Principes fondamentaux des brisecopeaux — De la théorie de base à la sélection
Lorsque les gens entendent le mot « brisecopeaux », beaucoup peuvent imaginer une rainure conçue pour briser les copeaux.
En pratique, cependant, un brisecopeaux désigne l’ensemble des spécifications de l’arête de coupe, y compris l’angle de coupe, le plat et l’arrondi.
Il s’agit d’un élément clé pour la stabilité du processus, responsable non seulement du contrôle des copeaux, mais aussi du contrôle de la résistance à la coupe et de l’assurance de la résistance de l’arête de coupe en même temps.
Cet article explique de manière systématique tout, depuis les principes des brisecopeaux jusqu’aux méthodes de sélection, les considérations par matériau de pièce et le dépannage.
Ce que vous apprendrez dans cet article
- Qu’est-ce qu’un brisecopeaux ? — Définition en tant que spécifications de l’arête de coupe
- Pourquoi les brisecopeaux sont-ils nécessaires ?
- Quand l’absence de brisecopeaux est le meilleur choix
- Comment les copeaux se brisent : le principe
- Quelle est la forme idéale des copeaux ?
- Critères de base pour la sélection d’un brisecopeaux
- Différences entre les brisecopeaux de finition, de coupe moyenne et d’ébauche
- Les brisecopeaux fonctionnent en combinaison avec les conditions de coupe
- Considérations par matériau de pièce (ISO P/M/K/N/S/H)
- Points de révision lorsque les choses ne fonctionnent pas bien
- Résumé
1. Qu’est-ce qu’un brisecopeaux ?
Au sens strict, le terme brisecopeaux désigne la rainure ou la géométrie en saillie prévue sur la face de coupe d’une plaquette pour briser les copeaux.
Dans la conception réelle des plaquettes, cependant, un brisecopeaux désigne l’ensemble des spécifications de l’arête de coupe, incluant non seulement le brisage des copeaux, mais aussi le contrôle de la résistance à la coupe et la résistance de l’arête de coupe. Cet article explique les brisecopeaux sur la base de cette définition plus large.
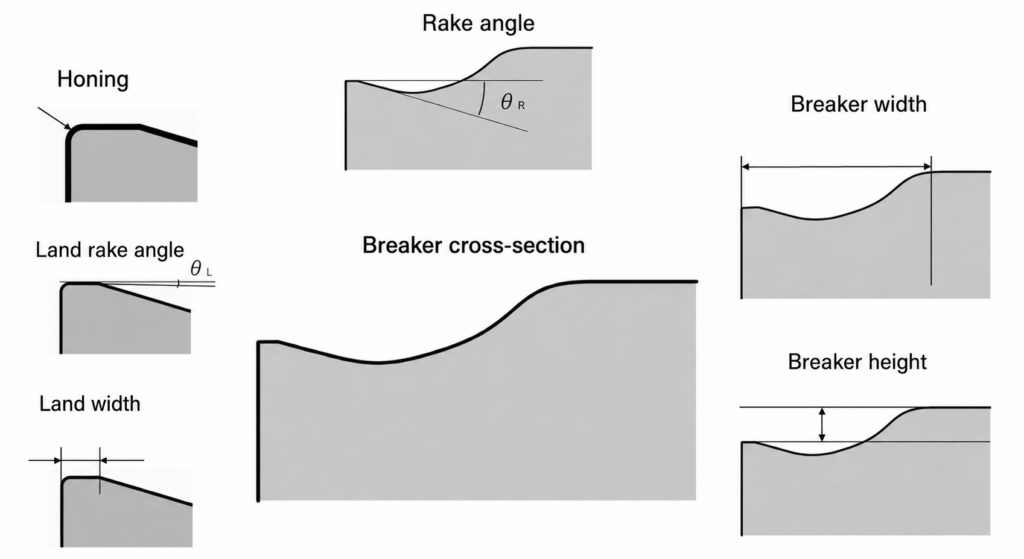
Éléments qui composent un brisecopeaux
- Largeur du brisecopeaux — Largeur de la rainure qui détermine la distance sur laquelle les copeaux s’enroulent
- Hauteur de la paroi du brisecopeaux — Hauteur de la paroi qui reçoit et plie le copeau
- Angle de coupe — Angle qui affecte la direction du flux des copeaux et la résistance à la coupe
- Largeur du plat — Largeur de la zone plate immédiatement derrière l’arête de coupe
- Angle de coupe du plat — Angle d’inclinaison de la surface du plat.
- Arrondi (préparation de l’arête) — Léger arrondi appliqué à l’arête de coupe
Relation entre les facteurs de paramètres et leurs effets
Le tableau ci-dessous résume comment les changements de chaque élément affectent trois facteurs : « performance de brisage des copeaux », « résistance à la coupe » et « résistance de l’arête de coupe ».
| Facteur de paramètre | Direction du changement | Performance de brisage des copeaux | Résistance à la coupe | Résistance de l’arête de coupe |
|---|---|---|---|---|
| Largeur du brisecopeaux | Réduire | ↑ Plus facile de briser les copeaux | ↑ Augmente | – |
| Hauteur de la paroi du brisecopeaux | Augmenter | ↑ Plus facile de briser les copeaux | ↑ Augmente légèrement | – |
| Angle de coupe | Augmenter l’angle positif | ↑ Plus facile de s’enrouler | ↓ Diminue | ↓ Diminue |
| Largeur du plat | Élargir | ↓ Se détériore légèrement | ↑ Augmente | ↑ S’améliore |
| Angle de coupe du plat | Augmenter l’angle négatif | ↓ Se détériore légèrement | ↑ Augmente | ↑ S’améliore |
| Arrondi | Augmenter | ↓ Se détériore légèrement | ↑ Augmente | ↑ S’améliore |
POINT CLÉ
« Sélectionner un brisecopeaux » équivaut à sélectionner l’équilibre global de ces spécifications de l’arête de coupe
La performance de brisage des copeaux, la résistance à la coupe et la résistance de l’arête de coupe sont dans une relation de compromis, il est donc important de trouver l’équilibre optimal pour l’objectif d’usinage.
