
Voici le chemin du succès parcouru par les représentants commerciaux de Tungaloy aux côtés de leurs clients.
Réussir 48 heures de fonctionnement sans surveillance le week-end ! Quel outil de Chanfreinage a résolu le goulot d’étranglement bloquant la fabrication en usine obscure ?
Coopération pour l’entretienTsubakimoto Mayfran Inc.


Représentant commercial Tungaloy
Takahiko MurataTakahiko Murata
- Ville d’origine
- Ville de Kyoto, préfecture de Kyoto
- Carrière
- A rejoint l’entreprise en janvier 1987 (recrutement en milieu de carrière). 36e année.
- Loisirs
- J’ai commencé les courses de ski alpin au collège et je participe toujours activement à des compétitions aujourd’hui.
Pendant l’intersaison, tout tourne autour du golf.
Quiconque travaille dans la coupe des métaux a déjà vu un « convoyeur de Copeaux » au moins une fois. Cette fois, nous présentons une étude de cas d’amélioration liée aux convoyeurs de Copeaux.
Tsubakimoto Mayfran Inc., dont le siège social est situé à Koka City, dans la préfecture de Shiga, a été créée en 1973 en tant que coentreprise entre Tsubakimoto Chain Co. et Mayfran International. En 1974, l’entreprise a commencé la production de son convoyeur de Copeaux « ChipTote ». Depuis lors, l’entreprise a développé une large gamme de produits de manutention et est aujourd’hui largement reconnue comme un fabricant complet d’équipements de manutention et de traitement du liquide de refroidissement.
Tsubakimoto Mayfran Inc. continue de fournir des produits et services de la plus haute qualité pour gagner la satisfaction et la confiance des clients mondiaux dans le domaine de la « manutention et du traitement » des « Copeaux métalliques, du liquide de refroidissement et des déchets solides ».
Table des matières
- Projet de fabrication interne d’axes de courroie
- Le processus goulot d’étranglement bloquant le fonctionnement sans surveillance
- Solutions pour le processus goulot d’étranglement
- Fraise en bout à tête interchangeable TungMeister : Nombreuses variantes de têtes de Chanfreinage
- Réussir 48 heures de fonctionnement sans surveillance le week-end
- Vers un fonctionnement sans surveillance encore plus long
Projet de fabrication interne d’axes de courroie
Tsubakimoto Mayfran Inc. fabrique des convoyeurs — leur produit phare — dans leur usine principale de Koka City, préfecture de Shiga. L’usine principale est l’usine mère qui gère tout, du travail de la tôle au soudage, à l’assemblage et à la peinture, dans un processus de production de convoyeurs intégré. C’est à cette époque qu’un problème est survenu concernant l’approvisionnement en axes de courroie, l’un des composants clés des convoyeurs. Auparavant, l’usine principale n’effectuait pratiquement aucune opération de coupe de métaux, et les axes de courroie nécessitant un usinage étaient sous-traités pour la production. Cependant, il est devenu difficile pour le sous-traitant de poursuivre la production. Pour résoudre ce problème, un projet de fabrication interne d’axes de courroie a été lancé. M. Ichihashi, du département d’ingénierie de production, qui possédait une connaissance approfondie de la coupe des métaux, a été nommé chef de projet.

