Supprimez les vibrations et repoussez les limites. Ébauche et finition avec un seul outil — Fraise en bout combinée

Vibrations en rainurage, surfaces rugueuses après le passage de fraises d’ébauche, contrainte du changement d’outil entre l’ébauche et la finition — la conception unique Combination Edge de Tungaloy répond à tous ces défis en atelier. Grâce à sa géométrie d’arête exclusive combinant des arêtes de coupe sinusoïdales et droites — unique sur le marché — elle supprime les vibrations tout en gérant l’intégralité des opérations, de l’ébauche à la finition, avec un seul outil. La gamme à têtes interchangeables VEE-C et la gamme monobloc FinishMeister — une offre produit sur deux lignes couvrant chaque application. Cet article propose une analyse approfondie des capacités de la Combination Edge, étayée par des données de tests internes et 5 études de cas d’usinage client.
Ce que vous apprendrez dans cet article
- Le plus grand défi du fraisage en bout est la « vibration » — ce que révèlent les données de terrain
- La clé de la solution : qu’est-ce que la Combination Edge ?
- Comparaison des données mesurées — pourquoi elle excelle en rainurage, shoulder milling et finition
- Performances en conditions réelles : études de cas d’usinage client (5 succès + cas publié)
- Résumé — Supprimez les vibrations et passez à la coupe suivante
1. Le plus grand défi du fraisage en bout est la « vibration » — Ce que révèlent les données de terrain
Quel est le défi qui préoccupe le plus les ateliers de fraisage en bout aujourd’hui ?
La réponse apparaît clairement dans une enquête menée par Tungaloy lors d’un séminaire sur le shoulder milling en 2023.
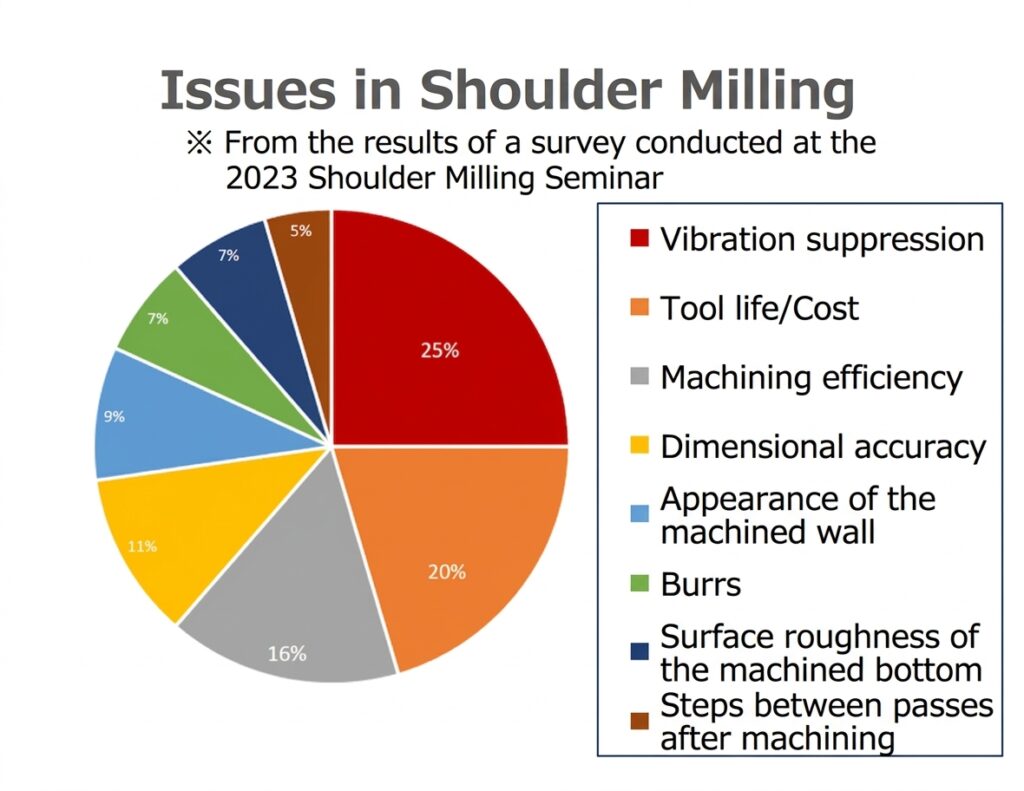
| Rang | Défi | Pourcentage |
|---|---|---|
| 1er | Suppression des vibrations | 25% |
| 2e | Durée de vie de l’outil / Coût | 20% |
| 3e | Efficacité d’usinage | 16% |
| 4e | Précision dimensionnelle | 11% |
| 5e | Aspect de la surface de la paroi | 9% |
| 6e | Bavures | 7% |
| 7e | Rugosité de la surface de fond | 7% |
| 8e | Marques de reprise entre les passes | 5% |
1 répondant sur 4 a cité la « suppression des vibrations » comme son principal défi. Elle se classe fermement à la 1re place, devant la « durée de vie/coût de l’outil » (2e) et l’« efficacité d’usinage » (3e).
Cette enquête concernait le shoulder milling, mais la situation est encore plus difficile en rainurage. Le rainurage présente des facteurs structurels qui favorisent davantage les vibrations que le shoulder milling.
