Les fraises à rainurer comme option d’usinage ─ Élargir les possibilités avec un seul outil, du rainurage profond aux parois latérales et au tronçonnage, en passant par l’évitement des interférences
Les fraises à rainurer sont souvent considérées comme des « outils dépassés dédiés au tronçonnage et au rainurage ».
En réalité, ce sont des outils très polyvalents et productifs capables de couvrir des zones difficiles à atteindre avec des fraises en bout, notamment le rainurage profond, la précision des parois latérales, les rainures fines, les rainures de clavette, l’usinage parallèle sur deux faces et l’évitement des interférences.
Elles possèdent de nombreuses arêtes de coupe sur la périphérie, facilitent la minimisation du porte-à-faux et permettent l’utilisation d’un diamètre d’outil favorable par rapport à la largeur de rainure. En tirant parti de ces caractéristiques, les opérations d’usinage précédemment abandonnées en raison de broutages, de déflexion des parois ou de bourrage de copeaux peuvent être transformées en processus de production de masse stables.
Cet article explique les principes de base des fraises à rainurer, les domaines où elles sont efficaces et comment les sélectionner. Il approfondit également le réglage des conditions pour exploiter leurs performances, en particulier le concept souvent négligé de l’épaisseur de copeau.

Ce que vous apprendrez dans cet article
- Qu’est-ce qu’une fraise à rainurer ? Différences par rapport aux fraises en bout
- Pourquoi les fraises à rainurer sont efficaces pour le rainurage profond, les parois latérales et les opérations de tronçonnage
- Types de fraises à rainurer et leurs applications appropriées
- Fraises en bout vs fraises à rainurer : critères clés pour une sélection appropriée de l’outil
- Conseils de base pour un usinage stable
- Comprendre l’épaisseur de copeau lorsque ae/DC est faible
- Problèmes courants et points à vérifier
- Les fraises de forme spéciale comme option
- Résumé
1. Qu’est-ce qu’une fraise à rainurer ? ─ Un outil qui coupe avec les « arêtes latérales périphériques »
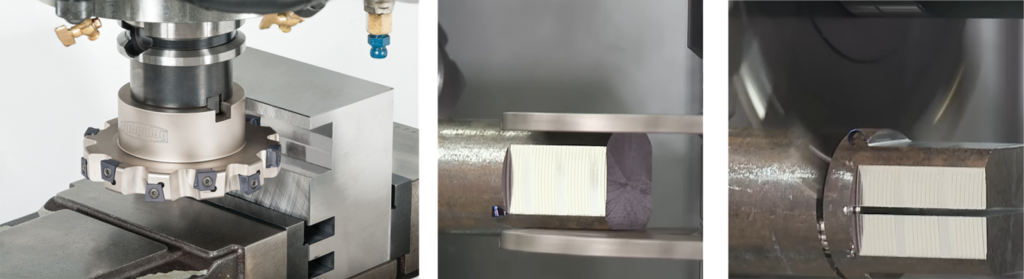
Les fraises à rainurer sont un groupe d’outils qui utilisent des arêtes de coupe sur le côté de la périphérie de l’outil pour usiner des rainures, des épaulements et des faces. Elles sont utilisées pour les rainures profondes et étroites, les applications nécessitant une précision des parois latérales, le tronçonnage, les rainures de clavette et l’usinage parallèle sur deux faces.
Une idée fausse courante est qu’elles sont des « outils dépassés dédiés au tronçonnage et au rainurage ». Dans l’usinage réel, elles sont également efficaces pour le fraisage d’épaulement et le fraisage de face lorsque l’évitement des interférences est requis. Avec l’adoption croissante de l’usinage 5 axes, leur valeur est redécouverte en tant qu’outils pouvant approcher la pièce par le côté avec une longueur d’outil courte.
