

Tarauds économiques et performants pour un filetage fiable
Tarauds HSS de haute qualité pour une large gamme de matériaux

Applications et caractéristiques
Applications
Caractéristiques
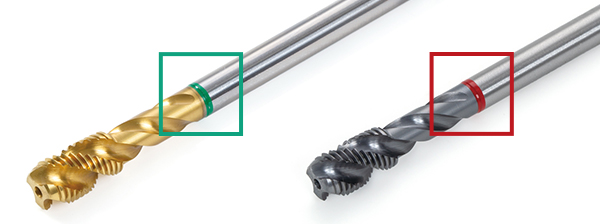
1. L’anneau coloré sur la queue permet d’identifier facilement le matériau recommandé pour le taraud.
- M – Application multi-matériaux
- W – Acier à bonne usinabilité Rm<750 N/mm2
- S – Acier inoxydable
- H – Acier trempé et alliages haute température/super alliages Rm>750 N/mm2
- G – Fonte grise
- N – Acier faiblement allié Rm<600 N/mm2
- A – Aluminium et alliages d’aluminium
- F – Tout matériau avec au moins 8~10 % d’allongement
- Y – Alliages de nickel
Tarauds et nuances
Tarauds

Taraud ébaucheur

TP-**
- M – Filetage métrique ISO à pas gros
- MF – Filetage métrique ISO à pas fin
- UNC – Filetage unifié ISO à pas gros
- UNF – Filetage unifié à pas fin
Taraud hélicoïdal

TS-**
- M – Filetage métrique ISO à pas gros
- MF – Filetage métrique ISO à pas fin
- UNC – Filetage unifié ISO à pas gros
- UNF – Filetage unifié à pas fin
Taraud droit

TT-**
- M – Filetage métrique ISO à pas gros
- MF – Filetage métrique ISO à pas fin
Taraud à refouler

TF-**
- M – Filetage métrique ISO à pas gros
- MF – Filetage métrique ISO à pas fin
Nuances
HB070
![]()
- Le traitement à la vapeur est un revêtement d’oxyde Fe3O4 qui réduit la friction entre l’outil et la pièce et empêche le soudage à froid.
NB070
![]()
![]()
- Traitement de surface recommandé pour l’usinage de matériaux durs/abrasifs tels que la fonte grise, les alliages d’aluminium à forte teneur en silicium (plus de 10 %).
PB070
![]()
![]()
![]()
- Le revêtement TiN a une dureté d’environ 2 300 HV et résiste à des températures allant jusqu’à environ 600 °C. C’est un excellent revêtement de couleur dorée pour les applications générales.
GB070
![]()
![]()
![]()
![]()
- Le TiCN remplace le TiN lorsque les conditions exigent un revêtement de dureté et de ténacité différentes. Le TiCN offre un avantage pour l’usinage d’aciers très difficiles ou le perçage d’alésages interrompus. Le revêtement TiCN a une dureté d’environ 3 000 HV, mais ne résiste qu’à des températures allant jusqu’à environ 400 °C. Cela signifie que le TiCN nécessite un excellent refroidissement pour une longue durée de vie.
DB070
![]()
- Avec sa haute résistance à l’usure et sa faible adhérence sur les métaux non ferreux, le revêtement DLC (carbone de type diamant) est parfaitement recommandé pour l’usinage de l’aluminium et des alliages d’aluminium.
AB070
![]()
![]()
![]()
![]()
- Il s’agit d’un revêtement spécial pour l’usinage de matériaux abrasifs tels que : fonte grise, alliages d’aluminium avec silicium, plastiques renforcés de fibres,
etc., ou l’usinage à hautes températures, c’est-à-dire avec un refroidissement insuffisant, ou à vitesses élevées ≥ 600 m/min. Le TiAIN a une dureté d’environ 3 000 HV et résiste à des températures allant jusqu’à environ 800 °C.