- Nombre élevé de dents engagées — Le nombre maximal d’arêtes de coupe simultanées signifie que la résistance à la coupe dépasse de loin celle du shoulder milling
- Évacuation difficile des copeaux — Les copeaux ont tendance à s’accumuler au fond de la rainure, risquant le recoupement, l’accumulation de chaleur et les dommages
- Amplification des vibrations — L’engagement sur toute la circonférence associé à un long porte-à-faux rend les vibrations encore plus probables
- Risque de rupture — Dans les rainures profondes (1×D ou plus), la déflexion de l’outil augmente, menant directement à la rupture
Pendant ce temps, de nombreux ateliers utilisent par défaut « la fraise à 4 dents polyvalente habituelle ». Selon les données de vente de Tungaloy (2022–2025), les fraises à 4 dents représentent 84 % de l’utilisation des fraises en bout par nombre de dents. Bien que choisies presque exclusivement pour leur polyvalence, les fraises à 4 dents ne sont pas spécifiquement conçues pour la suppression des vibrations.
Comment supprimer les vibrations tout en atteignant efficacité et stabilité en rainurage ? La réponse est la Combination Edge.
2. La clé de la solution : qu’est-ce que la Combination Edge ?
Structure de la Combination Edge
La Combination Edge présente sur les têtes FinishMeister et VEE-C est une géométrie d’arête exclusive avec des arêtes de coupe sinusoïdales et des arêtes de coupe droites disposées alternativement.
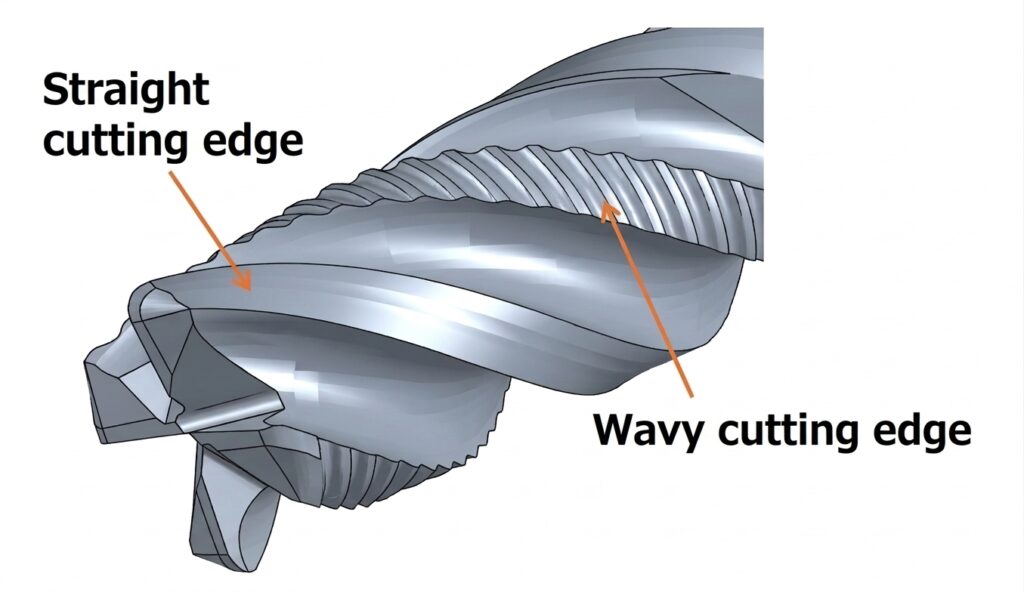
Cette structure a deux rôles distincts :
- Arêtes de coupe sinusoïdales — Répartissent la longueur de l’arête de contact pour réduire la résistance à la coupe. Suppriment les vibrations
- Arêtes de coupe droites — Lissent la surface laissée par les arêtes sinusoïdales, éliminant la texture rugueuse typique des fraises d’ébauche. Garantir la qualité de l’état de surface
En d’autres termes, un seul outil permet simultanément une « résistance réduite en ébauche » et une « qualité d’état de surface garantie ».
En quoi elle diffère des autres types d’arêtes
| Type d’arête | Suppression des vibrations | Qualité de surface | Plage d’application | Remarques |
|---|---|---|---|---|
| 4 dents polyvalente (pas/hélice inégaux) | △ | ○ | Usage général (rainurage, shoulder milling) | Risque de rupture dans les rainures profondes |
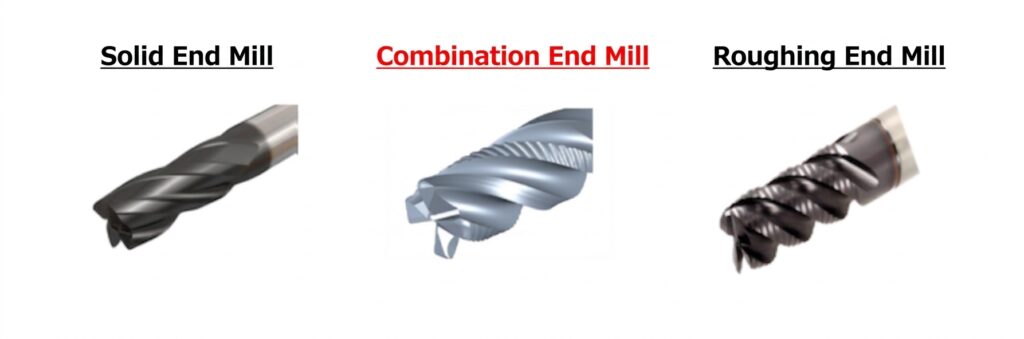
| Ébauche | ◎ | × | Toutes opérations d’ébauche | La surface rugueuse nécessite un outil de finition séparé |
| Combination | ○ | ○ | Du rainurage au shoulder milling (ébauche + finition) | De l’ébauche à la finition avec un seul outil |
POINT CLÉ
Une géométrie d’arête unique disponible uniquement chez Tungaloy — Gamme de produits sur 2 lignes
La Combination Edge offre une suppression des vibrations comparable à celle des fraises d’ébauche tout en atteignant une qualité d’état de surface proche des fraises à 4 dents polyvalentes. Cette combinaison n’existe chez aucun concurrent — c’est une géométrie d’arête que seul Tungaloy peut proposer.