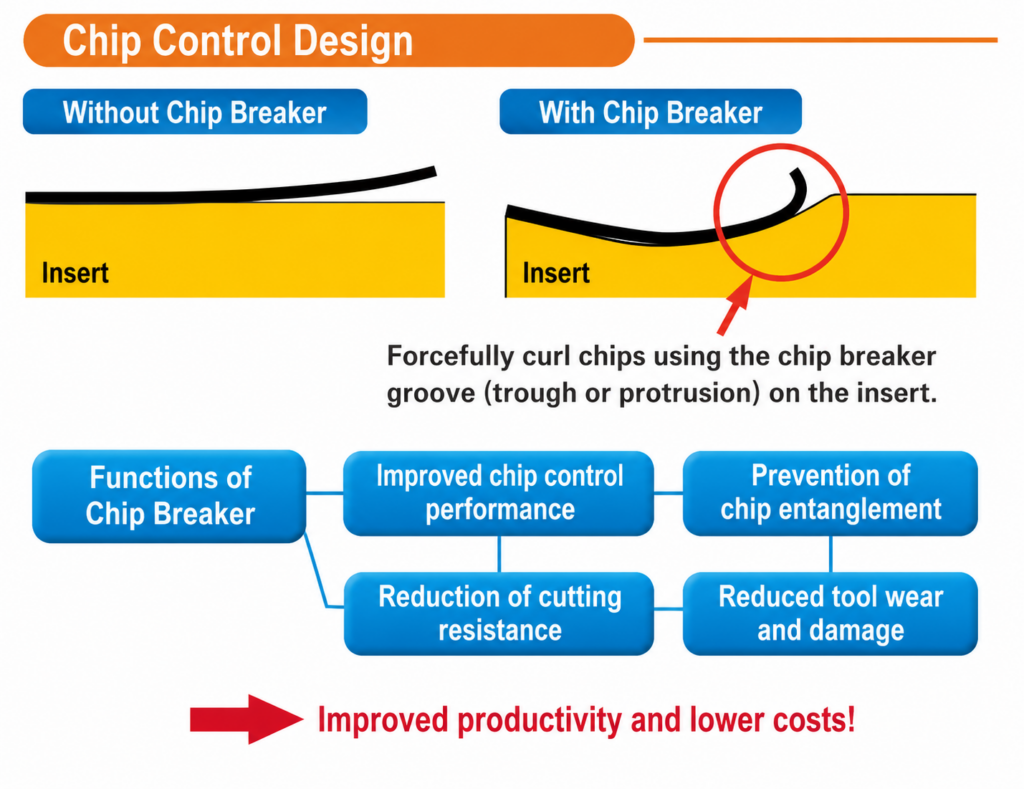
2. Pourquoi les brisecopeaux sont-ils nécessaires ?
Problèmes en l’absence de brisecopeaux
- Longs copeaux continus → copeaux s’enroulant autour de la pièce ou de l’outil
- Risque de surfaces usinées rayées et d’arrêt de la machine
- Préoccupations de sécurité pour l’opérateur, car les longs copeaux sont tranchants et dangereux
- Particulièrement dans les machines automatiques et l’usinage continu, une mauvaise évacuation des copeaux peut directement entraîner l’arrêt du processus
Avantages d’avoir un brisecopeaux
- Efficacité d’usinage améliorée — Les copeaux sont correctement brisés et évacués
- Durée de vie de l’outil prolongée — Empêche les charges anormales causées par l’enchevêtrement des copeaux
- Qualité d’usinage stable — Réduit le contact des copeaux qui peut altérer la finition de surface
Plus que le contrôle des copeaux — trois rôles
Un brisecopeaux est responsable non seulement du contrôle des copeaux, mais aussi du contrôle de la résistance à la coupe et de l’assurance de la résistance de l’arête de coupe en même temps.
- Contrôle des copeaux — Brise et évacue correctement les copeaux grâce à la conception de la largeur et de la hauteur de la paroi du brisecopeaux
- Résistance à la coupe — Réduit la résistance grâce à la conception de l’angle de coupe et de la largeur du brisecopeaux, contribuant aux économies d’énergie et à la suppression des vibrations
- Résistance de l’arête de coupe — Assure la résistance de l’arête de coupe grâce à la conception de la largeur du plat, de l’angle de coupe du plat et de l’arrondi, empêchant la fracture et l’usure anormale
POINT CLÉ
Un brisecopeaux est un élément qui conçoit simultanément le « contrôle des copeaux », la « résistance à la coupe » et la « résistance de l’arête de coupe »
Sélectionner un brisecopeaux signifie choisir l’équilibre optimal de ces trois facteurs. Se concentrer uniquement sur le contrôle des copeaux peut conduire à une sélection incorrecte.