Exemples pratiques
Clé de désignation des tarauds
| Type de trou | code couleur taraud | W | M | M | M | M | M | M | S | H | N | H | G | F | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| matériau de l’outil | HSS | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | |||||||||||||||||||
| traitement de surface/revêtement | – | – | TI | ST | – | TI | ST | ST | – | ST | ST | NI | TI | |||||||||||||||||||
| sens et angle de goujure | – | – | – | – | R40° | R40° | R40° | – | – | R40° | R40° | – | – | |||||||||||||||||||
| entrée selon DIN 2197 | 1\2\3 | B | B | B | C | C | C | B | B | C | C | C | C | |||||||||||||||||||
| Type de trou | 1-2-3-4-5 | 4-5 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3-4-5 | 1-2-3-4-5 | |||||||||||||||||||
| Matériau N° |
Matériau | État | Résistance à la traction [N/mm²] |
Dureté HB | Copeaux | Liquide de refroidissement | m/min | m/min | m/min | m/min | m/min | m/min | m/min | m/min | m/min | m/min | m/min | m/min | m/min | |||||||||||||
| 1 | acier non allié et acier moulé, acier de décolletage | <0,25 % C | recuit | 420 | 125 | Ext. Longs | T | ● | 10-25 | ●● | 15-45 | ● | 8-25 | ●● | 20-25 | ●● | 15-45 | ● | 8-25 | ●● | 20-25 | ●● | 8-25 | ● | 20-25 | ●● | 20-60 | |||||
| 2 | ≥0,25 % C | recuit | 650 | 190 | Moyen | T | ● | 10-20 | ●● | 12-40 | ● | 10-35 | ●● | 15-20 | ●● | 12-40 | ● | 10-35 | ●● | 15-20 | ●● | 10-35 | ●● | 15-20 | ●● | 20-60 | ||||||
| 3 | <0,55 % C | trempé et revenu | 850 | 250 | Longs | T | ● | 12-18 | ●● | 15-25 | ● | 6-12 | ●● | 12-18 | ●● | 15-25 | ● | 6-12 | ●● | 12-18 | ●● | 12-18 | ●● | 17-55 | ||||||||
| 4 | ≥0,55 % C | recuit | 750 | 220 | Longs | T | ● | 12-18 | ●● | 15-40 | ● | 6-20 | ●● | 12-18 | ●● | 15-40 | ● | 6-20 | ●● | 12-18 | ●● | 12-18 | ●● | 17-55 | ||||||||
| 7 | acier faiblement allié et acier moulé (moins de 5 % d’éléments d’alliage) |
trempé et revenu | 930 | 275 | Longs | X | ● | 10-15 | ●● | 5-25 | ● | 4-10 | ●● | 10-15 | ●● | 5-25 | ● | 4-10 | ●● | 10-15 | ●● | 10-15 | ●● | |||||||||
| 8 | 1000 | 300 | Longs | X | ● | 6-10 | ●● | 5-25 | ● | 4-10 | ●● | 6-10 | ●● | 5-25 | ● | 4-10 | ●● | 6-10 | ●● | 6-10 | ●● | |||||||||||
| 9 | 1200 | 350 | Longs | A | ● | 3-5 | ●● | 5-20 | ● | 3-5 | ●● | 3-5 | ●● | 5-20 | ● | 3-5 | ●● | 3-5 | ●● | 3-5 | ●● | |||||||||||
| 10 | acier fortement allié, acier moulé et acier à outils | recuit | 680 | 200 | Longs | X | ● | 10-15 | ●● | 20-30 | ● | 7-12 | ●● | 10-15 | ●● | 20-30 | ● | 7-12 | ●● | 10-15 | ●● | 10-15 | ●● | 10-30 | ||||||||
| 11 | trempé et revenu | 1100 | 325 | Longs | X | ● | 7-13 | ●● | 12-25 | ● | 5-10 | ●● | 7-13 | ●● | 12-25 | ● | 5-10 | ●● | 7-13 | ●● | 7-13 | ●● | ||||||||||
| 12 | acier inoxydable et acier moulé | ferritique/martensitique | 680 | 200 | Moyen | A | ● | 5-9 | ●● | 8-18 | ● | 1-5 | ● | 5-9 | ●● | 2-10 | ● | 1-5 | ●● | 2-10 | ● | 5-9 | ●● | 7-15 | ||||||||