Combination Edge — 2 lignes de produits
Tungaloy propose la Combination Edge à travers 2 séries de produits. Choisissez la ligne optimale en fonction des conditions d’usinage, du coût et des exigences de l’application.
| Produit | Type | Diamètre d’outil | Caractéristiques & Applications | |
|---|---|---|---|---|
 |
VEE-C | Tête interchangeable (TungMeister) |
φ10–φ25 | Le remplacement de la tête réduit les coûts d’exploitation. Compatible avec des queues à haute rigidité pour les machines à faible rigidité |
 |
FinishMeister | Monobloc | φ6–φ20 | Disponible dès les petits diamètres. Succès éprouvé sur machines multifonctions et applications à long porte-à-faux. Étude de cas publiée chez Kondo Iron Works |
Les deux partagent la même philosophie de conception Combination Edge (alternance d’arêtes sinusoïdales + droites). Bien que les données et les études de cas de cet article se concentrent principalement sur la VEE-C, la Combination Edge offre des résultats tout aussi efficaces avec la FinishMeister.
3. Comparaison des données mesurées — Pourquoi elle excelle en rainurage, shoulder milling et finition
À partir d’ici, nous vérifions les performances de la Combination Edge selon trois axes — rainurage, shoulder milling et finition — à l’aide de données issues de tests de coupe approfondis menés en interne chez Tungaloy.
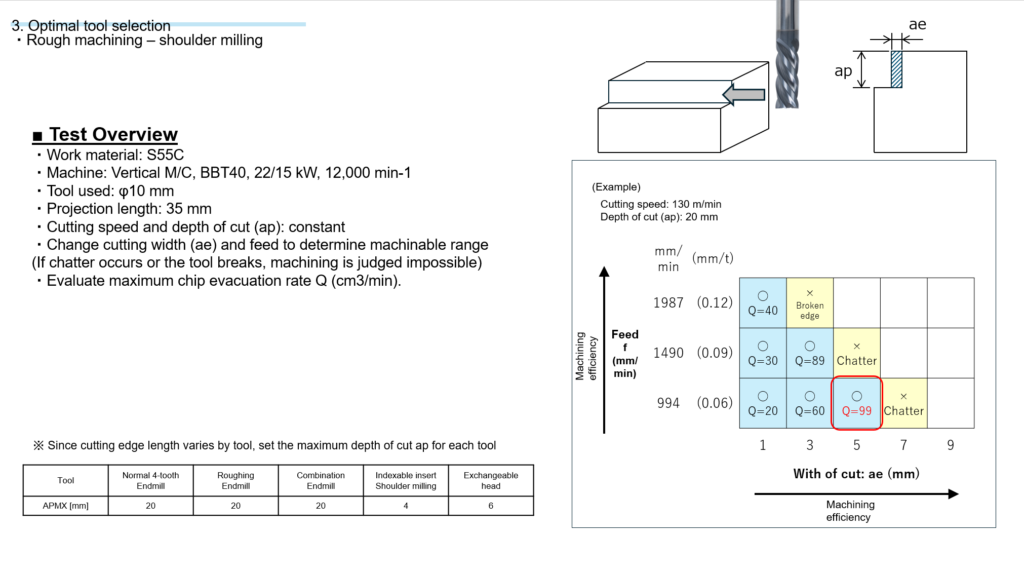
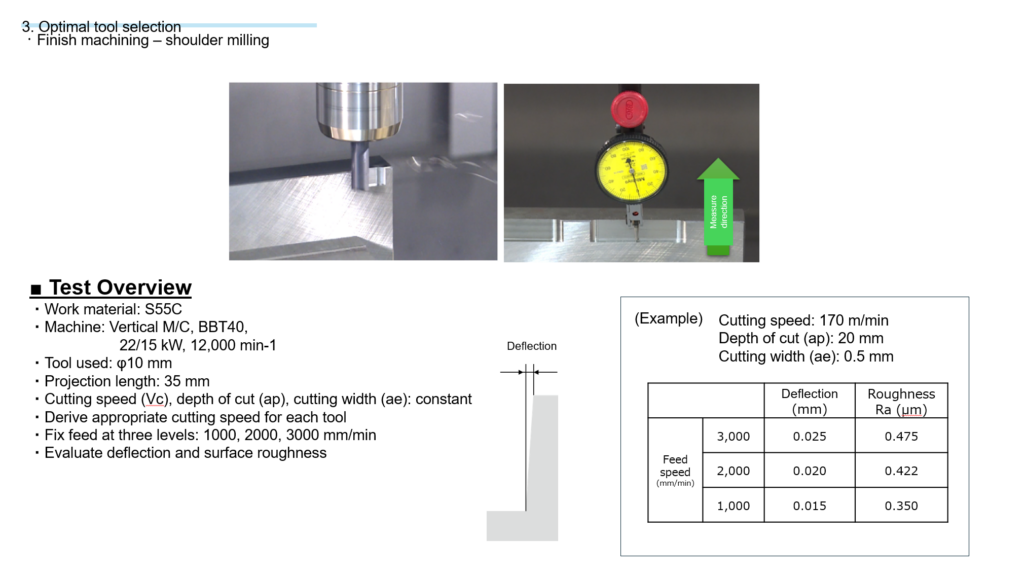
Aperçu du test
| Matériau de la pièce | S55C |
|---|---|
| Machine | Vertical machining center BBT40 (22/15 kW, 12 000 min⁻¹) |
| Diamètre d’outil | φ10 mm |
| Longueur de porte-à-faux | 35 mm (L/D=3,5) |
| Vitesse de coupe | Vc = 100 m/min *Évaluée à une vitesse propice aux vibrations pour les besoins de l’évaluation |