« En internalisant la production des axes de courroie précédemment sous-traitée dans notre usine principale, nous pouvions obtenir de nombreux avantages, nous avons donc décidé de procéder à la fabrication en interne. La production interne permet une planification flexible de la production en fonction de la demande et facilite la production de petits lots. Lors de la sous-traitance, nous devions maintenir des stocks de composants importants (travaux en cours) en raison de la taille des lots de commande et des délais de livraison. En fabriquant en interne, nous pouvons ajuster de manière flexible les calendriers de production et la taille des lots pour répondre aux exigences des clients. La mise en œuvre de la production juste-à-temps a entraîné une réduction significative des stocks de composants. »
Il s’agissait d’un projet important avec des améliorations attendues en matière d’efficacité de production.
« En plus des attentes en matière de réduction des délais et des stocks, nous avons également fixé la compétitivité des coûts comme objectif pour ce projet de lancement. Compte tenu des coûts de production, la fabrication à l’étranger était une option, mais la production de composants à l’usine principale — le site d’assemblage final — est optimale en termes de délais de transport (production locale pour consommation locale). Par conséquent, nous nous sommes fixé pour objectif de construire une ligne de fabrication compétitive en termes de coûts, capable de rivaliser avec la production à l’étranger, même avec une fabrication nationale. Nous pensions que la clé pour atteindre la compétitivité des coûts était “l’automatisation et le fonctionnement prolongé sans surveillance”. »
Apparence et structure du convoyeur à bande d’acier de type charnière
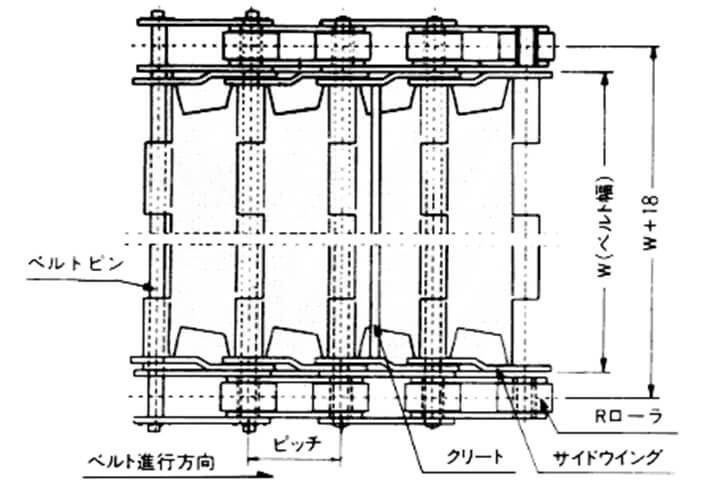
Apparence des axes de courroie

Le processus goulot d’étranglement bloquant le fonctionnement sans surveillance
Pour atteindre les objectifs fixés, la construction de la ligne a progressé. Comme les axes de courroie sont des pièces cylindriques longues, un embarreur a été adopté pour l’alimentation en matière. De plus, pour automatiser la reprise des pièces longues et l’usinage des deux extrémités, un tour CN avec une broche secondaire a été sélectionné, automatisant tout, du chargement de la pièce à l’usinage et au déchargement de la pièce.
Les axes de courroie existent en différents modèles avec des diamètres et des longueurs différents. Des programmes d’usinage ont été créés et vérifiés pour chaque modèle, et le démarrage des premiers composants usinés de l’usine a été achevé avec succès.
Bien que le démarrage de l’usinage ait été un succès, l’autre objectif — parvenir à un fonctionnement prolongé sans surveillance — n’avait pas encore été atteint. Les outils utilisés dans deux processus avaient une durée de vie courte, et la fréquence élevée des changements d’outils rendait impossible un fonctionnement prolongé.
« Nous visions à usiner des modèles avec des lots de production relativement importants grâce à un fonctionnement sans surveillance pendant les jours fériés. Par exemple, terminer la configuration au moment de partir le vendredi et lancer l’usinage. Si nous pouvions effectuer un usinage sans surveillance pendant le week-end (samedi et dimanche), cela contribuerait de manière significative à l’efficacité de la production de la ligne et aux coûts de production. Pour y parvenir, nous devions accomplir environ 48 heures de fonctionnement sans surveillance, mais des problèmes de durée de vie des outils dans les processus goulots d’étranglement nous ont empêchés d’atteindre l’objectif. »
Processus goulots d’étranglement dans l’usinage des axes de courroie
Processus goulot d’étranglement 1 : Tronçonnage / Tournage de finition de la face d’extrémité
Puisque la production utilisait un embarreur, le processus de tronçonnage était l’une des opérations principales. De plus, en raison des limitations du nombre d’outils et de stations de tourelle nécessaires pour usiner divers modèles, l’outil de tronçonnage était également utilisé pour la finition de la face d’extrémité afin de consolider l’utilisation des outils.
Processus goulot d’étranglement 2 : Pointage + Chanfreinage
Pour améliorer la précision de la position des trous, un pointage a été effectué avant l’usinage des trous. Comme ces trous nécessitaient un chanfrein en C, le processus a été conçu pour utiliser un outil de chanfreinage à 90° entraîné plus profondément à l’avance pour combiner le pointage et le chanfreinage en une seule opération.
Image d’usinage du processus « Pointage + Chanfreinage »
- Processus 1
Pointage + Chanfreinage