| 13 | martensitique | 820 | 240 | Longs | A | ● | 4-6 | ●● | 8-15 | ● | 1-5 | ● | 4-6 | ●● | 2-10 | ● | 1-5 | ● | 2-10 | ● | 4-6 | ●● | ||||||||||
| 14 | acier inoxydable et acier moulé | austénitique, duplex | 600 | 180 | Longs | A | ● | 5-9 | ●● | 8-15 | ● | 1-4 | ● | 5-9 | ●● | 2-10 | ● | 1-4 | ● | 2-10 | ● | 5-9 | ●● | |||||||||
| 15 | fonte grise (gg) | ferritique/perlitique | 180 | Ext. Courts | X | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 10-30 | ● | ||||||||||
| 16 | perlitique/martensitique | 260 | Ext. Courts | X | ● | 8-12 | ●● | 10-40 | ●● | 21-31 | ● | 8-12 | ●● | 10-40 | ●● | 21-31 | ● | 8-12 | ●● | 10-30 | ● | |||||||||||
| 17 | fonte à graphite sphéroïdal (ggg) | ferritique | 160 | Courts | X | ● | 8-12 | ●● | 10-25 | ●● | 21-31 | ● | 8-12 | ● | 10-25 | ● | 21-31 | ● | 8-12 | ●● | 10-40 | ● | ||||||||||
| 18 | perlitique | 250 | Ext. Courts | X | ● | 8-12 | ●● | 10-20 | ●● | 21-31 | ● | 8-12 | ●● | 10-20 | ●● | 21-31 | ● | 8-12 | ●● | 10-35 | ● | |||||||||||
| 19 | fonte malléable | ferritique | 130 | Courts | X | ● | 10-15 | ● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 10-45 | ● | ||||||||||
| 20 | perlitique | 230 | Courts | X | ● | 10-15 | ● | 10-40 | ●● | 13-20 | ● | 10-15 | ●● | 10-40 | ●● | 13-20 | ● | 10-15 | ●● | 10-40 | ● | |||||||||||
| 21 | alliages d’aluminium corroyés | non trempable | 60 | Moyen | T | ● | 25-35 | ● | 50-70 | ● | 12-25 | ●● | 25-35 | ● | 30-60 | ● | 12-25 | ●● | 12-25 | ●● | 25-35 | ●● | ||||||||||
| 22 | trempable | 100 | Moyen | T | ● | 25-35 | ● | 50-70 | ● | 12-25 | ●● | 25-35 | ● | 30-60 | ● | 12-25 | ●● | 12-25 | ●● | 25-35 | ●● | |||||||||||
| 23 | alliages d’aluminium moulés | ≤12 % Si | non trempable | 75 | Courts | T | ● | 10-15 | ● | 10-40 | ● | 10-25 | ●● | 10-15 | ● | 15-40 | ● | 10-25 | ●● | 10-25 | ●● | 10-15 | ●● | |||||||||
| 24 | trempable | 90 | Courts | T | ● | 10-15 | ● | 10-40 | ● | 10-25 | ●● | 10-15 | ● | 15-40 | ● | 10-25 | ●● | 10-25 | ●● | 10-15 | ●● | |||||||||||
| 25 | >12 % Si | haute température | 130 | Courts | T | ● | 10-15 | ● | 10-30 | ● | 10-20 | ●● | 10-15 | ● | 15-30 | ● | 10-20 | ●● | 10-20 | ●● | 10-15 | ●● | ||||||||||
| 26 | alliages de cuivre | >1 % Pb | décolletage | 110 | Moyens/Courts | T | ● | 25-35 | ● | 50-70 | ● | 20-40 | ●● | 25-35 | ● | 30-65 | ● | 20-40 | ●● | 20-40 | ●● | 25-35 | ●● | 17-40 | ||||||||
| 27 | laiton | 90 | Longs | T | ● | 15-20 | ● | 5-60 | ● | 13-30 | ●● | 15-20 | ● | 20-45 | ● | 13-30 | ●● | 13-30 | ●● | 15-20 | ●● | 20-60 | ||||||||||
| 28 | cuivre électrolytique | 100 | Longs | T | ● | 15-20 | ● | 5-25 | ● | 10-17 | ●● | 15-20 | ● | 15-30 | ● | 10-17 | ●● | 10-17 | ●● | 15-20 | ●● | 20-60 | ||||||||||