① Rainurage — Efficacité écrasante dans les rainures profondes
En rainurage, l’arête de coupe engage la pièce sur toute sa circonférence, ce qui entraîne une résistance à la coupe élevée et des risques de vibrations/rupture dépassant de loin ceux du shoulder milling. Cet environnement exigeant est précisément celui où les arêtes de coupe sinusoïdales de la Combination Edge offrent le meilleur effet de répartition de la résistance à la coupe.
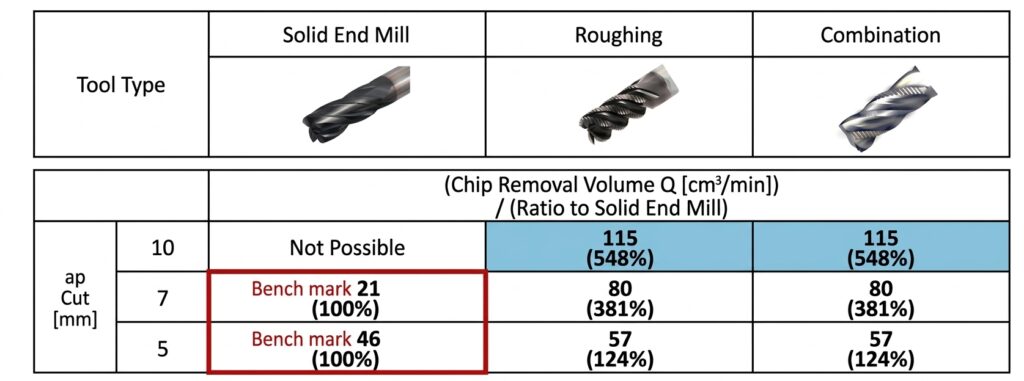
Données clés
548 % par rapport à une 4 dents polyvalente dans une rainure profonde de 1×D
À ap=10 mm (profondeur de rainure 1×D), la 4 dents polyvalente était incapable d’usiner. La Combination Edge a atteint un taux d’enlèvement de copeaux de 548 % par rapport à la 4 dents polyvalente. Dans cette plage de rainures profondes — où les outils à grande avance et les types à plaquettes amovibles ne peuvent pas opérer — seule la Combination Edge permet un usinage stable.
Pourquoi est-elle performante dans les rainures profondes ? — Les arêtes de coupe sinusoïdales répartissent la longueur de contact par dent, atténuant l’augmentation brutale de la résistance à la coupe due à l’engagement sur toute la circonférence. Cela supprime les vibrations, permettant à l’usinage de se poursuivre sans rupture, même à des profondeurs qu’une 4 dents polyvalente ne peut supporter.
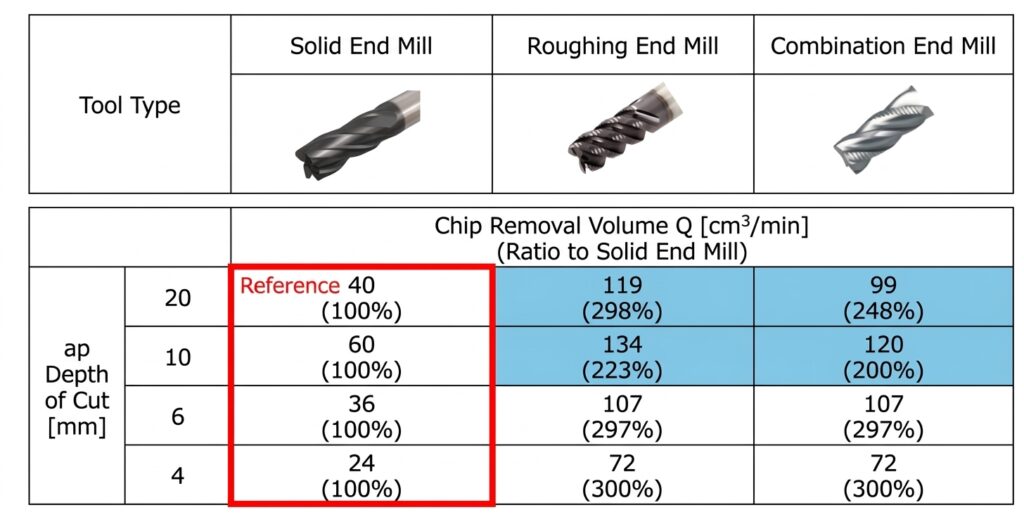
② Shoulder Milling — Moins de vibrations signifie que vous pouvez pousser plus fort
Comme introduit dans la section 1, le défi n°1 en shoulder milling est la « suppression des vibrations » (25 %). La Combination Edge offre à la fois suppression des vibrations et haute efficacité en shoulder milling également.