- Processus 2
Drilling
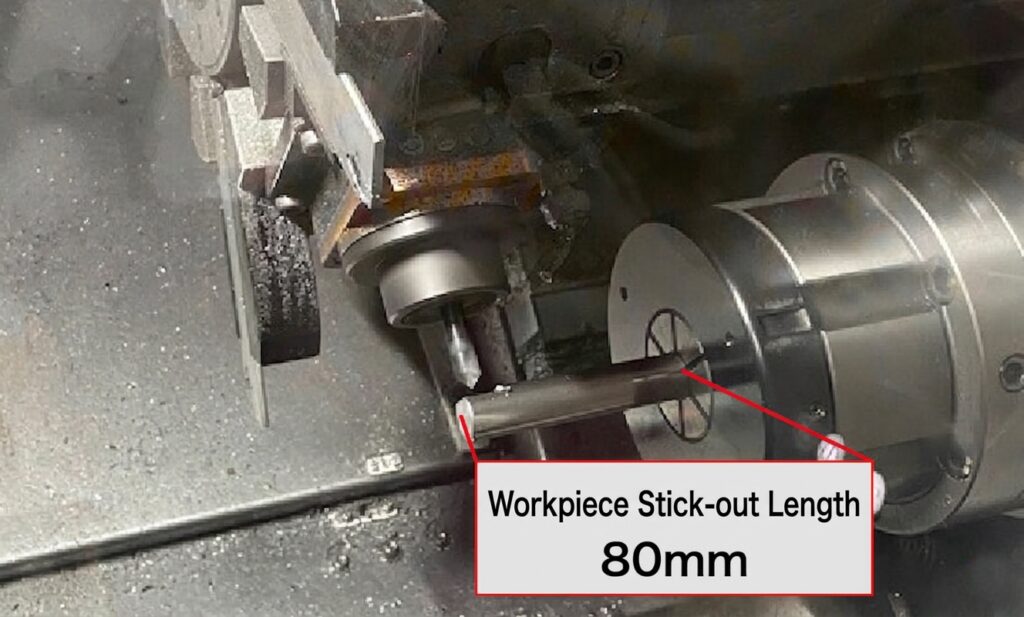
« Le processus que je trouvais particulièrement problématique était ce processus de “pointage + chanfreinage”. En raison de l’interférence entre le boîtier de la pince serrant la pièce et l’unité d’outil rotatif, ainsi que des limitations de la plage de fraisage de la machine, la pièce devait dépasser d’environ 80 mm pour les opérations de fraisage. De plus, comme l’usinage se produisait près de la face d’extrémité, il devait être effectué dans une configuration en porte-à-faux. Avec la pièce dans un état de faible rigidité, l’usinage est devenu instable. Le broutement était particulièrement prononcé sur les modèles d’axes de courroie de plus petit diamètre, ce qui donnait des chanfreins avec des formes de trous irrégulières. »
« Nous avions demandé des améliorations d’outils à plusieurs fabricants et nous travaillions sur des améliorations d’outils. Nous avons fait fabriquer des outils personnalisés par un fabricant et effectué des tests, mais nous avions du mal à trouver un outil qui apportait l’amélioration dont nous avions besoin. »
L’objectif d’un fonctionnement prolongé sans surveillance était dans une impasse.
Tour CN avec embarreur et broche secondaire utilisé pour l’usinage des axes centraux