3. Quand l’absence de brisecopeaux est le meilleur choix
Un brisecopeaux n’est pas « toujours nécessaire », et il n’est pas vrai que « plus il fonctionne fortement, mieux c’est ». Selon l’objectif d’usinage, le matériau de la pièce et les conditions de coupe, il existe des cas où l’absence de brisecopeaux ou un brisecopeaux avec un effet de brisage faible est plus avantageux.
■ Quand sélectionner une surface plane
Matériaux de pièces dont les copeaux se brisent naturellement court, tels que la fonte et le laiton
Parce que la fonction de brisage des copeaux du brisecopeaux n’est pas nécessaire, une surface plane peut être utilisée pour privilégier la résistance de l’arête de coupe.
Coupe extrêmement lourde ou coupe interrompue
Étant donné qu’une rainure de brisecopeaux peut devenir un point faible dans la résistance de l’arête de coupe, sélectionner une surface plane peut réduire le risque de fracture.
■ Quand sélectionner un brisecopeaux avec un effet de brisage faible
Lorsque vous souhaitez réduire la résistance à la coupe
Un brisecopeaux qui restreint le copeau augmente la résistance. Lorsque la faible résistance est privilégiée par rapport au contrôle des copeaux, choisir un brisecopeaux avec une faible contrainte des copeaux est efficace pour supprimer la résistance.
Lorsque vous souhaitez obtenir une excellente qualité de surface usinée
Lorsque le brisage des copeaux est mis en avant, la contrainte des copeaux par le brisecopeaux augmente l’épaisseur des copeaux, créant des copeaux plus susceptibles de rayer la paroi usinée. Un brisecopeaux avec une faible contrainte peut générer des copeaux moins susceptibles d’endommager la surface usinée, permettant de privilégier la qualité de surface.
POINT CLÉ
Selon l’objectif d’usinage, le matériau de la pièce et les conditions, « aucun brisecopeaux » ou un « brisecopeaux faible » peut également être le bon choix
Il est important d’éviter de supposer qu’un brisecopeaux est toujours requis et de prendre des décisions adaptées à l’objectif d’usinage.
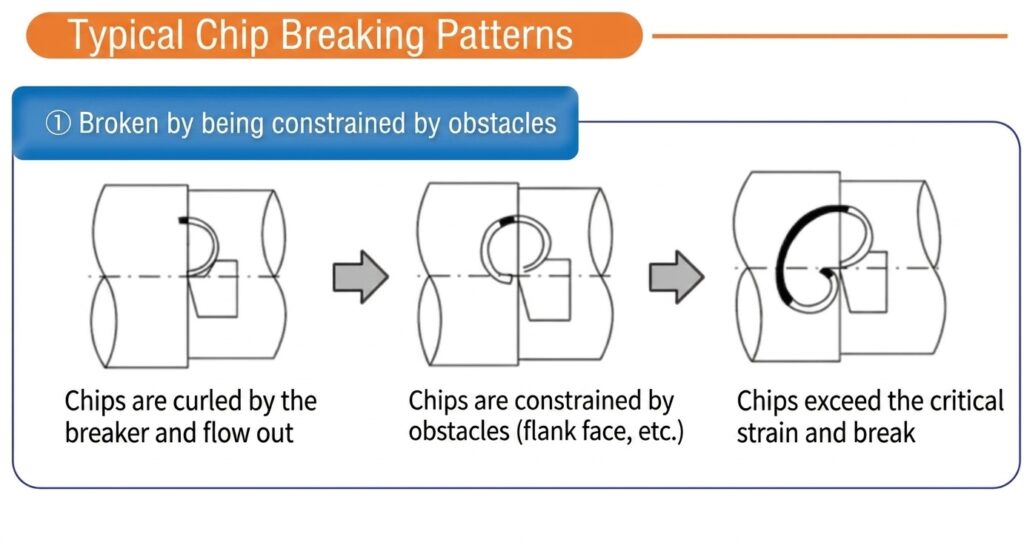
4. Comment les copeaux se brisent : le principe
Le principe par lequel un brisecopeaux brise les copeaux peut être compris en quatre étapes.