Trois points clés à retenir de ces données :
Point 1 : À ap≤6 mm, efficacité totalement égale aux fraises d’ébauche
Dans la plage ap=4–6 mm — la profondeur de coupe la plus couramment utilisée en shoulder milling réel — la Combination Edge atteint un taux d’enlèvement de copeaux presque identique aux fraises d’ébauche. Par rapport à une 4 dents polyvalente, jusqu’à 300 % (3×). Dans cette plage, Combination = Ébauche en termes d’efficacité.
Point 2 : Même pour des coupes profondes ap=10–20 mm, 2 à 2,5× par rapport à une 4 dents polyvalente
Même en shoulder milling profond à ap=20 mm, la Combination Edge atteint 248 % par rapport à une 4 dents polyvalente. Bien qu’elle n’égale pas les fraises d’ébauche, elle détient la deuxième efficacité la plus élevée. De plus, comme les fraises d’ébauche ne peuvent pas offrir la qualité de finition mentionnée ci-dessous, la Combination Edge l’emporte souvent en efficacité de processus totale lorsque la finition est incluse.
Point 3 : Moins de vibrations signifie que vous pouvez « pousser les conditions plus loin »
Les arêtes de coupe sinusoïdales de la Combination Edge répartissent également la longueur de l’arête de contact en shoulder milling, réduisant la résistance à la coupe. Cela supprime les vibrations, facilitant l’augmentation de Vc et fz. Au-delà des différences d’efficacité montrées par les données, c’est un avantage majeur du point de vue de la question : « pouvez-vous réellement augmenter les conditions en atelier ? »
En fait, dans l’étude de cas 3 (SS400, BT40), lors du remplacement d’une fraise d’ébauche par la VEE-C, les conditions ont été augmentées — Vc : 100→120 m/min, fz : 0,12→0,15 mm/z — entraînant une efficacité de 1,5× et une durée de vie de 1,7×. « Elle ne vibre pas, donc on peut pousser plus fort » — c’est ce que les utilisateurs constatent en atelier.
Résumé du shoulder milling
Jusqu’à 3× d’efficacité par rapport à une 4 dents polyvalente
La Combination Edge offre jusqu’à 3× d’efficacité par rapport à une 4 dents polyvalente en shoulder milling. À ap≤6 mm, elle est totalement égale aux fraises d’ébauche. De plus, l’effet de suppression des vibrations crée une marge de manœuvre pour augmenter les conditions de coupe, permettant des gains d’efficacité réels au-delà de ce que les données seules suggèrent.
③ Finition — Qualité d’état de surface prouvée égale à une 4 dents polyvalente
« Je comprends qu’elle résiste aux vibrations et qu’elle est efficace en ébauche. Mais la Combination Edge peut-elle vraiment offrir une bonne finition ? » — C’est la question la plus fréquemment posée.
La réponse courte est : la Combination Edge atteint une qualité d’état de surface presque égale à une fraise à 4 dents polyvalente. Consultez les données de déflexion de paroi et de rugosité de surface Ra mesurées lors des tests en séminaire.
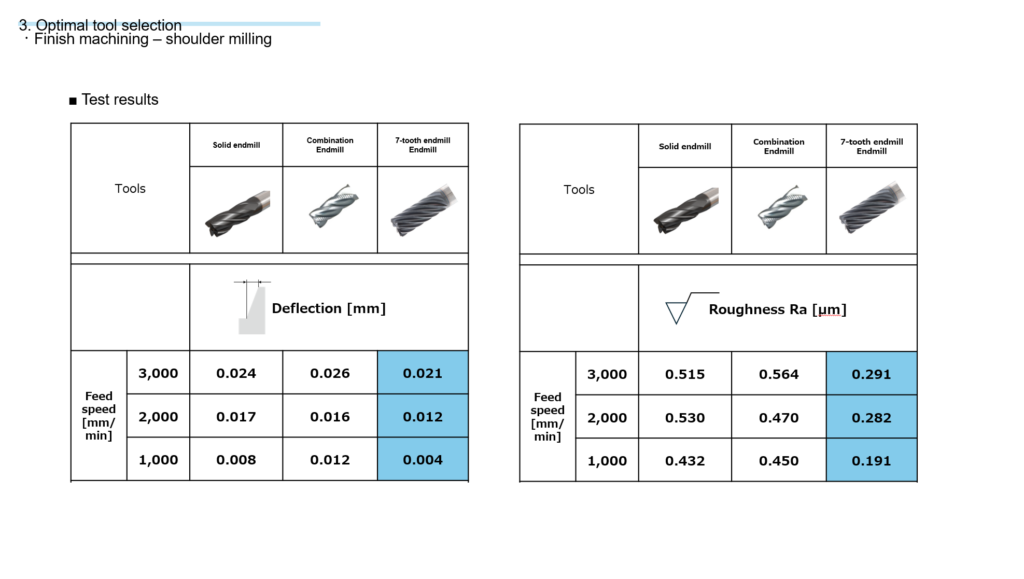
Comparaison de la déflexion de paroi [mm]
| Vitesse d’avance | 4 dents polyvalente | Combination | Différence | 7 dents (Référence) |
|---|---|---|---|---|
| 3 000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2 000 mm/min | 0.017 | 0.016 | −0,001 | 0.012 |
| 1 000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Comparaison de la rugosité de surface Ra [μm]
| Vitesse d’avance | 4 dents polyvalente | Combination | Différence | 7 dents (Référence) |
|---|---|---|---|---|
| 3 000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2 000 mm/min | 0.530 | 0.470 | −0,060 | 0.282 |
| 1 000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Voici les points clés à retenir des données :
① Les différences de déflexion et de Ra par rapport à une 4 dents polyvalente sont minimes
La différence de déflexion maximale est de 0,004 mm, et la différence de Ra maximale est de 0,049 μm. Ces deux valeurs ne constituent pas des différences significatives pour des besoins d’usinage pratiques. À une vitesse d’avance de 2 000 mm/min, la Combination Edge a même surpassé la 4 dents (valeurs plus faibles) tant en déflexion qu’en Ra.