Vue du processus « Pointage » + « Chanfreinage »
Solutions pour le processus goulot d’étranglement
C’est vers cette époque que M. Ichihashi et Murata, du bureau de vente de Tungaloy à Kyoto, se sont rencontrés pour la première fois.
Une demande de consultation concernant l’usinage avec un produit de perçage que M. Ichihashi avait sélectionné est parvenue à Murata par l’intermédiaire d’un distributeur. Lorsque Murata a rendu visite à M. Ichihashi, il a pris connaissance des défis auxquels M. Ichihashi était confronté.
« Pour l’amélioration de l’outil de tronçonnage/tournage de face, j’ai proposé TungCut. TungCut dispose d’un siège de plaquettes unique en forme d’arc qui offre une forte résistance aux forces latérales, ce qui en fait une série d’outils de rainurage/tronçonnage capable non seulement de tronçonner mais aussi d’effectuer des opérations de tournage. J’ai sélectionné l’AH7025, notre nuance la plus récente, pour la plaquette. Comme cette nuance avait déjà donné d’excellents résultats chez d’autres clients, j’ai recommandé de faire des tests avec elle. »
« Lorsque nous avons testé l’AH7025, nous avons obtenu une extension de la durée de vie de l’outil et résolu l’un des processus goulots d’étranglement. À l’origine, nous utilisions du liquide de refroidissement pour l’usinage du point de vue de la durée de vie de l’outil et de la qualité de l’état de surface. Cependant, l’utilisation de liquide de refroidissement nécessite un remplacement périodique en raison de la dégradation de la qualité de l’eau, et son élimination en tant qu’huile usagée soulève les préoccupations environnementales qui sont devenues de plus en plus problématiques récemment. Nous voulions établir un usinage à sec sans liquide de refroidissement. À cet égard, l’AH7025 a fourni une qualité d’état de surface satisfaisante même en usinage à sec tout en atteignant suffisamment la durée de vie cible de l’outil. Nous avons été honnêtement impressionnés par votre technologie d’outils. »
« Pour l’autre processus goulot d’étranglement — “pointage + chanfreinage” — je prévoyais qu’il s’agirait d’une amélioration difficile compte tenu de la pièce de petit diamètre et des conditions de porte-à-faux long. Comme l’outil à tête interchangeable TungMeister propose une grande variété de têtes de chanfreinage, j’ai cherché si nous pouvions sélectionner la tête optimale pour l’usinage des axes de courroie dans cette gamme. »

Fraise en bout à tête interchangeable TungMeister : Nombreuses variantes de têtes de Chanfreinage
La fraise en bout à tête interchangeable TungMeister propose une gamme de têtes étendue au-delà des têtes carrées, comprenant des têtes à grande avance, à bout hémisphérique, de chanfreinage, de perçage et de type rainurage. La gamme d’outils de chanfreinage en particulier présente des têtes de chanfreinage aux caractéristiques nettement différentes.

« Parmi les multiples types de têtes disponibles, j’ai sélectionné le type VDS — la conception à la coupe la plus nette et à la résistance la plus faible — pour cette application. »
Les têtes de chanfreinage TungMeister sont disponibles en trois types : le « type VCP avec une conception formée à la presse pour la rentabilité », le « type VCA avec une conception multi-lèvres pour la productivité » et le « type VDS avec une conception à angle d’hélice élevé pour une coupe à faible résistance ».
« J’ai sélectionné le type VDS en espérant que son grand angle d’hélice et sa conception à faible résistance conviendraient à cette application. De plus, lorsque j’ai examiné les outils de chanfreinage concurrents que Tsubakimoto Mayfran utilisait, aucun n’avait d’amincissement appliqué à l’arête de coupe. J’ai pensé que l’utilisation du type VDS avec sa fonction d’amincissement réduirait la thrust force, supprimant ainsi la déflexion de la pièce même sur des pièces à faible rigidité. »
Gamme de têtes de Chanfreinage TungMeister