- Cisaillement et soulèvement — Le copeau commence à s’écouler le long de la face de coupe depuis l’arête de coupe
- Enroulement — Le copeau est forcé de s’enrouler fortement par la géométrie du brisecopeaux, telle que la rainure et la paroi
- Augmentation de la déformation — Le rayon d’enroulement devient plus petit, augmentant la déformation de flexion à l’intérieur du copeau
- Brisage — Le copeau se brise lorsque la déformation dépasse sa limite
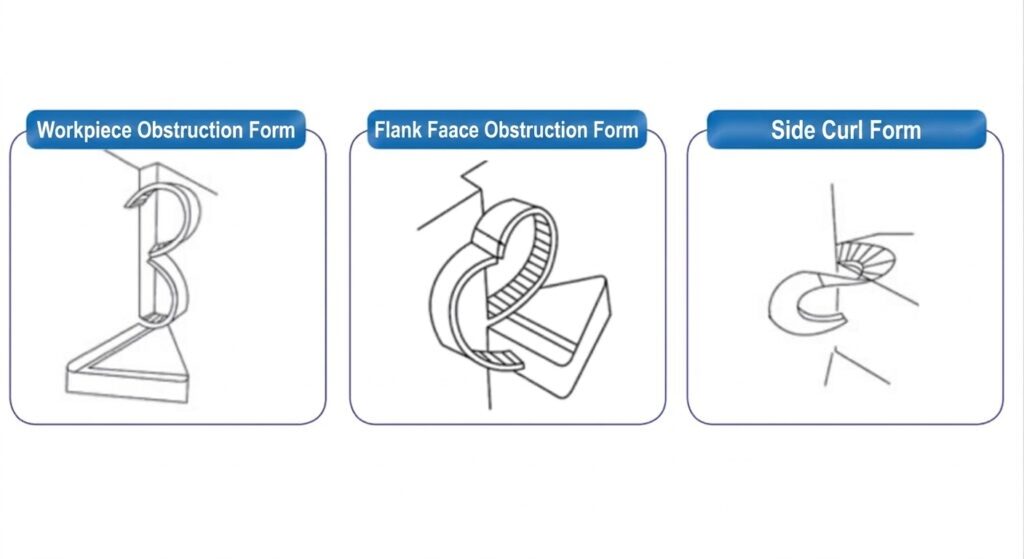
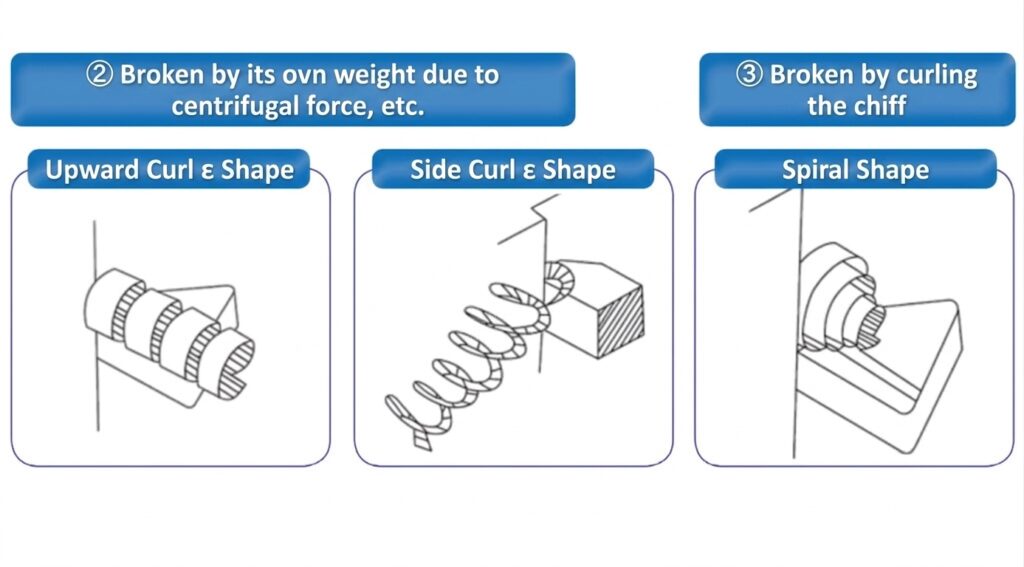
Trois modèles de brisage des copeaux
- Brisage contre l’outil — Le copeau enroulé entre en collision avec la paroi du brisecopeaux ou la face de la plaquette et se brise
- Brisage contre la pièce — Le copeau enroulé heurte la surface de la pièce et se brise
- Type auto-brisage — Le copeau se brise naturellement uniquement par sa propre déformation de flexion