Différences par rapport aux outils similaires
| Outil | Principaux atouts | Différence par rapport aux fraises à rainurer |
|---|---|---|
| Fraise à surfacer | Surfaçage | Non adapté comme substitut pour l’usinage des parois latérales |
| Fraise en bout | Usinage polyvalent | Dans les rainures profondes, le porte-à-faux devient long, rendant la déflexion et le broutage plus probables |
| Scie à refendre | Tronçonnage et rainurage fin | Une version à lame fine d’une fraise à rainurer |

2. Applications typiques où les fraises à rainurer sont efficaces
Largeur étroite par rapport à la profondeur
Avec les fraises en bout, le porte-à-faux de l’outil devient plus long, rendant la déflexion, le broutage et l’erreur dimensionnelle plus probables. Les fraises à rainurer sont souvent avantageuses car même lorsque l’outil est fin par rapport à son diamètre, le support d’arbre et la rigidité du disque assurent la stabilité.
Lorsque la précision d’angle droit et le parallélisme des parois latérales sont requis
Le slot milling est très efficace pour former les formes de parois latérales. Dans le fraisage en batterie, deux fraises et des entretoises peuvent permettre d’usiner deux faces parallèles en une seule passe.
Lors de la réduction du matériau gaspillé dans le tronçonnage et l’usinage de rainures fines
Les outils à lame fine ont une faible surépaisseur de coupe, contribuant à réduire la perte de matériau. Même dans les rainures profondes et étroites, une efficacité élevée peut être obtenue lorsque la géométrie de l’outil et l’évacuation des copeaux sont correctement adaptées.
Évitement des interférences et accessibilité dans l’usinage 5 axes
Les fraises à rainurer peuvent entrer finement par le côté dans des zones où les grandes fraises à surfacer sont difficiles à appliquer de face ou où les longues fraises en bout ne fournissent pas un dégagement suffisant. Dans les centres d’usinage 5 axes, la liberté accrue de l’axe de l’outil fait des fraises à rainurer une option encore plus précieuse.
POINT CLÉ
Une option pour éviter les interférences tout en assurant la rigidité
Les fraises à rainurer ne sont pas des « outils uniquement pour le rainurage ». Elles constituent une option qui améliore la faisabilité de l’usinage dans le rainurage profond, l’usinage des parois latérales, les opérations de tronçonnage et l’usinage par approche latérale.