② Un niveau de finition complètement différent par rapport aux fraises d’ébauche
Les fraises d’ébauche sont entièrement constituées d’arêtes sinusoïdales, laissant des irrégularités de surface qui nécessitent une opération de finition séparée. Les arêtes de coupe droites de la Combination Edge lissent la surface, atteignant une qualité de finition totalement différente de celle des fraises d’ébauche. C’est la raison directe pour laquelle l’« ébauche et la finition avec un seul outil » sont possibles.
③ Elle ne peut égaler un outil de finition dédié à 7 dents, mais l’application est différente
Pour une finition de haute précision nécessitant un Ra de l’ordre de 0,2 μm, un outil multi-dents à 7 dents est optimal. Cependant, pour les tolérances de finition typiques (autour de Ra 0,5 μm), la Combination Edge est pleinement capable. De plus, comme la Combination Edge peut passer directement de l’ébauche à la finition, les changements d’outils et les réglages sont éliminés.
Résumé de la finition
Qualité d’état de surface égale à une 4 dents polyvalente
L’état de surface de la Combination Edge est comparable à celui d’une 4 dents polyvalente tant en déflexion qu’en Ra. Ce n’est pas seulement « un outil réservé à l’ébauche » — les données prouvent qu’elle peut tout gérer, de l’ébauche à la finition, avec un seul outil. Pour une finition générale autour de Ra 0,5 μm, il n’est pas nécessaire de changer d’outil entre l’ébauche et la finition.
Résumé de la section 3 — Polyvalence couvrant le rainurage, le shoulder milling et la finition
| Axe de comparaison | vs 4 dents polyvalente | vs Fraise d’ébauche |
|---|---|---|
| Efficacité en rainurage | Jusqu’à 5,5× (548 %) | Égale ou supérieure (supérieure dans les rainures profondes) |
| Efficacité en shoulder milling | Jusqu’à 3× (300 %) | Égale (ap≤6 mm) |
| Suppression des vibrations | Écrasante supériorité | Égale (supérieure en rainurage) |
| Qualité d’état de surface | Égale (différence déflexion/Ra minime) | Écrasante supériorité |
| Consolidation d’outils | — | Ébauche + finition avec un seul outil |
La Combination Edge n’est pas « un outil réservé au rainurage ». Efficacité écrasante en rainurage, haute efficacité avec suppression des vibrations en shoulder milling, et état de surface égal à une 4 dents polyvalente — c’est la seule géométrie d’arête qui offre des performances élevées sur les trois axes.
4. Performances en conditions réelles : études de cas d’usinage client (5 succès + cas publié)
Au-delà des données de tests internes, les 5 évaluations sur le terrain par les utilisateurs ont abouti à des résultats positifs. Nous présentons des études de cas pour la VEE-C (tête interchangeable) et la FinishMeister (monobloc).
Aperçu des études de cas
| # | Produit | Méthode d’usinage | Matériau de la pièce | Diam. outil | Machine | Ratio d’efficacité | Ratio durée de vie |
|---|---|---|---|---|---|---|---|
| Cas 1 | FinishMeister | Shoulder milling (vanne) | SUS316 | φ12 | Machine multifonction | 3× | 15× |
| Cas 2 | FinishMeister | Shoulder milling (piston) | FCD500 | φ25 | Grand centre d’usinage horizontal / HSK100 | 3× | Égal |
| Cas 3 | VEE-C | Shoulder milling | SS400 / 160HB | φ25 | Centre d’usinage vertical / BT40 | 1,5× | 1,7× |
| Cas 4 | VEE-C | Rainurage | SKD11 / 40HRC | φ12 | Centre d’usinage vertical / BT50 | 2× | 2× |
| Cas 5 | VEE-C | Rainurage | SUS430F | φ10 | Centre d’usinage vertical / BT30 | 2,8× | Égal |
Point fort
Résultats positifs pour VEE-C et FinishMeister
Qu’il s’agisse de têtes interchangeables ou de monoblocs, l’efficacité de la Combination Edge est prouvée. Avec une efficacité jusqu’à 3× et une durée de vie jusqu’à 15×, des améliorations significatives sont obtenues quel que soit le type de produit.