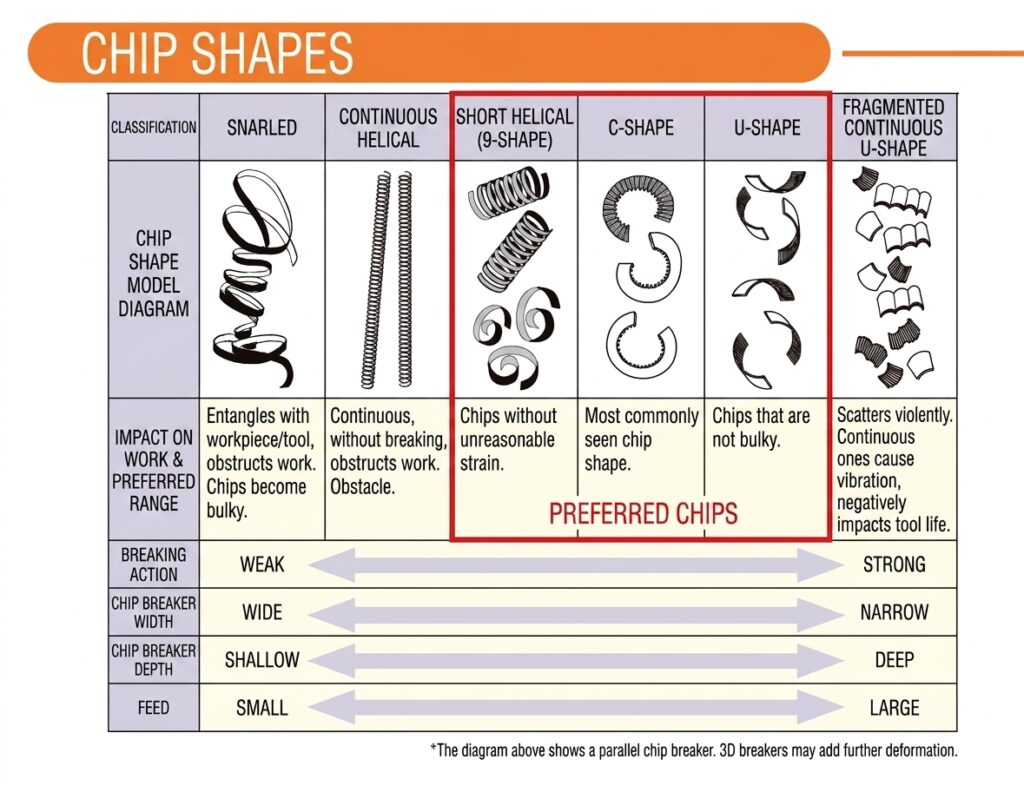
5. Quelle est la forme idéale des copeaux ?
Savoir « quel type de copeau est bon » fournit une base pour juger de la sélection du brisecopeaux et de l’ajustement des conditions.
Copeaux idéaux
- Copeaux enroulés avec quelques tours — Modérément enroulés et naturellement brisés
- Copeaux en forme de C modérément brisés — Ni trop courts ni trop longs, faciles à évacuer
Copeaux indésirables
❌ Copeaux continus excessivement longs
Ceux-ci s’enroulent autour de la pièce ou de l’outil et rayent la surface usinée. Dans les machines automatiques, ils peuvent provoquer l’arrêt du processus en raison d’une mauvaise évacuation.
❌ Copeaux extrêmement fins et durs
Cela indique que le brisecopeaux contraint le copeau trop fortement. Cela augmente la charge sur l’arête de coupe, entraînant une durée de vie de l’outil plus courte et un risque plus élevé de fracture.
POINT CLÉ
Le copeau idéal est « ni trop court, ni trop long, et facile à évacuer »
L’objectif n’est pas simplement de briser les copeaux ; l’équilibre est important.
6. Critères de base pour la sélection d’un brisecopeaux
Il existe trois critères de base principaux à considérer lors de la sélection d’un brisecopeaux.
① Zone d’usinage
Cela fait référence aux catégories de finition, de coupe moyenne et d’ébauche. Parce que le tranchant requis, la résistance de l’arête de coupe et la capacité de contrôle des copeaux diffèrent, sélectionnez un système de brisecopeaux adapté à la zone d’usinage.
② Matériau de la pièce
La formation des copeaux varie considérablement selon le matériau de la pièce, tel que l’acier, l’acier inoxydable, la fonte, les métaux non ferreux et les alliages résistants à la chaleur. Chaque fabricant fournit des systèmes de brisecopeaux correspondant aux classifications ISO (P/M/K/N/S/H).
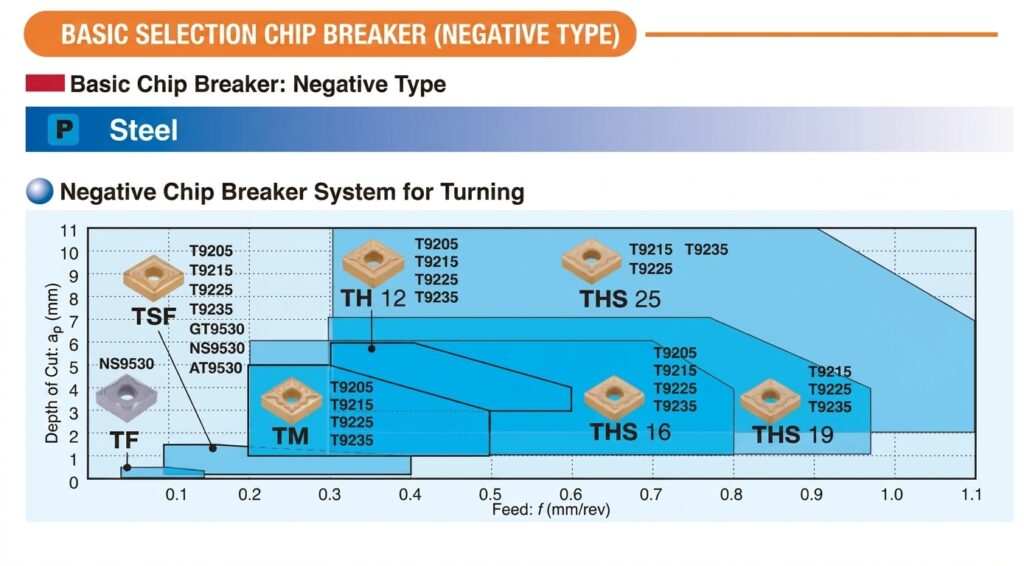
③ Plage de profondeur de passe (ap) et d’avance (f)
Chaque brisecopeaux a sa propre plage appropriée de profondeur de passe et d’avance. Utilisez la carte de sélection des brisecopeaux (ap × f) présentée dans les catalogues pour sélectionner un brisecopeaux qui correspond aux conditions d’usinage.
POINT CLÉ
Comment lire une carte de sélection des brisecopeaux
L’axe horizontal indique l’avance (f), l’axe vertical indique la profondeur de passe (ap), et la plage applicable de chaque brisecopeaux est indiquée comme une zone. Vérifiez dans quelle zone se situent vos conditions d’usinage et sélectionnez le brisecopeaux correspondant.
