all toolholders of different sizes
- A flat toolholder design eliminates tool interference with the clamping unit, allowing free tool installations

Applicable for a wide range of applications
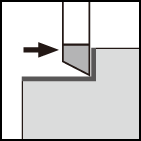
- Inserts for parting-off and front turning are available as standard
- Blank inserts are also available for customers to freely fabricate them into the desired groove profiles
- Even when the cutting edge is fractured during machining, the other unused cutting edge is securely protected by unique clamping system
- Right-hand & left-hand inserts

Inserts & Grades
Inserts
JVPN**R/L Inserts for Parting-off
- CW = 0.5 – 1 mm
JVFN45R/L Inserts for Front turning
JVNR/L Inserts for Semi-finished blanks
JVBN**R/L Inserts for Back turning

JVGN**R/L Inserts for Grooving
- CW = 0.5 – 1.5 mm
JVTN**R Inserts for Threading
Grades
SH7025
![]()
![]()
- The latest grade with sharp cutting edge designed for small part machining.
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
SH725
![]()
![]()
- High wear resistance
- Designed for machining steel and stainless steel
KS15F
![]()
- N15
- Uncoated cemented carbide
Toolholders
Parting-off & Front turning

DuoForceCut Toolholders
flexible tool series with unique insert clamping system
Practical examples
Example #1
| Part: | Engine part |
| Material: | SUS316L |
| Toolholder: | JSXXR0707X05 |
| Insert: | JVPN12R10F000-20 |
| Grade: | SH725 |
| Cutting conditions: | Vc = 75 (m/min) f = 0.03 (mm/rev) CW = 1 (mm) Application: Parting off Coolant: Oil |

Example #2
| Part: | Timepiece part |
| Material: | SK4 |
| Toolholder: | JSXXR0808H05 |
| Insert: | JVPN12R08F000-20 |
| Grade: | SH725 |
| Cutting conditions: | Vc = 50 (m/min) f = 0.01 (mm/rev) CW = 0.8 (mm) Application: Parting off Coolant: Oil |

Standard cutting conditions
Back turning
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
 |
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH7025 | 50 – 180 | 0.01 – 0.03 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH7025 | 50 – 180 | 0.01 – 0.03 | |
| Free cutting steels SUH22, SUH23, etc. |
SH7025 | 50 – 180 | 0.01 – 0.03 | |
 |
Stainless steels SUS304, X5CrNi18-9, etc. |
SH7025 | 50 – 120 | 0.01 – 0.03 |
 |
Aluminium alloys A5056, A6061, etc. |
SH7025 | 150 – 200 | 0.01 – 0.03 |
| Copper alloys C2600, C280C, etc. |
SH7025 | 100 – 200 | 0.01 – 0.03 | |
 |
Titanium alloys Ti-6AI-4V, etc. |
SH7025 | 30 – 80 | 0.01 – 0.03 |
| Superalloys Inconel718, etc. |
SH7025 | 30 – 80 | 0.01 – 0.03 |
Grooving
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH7025 | 50 – 180 | 0.01 – 0.05 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH7025 | 50 – 180 | 0.01 – 0.05 | |
| Free cutting steels SUH22, SUH23, etc. |
SH7025 | 50 – 180 | 0.01 – 0.05 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
SH7025 | 50 – 120 | 0.01 – 0.05 |
|
Aluminium alloys A5056, A6061, etc. |
SH7025 | 150 – 200 | 0.01 – 0.05 |
| Copper alloys C2600, C280C, etc. |
SH7025 | 100 – 200 | 0.01 – 0.05 | |
|
Titanium alloys Ti-6AI-4V, etc. |
SH7025 | 30 – 80 | 0.01 – 0.05 |
| Superalloys Inconel718, etc. |
SH7025 | 30 – 80 | 0.01 – 0.05 |
Threading
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH7025 | 50 – 180 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH7025 | 50 – 180 | |
| Free cutting steels SUH22, SUH23, etc. |
SH7025 | 50 – 180 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
SH7025 | 50 – 120 |
|
Aluminium alloys A5056, A6061, etc. |
SH7025 | 150 – 200 |
| Copper alloys C2600, C280C, etc. |
SH7025 | 100 – 200 | |
|
Titanium alloys Ti-6AI-4V, etc. |
SH7025 | 30 – 80 |
| Superalloys Inconel718, etc. |
SH7025 | 30 – 80 |
Parting-off
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH725 | 50 – 180 | 0.01 – 0.05 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 50 – 180 | 0.01 – 0.05 | |
| Free cutting steels SUH22, SUH23, etc. |
SH725 | 50 – 180 | 0.01 – 0.05 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
SH725 | 50 – 120 | 0.01 – 0.05 |
|
Aluminium alloys A5056, A6061, etc. |
SH725 | 150 – 200 | 0.01 – 0.05 |
| Copper alloys C2600, C280C, etc. |
SH725 | 100 – 200 | 0.01 – 0.05 | |
|
Titanium alloys Ti-6AI-4V, etc. |
SH725 | 30 – 80 | 0.01 – 0.05 |
| Superalloys Inconel718, etc. |
SH725 | 30 – 80 | 0.01 – 0.05 |
Front turning
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH725 | 50 – 180 | 0.01 – 0.03 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 50 – 180 | 0.01 – 0.03 | |
| Free cutting steels SUH22, SUH23, etc. |
SH725 | 50 – 180 | 0.01 – 0.03 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
SH725 | 50 – 120 | 0.01 – 0.03 |
|
Aluminium alloys A5056, A6061, etc. |
SH725 | 150 – 200 | 0.01 – 0.03 |
| Copper alloys C2600, C280C, etc. |
SH725 | 100 – 200 | 0.01 – 0.03 | |
|
Titanium alloys Ti-6AI-4V, etc. |
SH725 | 30 – 80 | 0.01 – 0.03 |
| Superalloys Inconel718, etc. |
SH725 | 30 – 80 | 0.01 – 0.03 |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Online shop |
|
Online shop Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.