Études de cas FinishMeister
Cas 1 Usinage de vanne en SUS316 : efficacité 3×, durée de vie 15×
Détails de l’usinage
- Méthode d’usinage : Shoulder milling (diamètre extérieur de la vanne)
- Matériau de la pièce : SUS316 (acier inoxydable)
- Diamètre d’outil : φ12
- Machine : Machine multifonction
- Secteur : Automobile
Défis
- La faible rigidité de serrage de la pièce empêchait le tournage ; précédemment usinée avec une fraise monobloc en carbure à 4 dents
- Productivité stagnante. Courte durée de vie de l’outil avec apparition de vibrations au fur et à mesure de l’usure
Amélioration avec FinishMeister
- Outil utilisé : TEFS120B44-26C12-83 (AH725)
- Vc : 40→60 m/min, fz : 0,06 mm/z, ap=5 mm, ae : 1→2 mm — conditions augmentées
- MRR : 1,27 → 3,82 cm³/min (efficacité 3×)
- Longueur de coupe : 0,3 → 4,5 m (durée de vie 15×)
- Les arêtes de coupe sinusoïdales ont réduit la résistance à la coupe, supprimant les vibrations même avec la progression de l’usure
POINT CLÉ
Efficacité 3× et durée de vie 15× — Amélioration majeure
Même dans un environnement à faible rigidité de serrage, les caractéristiques de faible résistance de la Combination Edge ont permis d’atteindre une efficacité 3× et une durée de vie 15×. Les vibrations restent supprimées même à une vitesse de coupe accrue, permettant un usinage stable sous des conditions agressives.
Cas 2 Usinage de segment de piston en FCD500 : efficacité 3× + consolidation d’outils

Détails de l’usinage
- Méthode d’usinage : Shoulder milling (fraisage-tournage du diamètre extérieur du piston)
- Matériau de la pièce : FCD500 (fonte ductile)
- Diamètre d’outil : φ25
- Machine : Grand centre d’usinage horizontal (#50 / HSK100)
- Secteur : Construction navale
Défis
- Précédemment, deux fraises étaient utilisées — une pour l’ébauche et une pour la finition
- La contrainte du changement d’outil et le temps de cycle étaient problématiques
Amélioration avec FinishMeister
- Outil utilisé : TEFS250E44-52C25CF121 (AH725)
- Vc : 79→120 m/min, fz : 0,07 mm/z, ap=30 mm, ae : 3→6 mm — conditions augmentées
- MRR : 25,35 → 77,01 cm³/min (efficacité 3×)
- Durée de vie équivalente à la précédente — aucun problème
- Ébauche et finition consolidées en une seule FinishMeister. Adoptée pour la ligne de production de masse
POINT CLÉ
Efficacité 3× + Consolidation d’outils — Adoptée pour la production de masse
Passage d’une configuration à 2 outils à une seule FinishMeister, atteignant une efficacité 3×. La durée de vie de l’outil est restée équivalente, menant à son adoption sur la ligne de production de masse.
Études de cas VEE-C
Cas 3 Remplacement d’une fraise d’ébauche : efficacité 1,5× + consolidation d’outils
Détails de l’usinage
- Méthode d’usinage : Shoulder milling
- Matériau de la pièce : SS400 (160HB)
- Diamètre d’outil : φ25
- Machine : Centre d’usinage vertical / BT40
Défis
- Utilisation actuelle d’une fraise d’ébauche en carbure d’un concurrent
- Fraise monobloc limitée à 20 mm de profondeur de coupe. Dommages sur l’arête de coupe
- Nécessité d’outils séparés pour l’ébauche et la finition
Amélioration avec VEE-C
- Vc : 100→120 m/min, fz : 0,12→0,15 mm/z — conditions augmentées
- MRR : 61,12 → 91,67 cm³/min (env. +50 %)
- Durée de vie de la tête : 3 pièces par tête → 5 pièces par tête (1,7×)
- Ébauche + finition consolidées en une seule VEE-C. Temps de changement d’outil également réduit
POINT CLÉ
Efficacité 1,5× + Durée de vie 1,7× + Consolidation d’outils
La fraise d’ébauche ne pouvait pas offrir une qualité de finition et nécessitait un outil de finition séparé. La VEE-C a consolidé l’ébauche + la finition en un seul outil, atteignant simultanément une efficacité 1,5× et une durée de vie 1,7×.