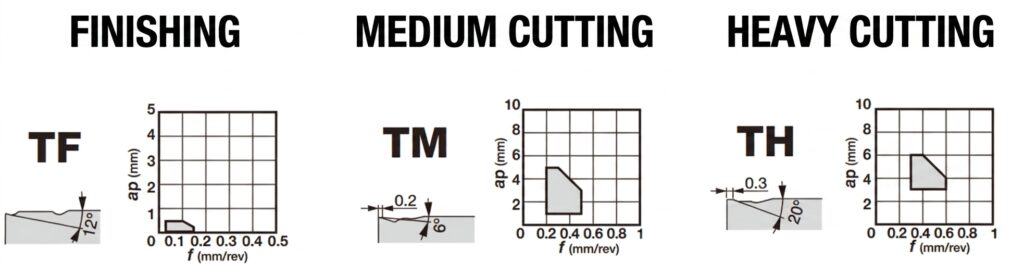
7. Différences entre les brisecopeaux de finition, de coupe moyenne et d’ébauche
La performance requise d’un brisecopeaux varie considérablement selon la zone d’usinage.
| Élément | Pour la finition | Pour la coupe moyenne | Pour l’ébauche |
|---|---|---|---|
| Avance et profondeur de passe | Faible avance, faible profondeur de passe | Plage moyenne | Grande-avance, grande profondeur de passe |
| Tranchant | Tranchant (faible résistance) | Type équilibré | Orienté résistance |
| Résistance de l’arête de coupe | Plus faible | Moyen | Élevée |
| Qualité de surface | ◎ Avantageux | ○ Bon | △ Désavantageux |
| Contrôle des copeaux | Prend en charge les copeaux fins | Prend en charge une large gamme de conditions | Brise puissamment les copeaux épais |
| Plage d’application | Étroite (conditions limitées) | Large (premier choix pour la production de masse) | Adapté à la coupe lourde et interrompue |
Brisecopeaux de finition
Conçus en mettant l’accent sur le tranchant dans les plages de faible avance et de faible profondeur de passe. Ils sont avantageux pour la qualité de surface et maintiennent la résistance à la coupe faible. Cependant, la résistance de l’arête de coupe peut être insuffisante dans des conditions difficiles ou en coupe interrompue.
Brisecopeaux de coupe moyenne
Ce sont les plus polyvalents et sont conçus pour couvrir facilement une large gamme de conditions. Sur les sites de production de masse, ils sont souvent le premier choix ; en cas de doute, essayer d’abord un brisecopeaux de coupe moyenne est l’approche standard.
Brisecopeaux d’ébauche
Conceptions robustes qui prennent en charge de grandes profondeurs de passe, de grandes avances et une coupe lourde. Ils plient les copeaux fortement et fournissent une résistance élevée de l’arête de coupe, mais peuvent être désavantageux en termes de faible résistance et de qualité de surface finie.
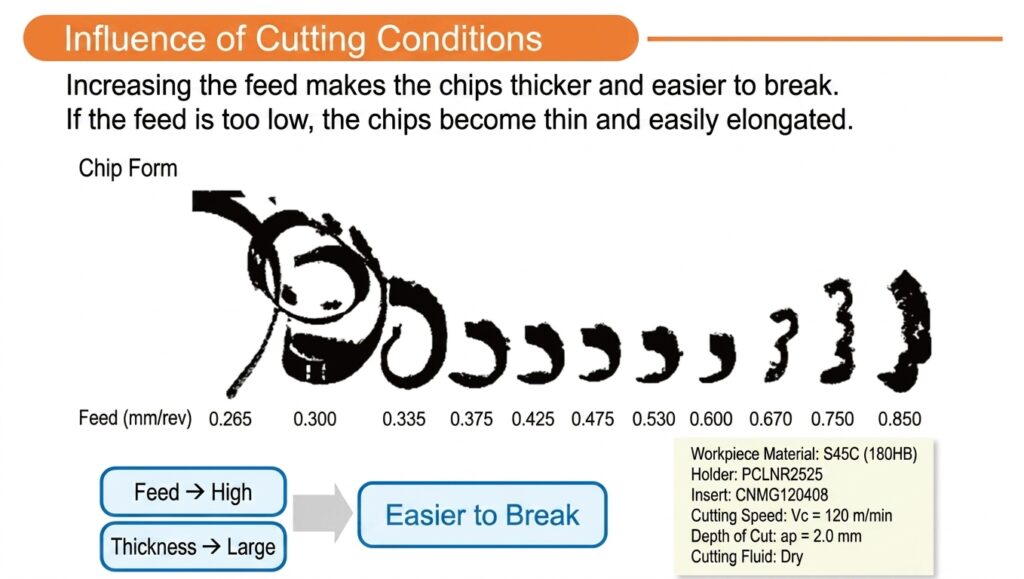
8. Les brisecopeaux fonctionnent en combinaison avec les conditions de coupe
La sélection du brisecopeaux n’est pas complétée par la géométrie du brisecopeaux seule. La façon dont il fonctionne change en fonction de la combinaison avec les conditions d’usinage.
Conditions d’usinage qui affectent la performance du brisecopeaux
- Avance (f) — Si l’avance est trop faible, les copeaux deviennent fins et difficiles à briser. Si elle est trop élevée, une contrainte excessive augmente la charge sur l’arête de coupe.
- Profondeur de passe (ap) — Si elle est trop faible, la largeur du copeau devient insuffisante et le brisecopeaux est moins efficace.