| 29 | non métallique | duroplastiques, plastiques fibrés | 70 Shore D | Courts | Z | ● | 6-10 | ● | 5-25 | ● | 6-13 | ●● | 6-10 | ● | 10-20 | ● | 6-13 | ●● | 6-13 | ●● | 6-10 | ●● | ||||||||||
| 31 | alliages haute température | à base de Fe | recuit | 200 | Longs | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | ● | 3-7 | ●● | 2-4 | 2-4 | ● | ||||||||||||||
| 32 | trempé | 280 | Longs | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 33 | à base de Ni ou Co | recuit | 250 | Longs | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | ||||||||||||||||
| 34 | trempé | 350 | Longs | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 35 | moulé | 320 | Longs | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 36 | alliages de titane | pur | 400 | 190 | Moyens/Courts | A | ● | 6-10 | ●● | 6-10 | ●● | 6-10 | 6-10 | ● | ||||||||||||||||||
| 37 | alliages alpha+bêta, trempés | 1050 | 310 | Moyens/Courts | A | ● | 6-10 | ● | 6-10 | ●● | 6-10 | 6-10 | ● | |||||||||||||||||||
| A – huile de coupe T – huile X – huile ou émulsion Z – à sec ou émulsion |
● Recommandé ●● Adapté |
|||||||||||||||||||||||||||||||
| Type de trou | code couleur taraud | W | M | M | M | M | M | M | S | H | N | H | G | F | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| matériau de l’outil | HSS | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | |||||||||||||||||||
| traitement de surface/revêtement | – | – | TI | ST | – | TI | ST | ST | – | ST | ST | NI | TI | |||||||||||||||||||
| sens et angle de goujure | – | – | – | – | R40° | R40° | R40° | – | – | R40° | R40° | – | – | |||||||||||||||||||
| entrée selon DIN 2197 | 1\2\3 | B | B | B | C | C | C | B | B | C | C | C | C | |||||||||||||||||||
| Type de trou | 1-2-3-4-5 | 4-5 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3-4-5 | 1-2-3-4-5 | |||||||||||||||||||
| Matériau N° |
Matériau | État | Résistance à la traction [ksi] |
Dureté HB | Copeaux | Liquide de refroidissement | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | |||||||||||||
| 1 | acier non allié et acier moulé, acier de décolletage | <0,25 % C | recuit | 61 | 125 | Ext. Longs | T | ● | 35-80 | ●● | 15-150 | ● | 25-80 | ●● | 65-80 | ●● | 50-150 | ● | 25-80 | ●● | 65-80 | ●● | 25-80 | ● | 65-80 | ●● | 65-195 | |||||
| 2 | ≥0,25 % C | recuit | 94 | 190 | Moyen | T | ● | 35-65 | ●● | 40-130 | ● | 35-115 | ●● | 60-65 | ●● | 40-130 | ● | 35-115 | ●● | 50-65 | ●● | 35-115 | ●● | 50-65 | ●● | 65-195 | ||||||
| 3 | <0,55 % C | trempé et revenu | 123 | 250 | Longs | T | ● | 40-60 | ●● | 50-80 | ● | 20-40 | ●● | 40-60 | ●● | 50-80 | ● | 20-40 | ●● | 40-60 | ●● | 40-60 | ●● | 55-180 | ||||||||
| 4 | ≥0,55 % C | recuit | 109 | 220 | Longs | T | ● | 40-60 | ●● | 50-130 | ● | 20-65 | ●● | 40-60 | ●● | 50-130 | ● | 15-35 | ●● | 40-60 | ●● | 40-60 | ●● | 55-180 | ||||||||
| 7 | acier faiblement allié et acier moulé (moins de 5 % d’éléments d’alliage) |