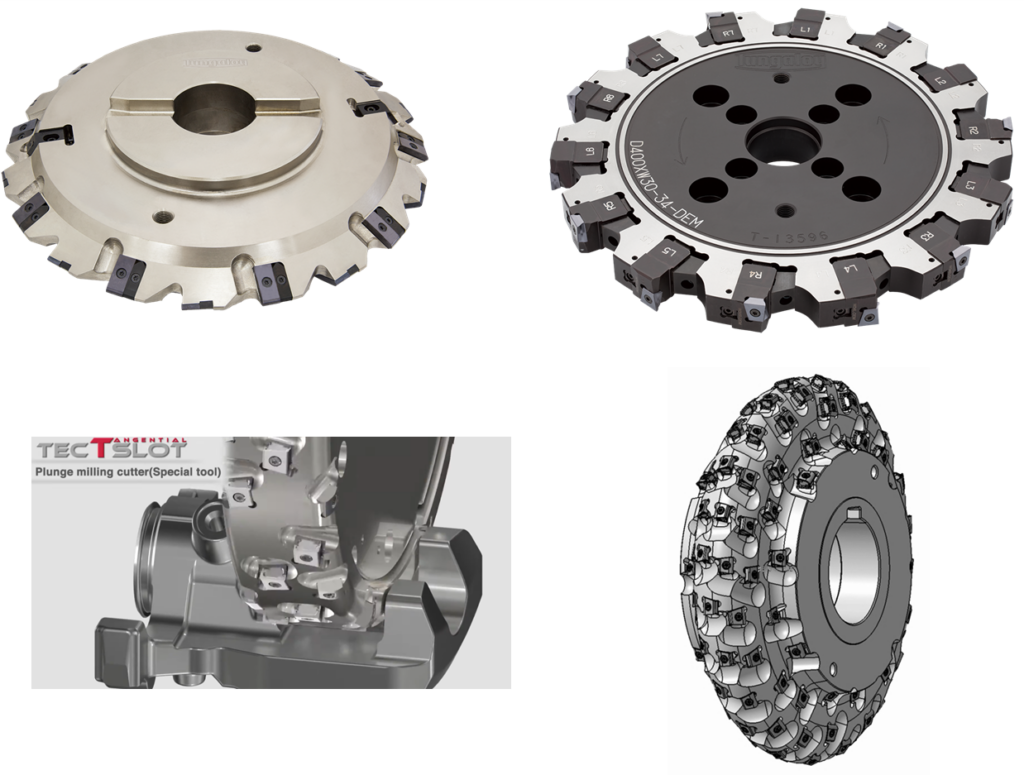
3. Classification de base des fraises à rainurer ─ Quel type choisir ?
| Type | Principales applications | Situations appropriées |
|---|---|---|
| Type à lame fine / scie à refendre | Tronçonnage et rainures fines | Profondeur supérieure à la largeur, perte de matériau réduite |
| Fraise à rainurer et surfacer | Rainures, parois latérales et faces de fond | Usinage stable tel que les rainures de clavette |
| Fraise demi-ronde | Usinage d’épaulement sur un côté | Usinage de gradins et finition sur un côté |
| Fraise à rainurer de forme | Génération de profil | Usinage à haute efficacité et pièces de production de masse |
Lors de la sélection d’une fraise, vérifiez la largeur de coupe, la plage de largeur, l’évacuation des copeaux et l’indexabilité. Pour la production de masse, les outils indexables deviennent un candidat solide.

4. Critères pour passer des fraises en bout
Quand les fraises en bout sont appropriées
Les fraises en bout sont appropriées lorsque leur polyvalence est avantageuse, comme pour les rainures peu profondes, les formes complexes, l’usinage avec un seul outil sur des machines polyvalentes et la production en petites séries où l’efficacité de réglage est prioritaire.
Quand les fraises à rainurer sont avantageuses
Les fraises à rainurer méritent d’être envisagées pour les rainures profondes et étroites, la précision des parois latérales, le tronçonnage et l’usinage de rainures étroites, les longueurs d’usinage importantes, la production de masse, l’usinage parallèle sur deux faces, l’évitement des interférences et l’usinage par approche latérale sur machines 5 axes.
En cas de doute : envisagez une fraise à rainurer lorsque vous observez ces signes
- La rainure est profonde mais étroite
- Un broutage se produit avec une fraise en bout, ou la largeur de rainure est instable
- Les copeaux se coincent, les parois latérales se déforment ou la fraise en bout se casse
- Le temps d’usinage est long
- L’outil ne peut pas entrer de face, ou un long porte-à-faux doit être évité
POINT CLÉ
Les fraises à rainurer sont souvent parmi les options les plus productives pour le rainurage
Parce qu’elles possèdent de nombreuses arêtes de coupe sur la périphérie, peuvent réduire le porte-à-faux inutile et permettent l’utilisation d’un diamètre favorable par rapport à la largeur de rainure, l’avantage par rapport aux fraises en bout devient plus important, en particulier lorsque la largeur de rainure devient plus petite.
5. Conseils de base pour exploiter les performances ─ Porte-à-faux, nombre de dents et copeaux
1. Maintenir le porte-à-faux aussi court que possible
La longueur de l’arbre, la rigidité du support, la précision des entretoises et la précision d’assemblage affectent directement le résultat final. Un porte-à-faux excessif peut provoquer une déflexion des parois latérales, une variation dimensionnelle et un broutage.
2. Plus de dents n’est pas toujours mieux
Un plus grand nombre de dents peut améliorer la productivité, mais cela réduit la capacité du goujure. Dans les matériaux collants, les applications à copeaux longs et les rainures profondes, augmenter le nombre de dents peut avoir l’effet inverse. Cela peut également entraîner des problèmes d’épaisseur effective de copeau, qui seront abordés plus loin.