Cas 4 Consolidation de 2 outils HSS en 1 VEE-C : efficacité 2×, durée de vie 2×

Détails de l’usinage
- Méthode d’usinage : Rainurage
- Matériau de la pièce : SKD11 (40HRC)
- Diamètre d’outil : φ12
- Machine : Centre d’usinage vertical / BT50
Défis
- Utilisation actuelle d’une configuration à 2 outils HSS : fraise d’ébauche + fraise de finition HSS
- La contrainte du changement d’outil et le temps de cycle étaient problématiques
- Les outils HSS limitent la vitesse d’usinage
Amélioration avec VEE-C
- Condition B : Vc=40, ap=4, ae=12, fz=0,03 → MRR : 3,06 → 6,11 cm³/min (2×)
- 5 pièces par tête (durée de vie 2×)
- Ébauche et finition consolidées en une seule VEE-C → aucun changement d’outil nécessaire
POINT CLÉ
Efficacité 2×, Durée de vie 2× — Amélioration majeure
Passage d’une configuration à 2 outils HSS à une seule VEE-C. Efficacité 2× et durée de vie 2× — une amélioration majeure. Usinage stable même dans le SKD11 à une dureté élevée de 40HRC.
Source : TR78848
Cas 5 Profondeur de coupe doublée pour réduire le temps de cycle

Détails de l’usinage
- Méthode d’usinage : Rainurage & shoulder milling
- Matériau de la pièce : SUS430F
- Diamètre d’outil : φ10
- Machine : Centre d’usinage vertical / BT30
Défis
- Les vibrations avec la fraise en carbure actuelle d’un concurrent limitaient la profondeur de coupe (ap) réalisable
- Difficile d’augmenter les conditions dans un environnement BT30 à faible rigidité
Amélioration avec VEE-C
- Profondeur de coupe augmentée de ap=1 mm à 2 mm
- Test 3 : Vc=66, ap=2, ae=10, fz=0,05 → MRR : 8,40 cm³/min
- Durée de vie de l’outil équivalente à la précédente maintenue, qualité d’état de surface également équivalente. Le bruit de coupe était silencieux
POINT CLÉ
Profondeur de coupe doublée pour réduire le temps de cycle
Exploitation de la résistance aux vibrations de la VEE-C pour réduire le temps de cycle. Usinage stable sous des conditions agressives même sur une machine BT30 à faible rigidité.
Étude de cas publiée : Kondo Iron Works × FinishMeister Combination Edge
Les 5 cas ci-dessus sont basés sur des rapports de tests internes, mais il existe également un succès officiellement publié.

Kondo Iron Works Co., Ltd. (ville d’Inuyama, préfecture d’Aichi) est spécialisée dans l’usinage de composants de machines-outils et d’engins de chantier. L’entreprise a introduit la fraise monobloc Combination Edge FinishMeister φ12 sur une machine multifonction, obtenant des résultats significatifs.
| Produit utilisé | FinishMeister φ12 (fraise monobloc Combination Edge) |
|---|---|
| Détails de l’usinage | Shoulder milling et rainurage de section cylindrique d’arbre (siège de boulon, rainure de clavette) |
| Matériau de la pièce | S45C |
| Machine | Machine multifonction (usinage multi-faces en un seul serrage) |
| Défi | Sur les machines multifonctions, le long porte-à-faux de la fraise provoque des vibrations → impossibilité d’augmenter les conditions de coupe |
| Conditions de coupe | Vc=100 m/min, f=0,26 mm/rev (fz=0,065), ap=7–8 mm, ae=12 mm |
Résultats :
- Temps d’usinage réduit — La suppression des vibrations de la Combination Edge a permis un usinage à grande profondeur de coupe. Le nombre réduit de passes a diminué le temps de cycle
- Consolidation d’outils — Capacité d’ébauche et qualité de finition dans un seul outil. Ébauche et finition consolidées en un seul outil
Commentaires du responsable d’usine
« A donné des résultats significatifs dans l’usinage avec un long porte-à-faux où les vibrations ont tendance à se produire »
« Temps d’usinage réduit en diminuant le nombre de passes de coupe »
« Longueur de porte-à-faux de l’outil réglée plus longue pour permettre également le partage d’outils entre les montages »
La VEE-C est un produit qui adopte la même technologie Combination Edge éprouvée chez Kondo Iron Works dans un format à tête interchangeable. FinishMeister monobloc et VEE-C à tête interchangeable — choisissez parmi 2 lignes en fonction de votre application et de vos impératifs économiques.
Résumé — Supprimez les vibrations et passez à la coupe suivante
Cet article a présenté les capacités de la Combination Edge de Tungaloy à travers sa structure, ses données et ses études de cas. Voici les points clés :
- Le plus grand défi du fraisage en bout est la « vibration » — 25 % des répondants en atelier l’ont classée n°1 dans une enquête réelle
- La Combination Edge est une géométrie unique en son genre — Les arêtes sinusoïdales suppriment les vibrations, les arêtes droites lissent la surface
- Éprouvée sur 874 conditions de test — Jusqu’à 5,5× d’efficacité en rainurage, jusqu’à 3× en shoulder milling. État de surface égal à une 4 dents polyvalente
- Les 5 études de cas utilisateurs ont été jugées positives — Jusqu’à 3× d’efficacité, jusqu’à 15× de durée de vie
- Éprouvée sur BT30, BT40 et machines multifonctions — Usinage stable même sur des machines à faible rigidité avec un long porte-à-faux
- Ébauche et finition avec un seul outil — La consolidation d’outils réduit le temps de réglage et les coûts
- Gamme de produits sur 2 lignes couvrant chaque application — VEE-C (tête interchangeable) et FinishMeister (monobloc)
Si vous cherchez à améliorer l’efficacité du rainurage, à contrer les vibrations ou à consolider vos outils, essayez la Combination Edge.