- Cutting speed (Vc) — En général, à mesure que la vitesse de coupe augmente, la plage efficace du brisecopeaux a tendance à devenir plus étroite.
- Liquide de refroidissement — La plage efficace change en fonction de la présence ou de l’absence de liquide de coupe et de la méthode d’alimentation. Le liquide de refroidissement haute pression aide à l’évacuation et au brisage des copeaux.
- Angle du porte-outil (angle d’attaque) — Modifie la direction du flux des copeaux, l’épaisseur et la largeur, affectant le fonctionnement du brisecopeaux.
POINT CLÉ
La sélection du brisecopeaux n’est pas complétée par le brisecopeaux seul
Elle est déterminée par la combinaison de l’avance, de la profondeur de passe, de la vitesse et du liquide de refroidissement. En général, à mesure que la vitesse de coupe augmente, la température du copeau augmente et le copeau devient plus mou, de sorte que la plage d’avance et de profondeur de passe dans laquelle le brisecopeaux est efficace devient plus étroite.
9. Considérations par matériau de pièce
La formation des copeaux diffère considérablement selon le type de matériau de la pièce, et les caractéristiques requises d’un brisecopeaux changent également. Les points clés pour chaque groupe de matériaux sont résumés ci-dessous selon les classifications des matériaux de pièces ISO (P/M/K/N/S/H).
ISO P Acier (acier au carbone et acier allié)
- Un matériau représentatif pour lequel les brisecopeaux sont faciles à appliquer. Dans des conditions appropriées, il est relativement facile d’obtenir la forme de copeau cible.
- En général, le contrôle des copeaux est bon et la force de coupe se situe dans une plage stable.
- L’acier à faible teneur en carbone (C<0,25 %) est ductile et sujet à l’adhésion, y compris l’arête rapportée. Une arête de coupe tranchante et un angle de coupe positif sont efficaces. Maintenir la profondeur de passe au niveau ou au-dessus du rayon de bec améliore le contrôle des copeaux.
- Dans les aciers à haute teneur en alliage et les aciers à haute dureté, la génération de chaleur augmente et la plage efficace du brisecopeaux a tendance à devenir plus étroite.
ISO M Acier inoxydable
- Un matériau représentatif qui a tendance à produire de longs copeaux et est difficile à contrôler.
- L’acier inoxydable austénitique est sujet à l’écrouissage, produisant des copeaux durs et une arête rapportée. Une arête de coupe tranchante et une géométrie positive sont recommandées.
- L’acier inoxydable duplex a une résistance à la traction élevée et de grandes forces de coupe. Les copeaux deviennent épais et durs, créant un risque de martelage des copeaux, ou d’endommagement de l’arête de coupe causé par l’impact des copeaux.
- Une combinaison de systèmes de brisecopeaux dédiés pour la finition, la coupe moyenne et l’ébauche avec un liquide de refroidissement haute pression est efficace.
- Il est important de couper sous la couche écrouie et de maintenir la profondeur de passe constante.
ISO K Fonte
- Caractérisée par des copeaux courts qui se brisent facilement ; le contrôle des copeaux est généralement bon.
- La fonte grise (GCI) a des propriétés d’auto-brisage élevées et les copeaux ont tendance à se briser court. La résistance à l’usure abrasive est plus importante que la fonction de brisage des copeaux du brisecopeaux.
- La fonte nodulaire (NCI) a tendance à produire une arête rapportée, et dans les qualités ferritiques molles, l’usure adhésive est dominante.
- La CGI (fonte à graphite compacté) a une résistance à la traction 2 à 3 fois supérieure à celle de la GCI, entraînant une force de coupe et une génération de chaleur plus élevées.
- L’ADI (fonte ductile austempered) réduit la durée de vie de l’outil de 40 à 50 % par rapport à la NCI. Une attention doit être portée aux forces de coupe dynamiques élevées.
- Les plaquettes négatives qui mettent l’accent sur la résistance de l’arête de coupe sont fréquemment utilisées.
ISO N non-ferrous metals (aluminium, alliages de cuivre, etc.)
- Les alliages d’aluminium ont de faibles forces de coupe et ont tendance à produire de longs copeaux. S’ils sont alliés, le contrôle des copeaux est relativement facile.
- L’aluminium pur a une adhésion élevée, rendant une arête de coupe tranchante et une vitesse de coupe élevée essentielles.
- L’aluminium avec une teneur en Si de 13 % ou plus est très abrasif, et les outils PCD sont efficaces.
- Les alliages de cuivre tels que le laiton et le bronze génèrent des copeaux relativement courts. Les alliages de cuivre à coupe libre ont une faible dépendance aux brisecopeaux.
- En général, les arêtes de coupe tranchantes et la géométrie positive sont des exigences de base. Les brisecopeaux avec un effet de brisage faible sont également une option lorsque le tranchant est privilégié.
ISO S Superalliages résistants à la chaleur et titane (HRSA)
Alliages à base de nickel, tels que l’Inconel
- La résistance à haute température est élevée, et des Copeaux segmentés difficiles à briser sont générés.
- Les forces de coupe dynamiques élevées créent une charge importante sur l’arête de coupe. Surveillez l’usure en entaille et l’arête rapportée.
- Des plaquettes rondes avec un grand angle d’attaque et une Geometry positive sont recommandées.