3. Ne pas sous-estimer le faux-rond
La saleté sur les surfaces de montage, une mauvaise précision des entretoises ou un serrage insuffisant peuvent concentrer la charge sur des arêtes de coupe spécifiques. Cela peut entraîner un mauvais état de surface, des ébréchures et une détérioration de la largeur, il est donc essentiel de vérifier avant l’assemblage.
4. Accorder la priorité absolue à l’évacuation des copeaux
Un problème typique dans les rainures profondes est la recoupe des copeaux ou le bourrage de copeaux. La portée du liquide de refroidissement, la direction d’évacuation des copeaux et la direction de coupe doivent être conçus comme un ensemble.
5. La durée de vie de l’outil change selon la manière dont la fraise entre dans la pièce
Si l’outil s’engage soudainement à pleine charge, des copeaux épais du côté de sortie et un impact peuvent raccourcir la durée de vie de l’outil. L’entrée en roulement et la réduction de l’avance à l’entrée sont des contre-mesures efficaces.
6. Le point le plus souvent manqué avec les fraises à rainurer ─ L’épaisseur de copeau
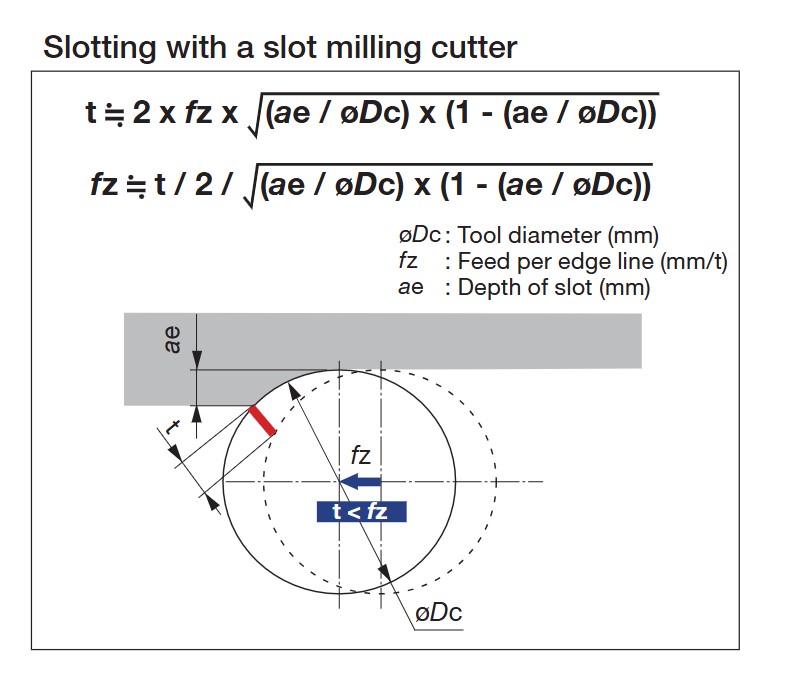
En raison de leur structure, les fraises à rainurer ont tendance à fonctionner avec un ae/DC faible. Si les conditions de coupe sont déterminées uniquement par la vitesse d’avance apparente, l’arête de coupe peut finir par « frotter plutôt que couper ».
Conclusion
L’outil n’est que légèrement engagé, mais l’avance est encore davantage réduite
C’est le schéma d’échec le plus courant avec les fraises à rainurer. Lorsque du bruit, une brûlure, une usure prématurée ou un mauvais état de surface se produit, vérifiez d’abord l’épaisseur de copeau.