trempé et revenu | 135 | 275 | Longs | X | ● | 35-50 | ●● | 15-80 | ● | 15-35 | ●● | 35-50 | ●● | 15-80 | ● | 15-35 | ●● | 35-50 | ●● | 35-50 | ●● | |||||||||
| 8 | 145 | 300 | Longs | X | ● | 20-35 | ●● | 15-80 | ● | 15-35 | ●● | 20-35 | ●● | 15-80 | ● | 15-35 | ●● | 20-35 | ●● | 20-35 | ●● | |||||||||||
| 9 | 174 | 350 | Longs | A | ● | 10-15 | ●● | 15-65 | ● | 10-15 | ●● | 10-15 | ●● | 15-65 | ● | 10-15 | ●● | 10-15 | ●● | 10-15 | ●● | |||||||||||
| 10 | acier fortement allié, acier moulé et acier à outils | recuit | 99 | 200 | Longs | X | ● | 35-50 | ●● | 65-100 | ● | 25-40 | ●● | 35-50 | ●● | 65-100 | ● | 25-40 | ●● | 35-50 | ●● | 35-50 | ●● | 35-100 | ||||||||
| 11 | trempé et revenu | 160 | 325 | Longs | X | ● | 25-45 | ●● | 40-80 | ● | 15-35 | ●● | 25-45 | ●● | 40-80 | ● | 15-35 | ●● | 25-45 | ●● | 25-45 | ●● | ||||||||||
| 12 | acier inoxydable et acier moulé | ferritique/martensitique | 99 | 200 | Moyen | A | ● | 15-30 | ●● | 25-60 | ● | 5-15 | ● | 15-30 | ●● | 5-35 | ● | 5-16 | ●● | 5-35 | ● | 15-30 | ●● | 25-50 | ||||||||
| 13 | martensitique | 119 | 240 | Longs | A | ● | 15-20 | ●● | 25-50 | ● | 5-15 | ● | 15-20 | ●● | 5-35 | ● | 5-16 | ● | 5-35 | ● | 15-20 | ●● | ||||||||||
| 14 | acier inoxydable et acier moulé | austénitique, duplex | 87 | 180 | Longs | A | ● | 15-30 | ●● | 25-50 | ● | 5-15 | ● | 15-30 | ●● | 5-35 | ● | 5-15 | ● | 5-35 | ● | 15-30 | ●● | |||||||||
| 15 | fonte grise (gg) | ferritique/perlitique | 180 | Ext. Courts | X | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 35-100 | ● | ||||||||||
| 16 | perlitique/martensitique | 260 | Ext. Courts | X | ● | 25-40 | ●● | 35-130 | ●● | 70-100 | ● | 25-40 | ●● | 35-130 | ●● | 70-100 | ● | 25-40 | ●● | 35-100 | ● | |||||||||||
| 17 | fonte à graphite sphéroïdal (ggg) | ferritique | 160 | Courts | X | ● | 25-40 | ●● | 35-80 | ●● | 70-100 | ● | 25-40 | ● | 35-80 | ● | 70-100 | ● | 25-40 | ●● | 35-130 | ● | ||||||||||
| 18 | perlitique | 250 | Ext. Courts | X | ● | 25-40 | ●● | 35-65 | ●● | 70-100 | ● | 25-40 | ●● | 35-65 | ●● | 70-100 | ● | 25-40 | ●● | 35-100 | ● | |||||||||||
| 19 | fonte malléable | ferritique | 130 | Courts | X | ● | 35-50 | ● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 35-150 | ● | ||||||||||
| 20 | perlitique | 230 | Courts | X | ● | 35-50 | ● | 35-130 | ●● | 45-65 | ● | 35-50 | ●● | 35-130 | ●● | 45-65 | ● | 35-50 | ●● | 35-130 | ● | |||||||||||
| 21 | alliages d’aluminium corroyés | non trempable | 60 | Moyen | T | ● | 80-115 | ● | 165-230 | ● | 40-80 | ●● | 80-115 | ● | 100-195 | ● | 40-80 | ●● | 40-80 | ●● | 80-115 | ●● | ||||||||||
| 22 | trempable | 100 | Moyen | T | ● | 80-115 | ● | 165-230 | ● | 40-80 | ●● | 80-115 | ● | 100-195 | ● | 40-80 | ●● | 40-80 | ●● | 80-115 | ●● | |||||||||||