Type VCP rentable (avec arête de coupe centrale)

Type VCA axé sur la productivité (sans arête de coupe centrale)

Type VDS axé sur le tranchant (avec arête de coupe centrale)
Caractéristiques du type VDS
- Vue de face de la tête VDS
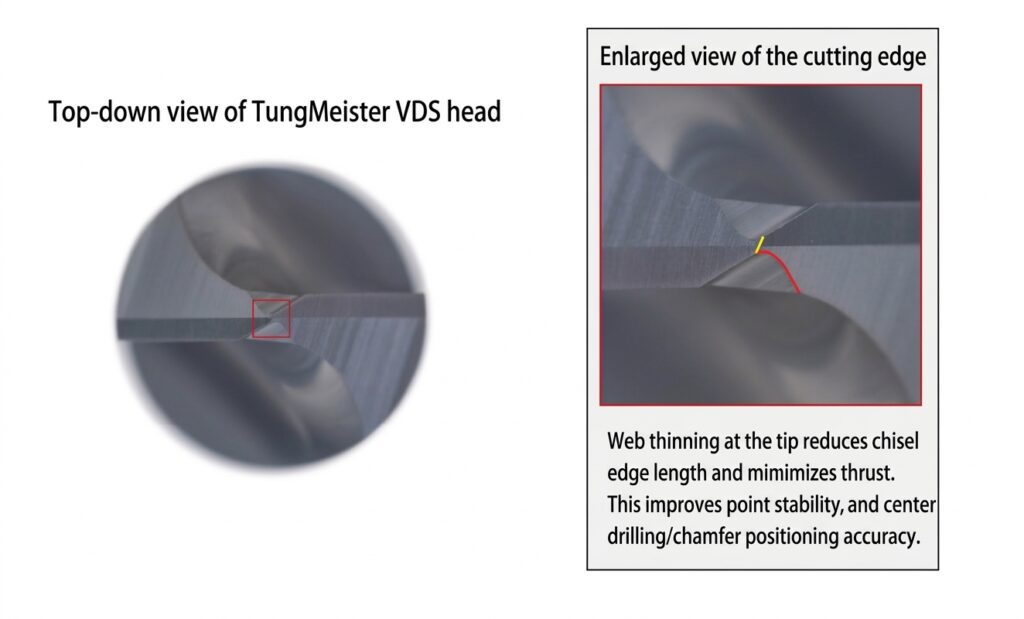
- Tête VDS

Réussir 48 heures de fonctionnement sans surveillance le week-end
Avec de grands espoirs de succès, les tests ont commencé. Alors que l’outil conventionnel usinait avec du broutement, le type VDS a considérablement supprimé l’apparition de broutement. Après avoir confirmé la stabilité de l’usinage, les tests sont passés à un test de production en continu. Les résultats des tests ont montré :
- La durée de vie de l’outil a été étendue à 3 000 pièces — soit 5 fois le réglage précédent de 600 pièces
- La zone chanfreinée, qui avait auparavant une forme irrégulière, est devenue une forme circulaire propre, améliorant la qualité du produit
Il s’agissait d’améliorations significatives.
« Les résultats de l’usinage avec cet outil ont été une série étonnante de nouvelles découvertes. La résolution des deux processus goulots d’étranglement et la réalisation de 48 heures de fonctionnement sans surveillance le week-end ont grandement contribué à l’amélioration de la productivité sur la ligne d’usinage des axes de courroie. L’usinage des axes de courroie à l’aide de machines polyvalentes n’a pas encore été réalisé, même à l’étranger, je pense donc que cette nouvelle ligne a été construite avec une compétitivité de coûts capable de rivaliser avec la production à l’étranger. »
« En plus de l’amélioration de la stabilité d’usinage et de l’extension de la durée de vie de l’outil, nous apprécions également la facilité de changement d’outil avec TungMeister. Avec les outils monoblocs, chaque changement d’outil nécessitait de desserrer et de resserrer la pince, d’ajuster la longueur de porte-à-faux de l’outil et d’apporter des corrections de décalage de longueur d’outil dans le programme CN. Nous avions également utilisé des outils de chanfreinage avec fixation de tête de type vis, mais il y a eu des incidents où des vis ont été échappées et perdues à l’intérieur de la machine lors du retrait. TungMeister, qui permet le remplacement de la tête à l’aide d’une simple clé sans retirer le corps, a également conduit à des améliorations dans les opérations de changement d’outil. »
Les avantages uniques des outils à tête interchangeable sur les tours — où les changements d’outils dans la machine sont fréquents — ont été clairement appréciés.