Étapes pour rétablir une coupe appropriée
- Vérifier si une épaisseur de copeau suffisante est assurée pour le rapport ae/DC
- Augmenter fz à une valeur appropriée
- Si nécessaire, réduire le nombre de dents pour augmenter le travail effectué par chaque dent
- Réajuster l’équilibre entre la vitesse de broche et la vitesse d’avance
- Passer du « frottement » à la « coupe appropriée »
POINT CLÉ
Selon la manière dont les conditions de coupe sont réglées, vous pouvez limiter vous-même les performances de l’outil
Les fraises à rainurer sont des outils à haute productivité. Avant de supposer que « l’outil ne peut pas couper », suspectez d’abord que la vitesse d’avance est peut-être simplement trop faible.
Calculateur simple d’épaisseur de copeau
En saisissant le diamètre d’outil DC, la profondeur de passe radiale ae, le nombre de dents z, la vitesse de broche n et l’avance de table Vf, cet outil calcule instantanément l’avance par dent fz, l’épaisseur maximale de copeau hex, l’épaisseur moyenne de copeau hm et ae/DC.
ae/DC = ae / DC
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Formules approximatives pour le fraisage périphérique où ae < DC. Pour le rainurage complet, définir ae = DC, avec hex = fz et hm ≒ 2fz/π.
Comment utiliser le calculateur
- Saisissez vos conditions d’usinage actuelles — DC, ae, z, n et Vf
- Si hex est inférieur à 0,02 mm, le frottement est une préoccupation majeure. Envisagez d’augmenter fz ou de réduire le nombre de dents
- Si ae/DC est inférieur à 10 %, il est souvent nécessaire d’augmenter l’avance plusieurs fois plus que le fz apparent pour obtenir une coupe appropriée
7. Guide de dépannage par symptôme
| Symptôme | Principales causes | Points à vérifier |
|---|---|---|
| Broutage | Porte-à-faux excessif / engagement soudain / frottement dû à une avance insuffisante | Raccourcir le porte-à-faux, réduire légèrement la vitesse de broche, augmenter fz pour faire couper l’outil, revoir la géométrie de l’arête et le nombre de dents |
| Largeur de rainure instable | Faux-rond / corps étranger lors de l’assemblage / déflexion de pièce à paroi mince | Vérifier les entretoises et les surfaces de contact, envisager des configurations à largeur réglable, renforcer le maintien de la pièce |
| Déflexion de la paroi latérale | Déflexion de l’arbre / mauvais parallélisme du support / force de coupe excessive | Vérifier le parallélisme du support, raccourcir le porte-à-faux, revoir l’enlèvement de matière par passe |
| Ébréchure de l’arête ou usure prématurée | Bourrage de copeaux / impact à l’entrée / charge inégale | Améliorer l’évacuation des copeaux, réduire l’avance à l’entrée, réduire le faux-rond, revoir le nombre de dents |
| Brûlure ou bruit de grincement | Vitesse de coupe excessive / frottement dû à une avance trop faible / résonance de la scie à lame fine | Réduire d’abord la vitesse de broche, puis ajuster à l’avance appropriée. Éviter les vitesses de coupe excessives avec les scies à refendre à lame fine |
8. Fraises à rainurer dédiées pour des industries spécifiques ─ Le monde des fraises de forme spéciale
Les articles de catalogue standard et les systèmes de dessin automatique ne peuvent couvrir que les formes spéciales pouvant être exprimées de manière paramétrique. Dans la fabrication réelle, cependant, il existe une demande claire pour finir des profils de forme complexes en une seule passe.
C’est là qu’interviennent les fraises de forme spéciale entièrement personnalisées. Tungaloy possède une vaste expérience dans les applications industrielles telles que l’automobile, les engins de construction, l’énergie et les machines industrielles.
POINT CLÉ
Personnalisation adaptée à chaque application industrielle
Les systèmes de dessin automatique sont conçus pour la rapidité et la standardisation. Les fraises de forme spéciale sont conçues pour consolider en un seul outil des formes complexes que les outils standard ne peuvent pas couvrir.