| 23 | alliages d’aluminium moulés | ≤12 % Si | non trempable | 75 | Courts | T | ● | 35-50 | ● | 35-130 | ● | 35-80 | ●● | 35-50 | ● | 50-130 | ● | 35-80 | ●● | 35-80 | ●● | 35-50 | ●● | |||||||||
| 24 | trempable | 90 | Courts | T | ● | 35-50 | ● | 35-100 | ● | 35-80 | ●● | 35-50 | ● | 50-130 | ● | 35-80 | ●● | 35-80 | ●● | 35-50 | ●● | |||||||||||
| 25 | >12 % Si | haute température | 130 | Courts | T | ● | 35-50 | ● | 35-100 | ● | 35-65 | ●● | 35-50 | ● | 50-100 | ● | 35-65 | ●● | 35-65 | ●● | 35-50 | ●● | ||||||||||
| 26 | alliages de cuivre | >1 % Pb | décolletage | 110 | Moyens/Courts | T | ● | 80-115 | ● | 165-230 | ● | 65-130 | ●● | 80-115 | ● | 100-215 | ● | 65-130 | ●● | 65-130 | ●● | 80-115 | ●● | 55-130 | ||||||||
| 27 | laiton | 90 | Longs | T | ● | 50-65 | ● | 15-195 | ● | 45-100 | ●● | 50-65 | ● | 65-150 | ● | 45-100 | ●● | 45-100 | ●● | 50-65 | ●● | 65-195 | ||||||||||
| 28 | cuivre électrolytique | 100 | Longs | T | ● | 50-65 | ● | 15-80 | ● | 35-55 | ●● | 50-65 | ● | 50-100 | ● | 35-55 | ●● | 35-55 | ●● | 50-65 | ●● | 65-195 | ||||||||||
| 29 | non métallique | duroplastiques, plastiques fibrés | 70 Shore D | Courts | Z | ● | 20-35 | ● | 15-80 | ● | 25-45 | ●● | 20-35 | ● | 35-65 | ● | 20-45 | ●● | 20-45 | ●● | 20-35 | ●● | ||||||||||
| 31 | alliages haute température | à base de Fe | recuit | 200 | Longs | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | ● | 10-25 | ●● | 5-15 | 5-15 | ● | ||||||||||||||
| 32 | trempé | 280 | Longs | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 33 | à base de Ni ou Co | recuit | 250 | Longs | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | ||||||||||||||||
| 34 | trempé | 350 | Longs | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 35 | moulé | 320 | Longs | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 36 | alliages de titane | pur | 58 | 190 | Moyens/Courts | A | ● | 20-35 | ●● | 20-35 | ●● | 20-35 | 20-35 | ● | ||||||||||||||||||
| 37 | alliages alpha+bêta, trempés | 152 | 310 | Moyens/Courts | A | ● | 20-35 | ● | 20-35 | ●● | 20-35 | 20-35 | ● | |||||||||||||||||||
| A – huile de coupe T – huile X – huile ou émulsion Z – à sec ou émulsion |
● Recommandé ●● Adapté |
|||||||||||||||||||||||||||||||
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
Métrique

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplorez le TSR de Tungaloy pour des informations sur l’usinage personnalisé grâce à une recherche simplifiée.
Tungaloy Success ReportExplorez le TSR de Tungaloy pour des informations sur l’usinage personnalisé grâce à une recherche simplifiée. Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils
Comment puis-je vous aider ?
Bonjour, je suis Gabby, l'assistant IA de Tungaloy. Je suis là pour vous aider à trouver le taraud idéal pour votre application de filetage.
Comment puis-je vous aider aujourd'hui ?
Comment puis-je vous aider aujourd'hui ?