Alliages de titane
- La conductivité thermique est faible, de sorte que la chaleur de coupe se concentre sur l’arête de coupe.
- Les Copeaux fins entrent en contact avec une zone étroite de la face de coupe, créant une charge concentrée près de l’arête de coupe.
- Si la vitesse de coupe est trop élevée, des réactions chimiques avec le matériau de l’outil peuvent créer un risque de rupture soudaine.
- Une arête de coupe tranchante et tenace est requise.
Alliages à base de cobalt
- Parmi les matériaux les plus difficiles à usiner, avec une résistance élevée à la corrosion à chaud. La résistance spécifique à la coupe est extrêmement élevée, de 2700 à 3100 N/mm².
Points communs
- La combinaison d’un liquide de coupe haute pression et de brise-Copeaux dédiés est essentielle.
- Le Chip control dans les plages de faible vitesse et de faible avance est un défi.
- L’usinabilité varie considérablement entre les matériaux recuits et les matériaux durcis par vieillissement, il est donc important de confirmer l’état de traitement thermique avant de sélectionner un brise-Copeaux.
ISO H Hardened steel (50 à 68 HRc)
- Principalement utilisé dans les opérations de finition. La résistance spécifique à la coupe est élevée, de 2550 à 4870 N/mm², mais le Chip control est relativement bon.
- Les outils CBN sont courants, et les brise-Copeaux 3D peuvent améliorer le Chip control, fournir un angle de coupe et supprimer le broutage.
- La déformation plastique causée par une température de coupe élevée et la résistance à l’usure abrasive sont des problèmes importants.
10. Points à revoir en cas de problème
Le tableau ci-dessous résume les symptômes typiques, les causes principales et les contre-mesures lorsque des problèmes liés aux Copeaux surviennent.
| Symptôme | Causes principales | Contre-mesures |
|---|---|---|
| Des Copeaux longs sont produits | Avance insuffisante / profondeur de coupe insuffisante / rayon de bec trop grand / angle d’entrée (angle d’approche) inapproprié | Augmenter l’avance / augmenter la profondeur de coupe / réduire le rayon de bec / revoir l’angle d’approche |
| Les Copeaux sont trop courts et durs, ce qui entraîne une charge élevée sur l’arête de coupe | Avance excessive / rayon de bec trop petit / contrainte du brise-Copeaux trop forte, ce qui signifie une sélection incorrecte du brise-Copeaux | Réduire l’avance / passer à un brise-Copeaux pour les applications à avance élevée / envisager un brise-Copeaux avec un effet de rupture plus faible |
| Mauvaise qualité de surface usinée | Les Copeaux heurtent et rayent la surface de la pièce / l’épaisseur des Copeaux augmente en raison de la contrainte du brise-Copeaux / arête rapportée | Revoir le brise-Copeaux et les conditions de coupe / passer à un brise-Copeaux avec une contrainte plus faible / augmenter la vitesse de coupe pour supprimer l’arête rapportée |
💡 Idées reçues courantes
| Idée reçue | Réalité |
|---|---|
| Changer le brise-Copeaux résout tout | Cela ne fonctionnera pas si l’avance, la profondeur de coupe, la vitesse, le liquide de coupe et l’angle du porte-outil ne sont pas également appropriés. |
| Plus les Copeaux sont fins, mieux c’est | Si les Copeaux sont trop fins, la charge sur l’arête de coupe augmente, ce qui réduit la durée de vie de l’outil et provoque des ruptures. |
| Seule la qualité de surface doit être vérifiée | Les Copeaux peuvent heurter la surface de la pièce et provoquer des rayures. La forme des Copeaux doit également être vérifiée. |
Résumé — Points clés pour la sélection du brise-Copeaux
Un brise-Copeaux n’est pas simplement une « rainure qui brise les Copeaux » ; il fait référence à l’ensemble des spécifications de l’arête de coupe, y compris l’angle de coupe, le listel et le honage. C’est un élément clé pour la stabilité du processus qui affecte simultanément le Chip control, la résistance à la coupe et la résistance de l’arête de coupe.
- La sélection de la Geometry et l’optimisation des conditions fonctionnent comme un ensemble — Changer uniquement le brise-Copeaux ne produira pas l’effet désiré si les conditions sont inadaptées.
- Utilisez la carte de sélection des brise-Copeaux — Vérifiez le brise-Copeaux adapté aux conditions d’usinage à l’aide des cartes du catalogue par classification P/M/K/N/S/H.
- Tenez compte des caractéristiques du matériau de la pièce — Parce que la formation des Copeaux diffère selon le matériau, sélectionnez un système de brise-Copeaux adapté au matériau de la pièce.
- « Aucun » ou « faible » peut aussi être correct — Selon l’objectif d’usinage, une face plate ou un brise-Copeaux à faible contrainte peut également être une option efficace.
- Vérifiez la forme des Copeaux — L’idéal est une forme « ni trop courte, ni trop longue, et facile à évacuer ». Observez les Copeaux après l’usinage et utilisez-les comme indices d’amélioration.
CONCLUSION
La sélection du brise-Copeaux optimal en fonction des caractéristiques du matériau de la pièce et des conditions d’usinage est la clé pour fabriquer des produits de haute qualité.
En comprenant correctement les brise-Copeaux et en optimisant l’équilibre entre le « Chip control », la « résistance à la coupe » et la « résistance de l’arête de coupe », la qualité d’usinage et la productivité peuvent être atteintes.