1. Fraises à tailler les engrenages ─ Performances éprouvées dans les engrenages d’engins de construction, de machines agricoles, de machines industrielles et d’éoliennes
- Application : Usinage du profil de denture pour engrenages, arbres cannelés, dentures et composants similaires
- Atout : Le profil de denture est intégré dans l’arête de coupe, permettant la formation de l’espace entre dents en une seule passe. L’usinage d’engrenages peut être effectué plus facilement sur des centres d’usinage polyvalents
- Attrait clé : Conception entièrement personnalisée adaptée au module, au nombre de dents, à l’angle de pression et au déport de profil
2. Fraises pour l’usinage de supports et d’étriers de frein
- Application : Rainures étagées, rainures en arc et usinage de profil complexe d’étriers de frein automobiles, de supports de suspension et de composants de châssis
- Atout : Conception optimisée de la disposition des dents qui supprime le broutage dans les pièces à faible rigidité
- Attrait clé : Conception de spécification qui équilibre la durée de vie de l’outil et la stabilité dimensionnelle dans les lignes de production de masse
3. Fraises pour l’usinage de rotors à vis
- Application : Ébauche à semi-finition des rainures de rotor mâle et femelle pour compresseurs à vis, pompes à vis et pompes à vide
- Atout : Les profils de vis complexes sont usinés en forme avec un profil d’arête de coupe dédié
- Attrait clé : Conception entièrement personnalisée proche de l’outillage unique pour chaque diamètre de rotor, pas et profil de denture. Prend également en charge les hauteurs de dent longues et les courbes complexes

Références d’adoption étendues établies dans diverses industries
Les fraises de forme spéciale de Tungaloy sont utilisées depuis de nombreuses années dans des sites de production de masse dans des industries clés telles que l’automobile, les engins de construction, les machines agricoles, les machines industrielles et l’énergie. À travers des applications incluant les engrenages, les supports et étriers, et les rotors à vis, Tungaloy a accumulé un savoir-faire en conception et une bibliothèque d’applications étendue qui répondent aux exigences d’usinage de chaque industrie.
Conclusion
Les formes qui ne peuvent pas être entièrement exprimées par les systèmes de dessin automatique sont exactement là où les fraises de forme spéciale excellent
Parce que Tungaloy a établi un historique éprouvé dans de nombreuses industries, il peut concevoir des fraises optimisées pour chaque défi d’usinage.
Résumé ─ Exploiter la valeur des fraises à rainurer
Les fraises à rainurer ne sont pas des « outils uniquement pour le tronçonnage et le rainurage ». Elles démontrent leur véritable valeur dans les défis d’usinage modernes tels que le rainurage profond, la précision des parois latérales, l’évitement des interférences et l’usinage par approche latérale sur machines 5 axes.
Cependant, parce que les fraises à rainurer ont tendance à fonctionner avec un ae/DC faible en raison de leurs caractéristiques d’outil, la compréhension de l’épaisseur de copeau est le point de départ pour définir les conditions de coupe.
- Les fraises à rainurer sont performantes dans le rainurage, l’usinage des parois latérales, le tronçonnage et l’évitement des interférences
- Dans le rainurage, elles sont souvent parmi les options les plus productives
- Le porte-à-faux, l’assemblage et le faux-rond déterminent le résultat final
- Plus de dents n’est pas toujours mieux. Vérifier la capacité du goujure et l’évacuation des copeaux
- Ne supposez pas immédiatement que « l’outil ne peut pas couper » ; suspectez d’abord que « la vitesse d’avance est trop faible »
- Lorsque ae/DC est faible, vérifiez toujours l’épaisseur de copeau
- Pour les formes qui ne peuvent pas être réalisées par des outils standard ou des systèmes de dessin automatique, les fraises de forme spéciales peuvent permettre une consolidation des processus.
Le choix d’une fraise à rainurer peut être envisagé étape par étape en fonction de la difficulté du défi d’usinage : « séries standard / outils à têtes interchangeables → outils spéciaux créés par dessin automatique → fraises de forme spéciales entièrement personnalisées ». Après avoir compris les bases, considérez le niveau d’option qui correspond le mieux à la difficulté de votre propre application d’usinage.