Chanfrein usiné à l’aide de la tête TungMeister de type VDS

Points d’amélioration clés
-
Tête de Chanfreinage à faible résistance de type VDS utilisée pour le « Pointage » + « Chanfreinage » dans des conditions de faible rigidité de la pièce — Usinage stable obtenu et durée de vie de l’outil considérablement améliorée
La tête de type VDS présente une conception à angle d’hélice élevé et une géométrie d’arête de coupe amincie. Elle réduit la résistance à la coupe et supprime la déflexion de la pièce, permettant un usinage stable même dans des conditions de faible rigidité.
-
La résolution des processus goulots d’étranglement a permis une production sans surveillance de 48 heures
L’usinage stabilisé a considérablement amélioré la durée de vie de l’outil. La réduction de la fréquence de changement d’outil a contribué à prolonger le temps de fonctionnement sans surveillance.
Vers un fonctionnement sans surveillance encore plus long
Tsubakimoto Mayfran ne se contente pas des améliorations actuelles et s’oriente déjà vers de nouveaux perfectionnements.
« Maintenant que les deux processus goulots d’étranglement ont été résolus, un processus d’usinage différent — l’usinage de face — est devenu le goulot d’étranglement actuel. En améliorant ce processus, nous voulons relever le défi de 60 heures de fonctionnement sans surveillance la prochaine fois. »
En entendant le prochain objectif, Murata a répondu :
« Semblable au processus de “pointage + chanfreinage”, l’usinage de face implique également des conditions de faible rigidité. Ici aussi, je veux poursuivre un usinage stable et une durée de vie prolongée de l’outil en sélectionnant une fraise avec la résistance à la coupe la plus faible possible. »
« Depuis que j’ai rejoint cette entreprise, j’ai valorisé la devise “Une difficulté est une opportunité” qui m’a été enseignée par un collègue senior. Comme dans ce cas, les choses se passent parfois bien, mais il y a aussi des moments où l’usinage ne se passe pas comme prévu et où des problèmes surviennent. Cependant, plutôt que d’abandonner facilement, je crois que le plus important est d’explorer s’il existe d’autres idées ou mesures d’amélioration et de continuer à relever des défis. Je pense que la résolution de problèmes dans des cas particulièrement difficiles renforce la relation de confiance ultérieure avec le client. »
Murata s’engage à soutenir également le prochain défi consistant à atteindre 60 heures de fonctionnement sans surveillance.
« Il y a beaucoup de choses dans l’usinage que l’on ne peut comprendre qu’en essayant réellement. Nous avons l’intention de continuer à nous mettre au défi sans être limités par les concepts existants. »
M. Ichihashi a partagé ses aspirations pour le prochain défi.
Chez Tungaloy, nous continuerons à nous efforcer de soutenir les professionnels de la fabrication qui relèvent de nouveaux défis chaque jour.

À gauche : M. Daisuke Kuroiwa, chef de section, département de fabrication, 1re section de fabrication
À droite : M. Junpei Ichihashi, département d’ingénierie de production
Produits présentés dans cet article
Sélectionnez l’outil optimal parmi une gamme diversifiée de géométries d’outils pour améliorer l’efficacité de l’usinage
TungMeister
Réduisez considérablement le temps de changement d’outil