Iwaki, Japan – December, 2024 – Tungaloy Corporation (President: Satoshi Kinoshita, Head Office: Iwaki City, Fukushima Prefecture) announces the expansion of its turning series for non-ferrous metal machining, introducing 19 new ISO inserts in the DX160 grade, equipped with an innovative 3-dimensional breaker, optimized for enhanced chip control and extended tool life.
Challenges and Trends
In recent years, non-ferrous metal processing, such as aluminum alloys and copper, has become increasingly important in the automotive and precision machinery industries. This is particularly true for components like oil pump covers and pistons in automotive parts, as well as camera lens cases in precision instruments, where lightweight properties and high precision are essential. However, non-ferrous metals tend to have chips that adhere to the workpiece during processing, which can negatively impact the quality of the machined surface. Additionally, frequent tool replacement due to wear and the occurrence of machining defects present significant challenges in terms of productivity and cost efficiency.
To address these Challenges and Market Conditions, the DX160 grade offers excellent wear resistance and cutting edge stability, delivering long tool life and stable machining performance. Moreover, the inclusion of 3D chip breaker inserts enhances chip control, facilitating easier automation of operations. This reduces surface defects and lowers the defect rate, enabling the consistent production of high-quality machined surfaces. As a result, it contributes to improved production efficiency and quality for users.
Product Overview
Tungaloy’s “Non-Ferrous Metal Machining Series” is a comprehensive lineup of inserts specifically designed for turning operations on non-ferrous metals. The series includes PCD grades (DX110, DX160, DX200) and carbide grades (KS05F, TH10), enabling optimal grade selection according to the machining requirements. Moreover, both the PCD and carbide inserts feature chipbreaker designs optimized for their respective applications. In particular, for aluminum alloys that pose challenges in chip control, the 3D chipbreaker effectively resolves issues associated with difficult chip evacuation.
These inserts are suitable across a wide range of industries—such as automotive, aerospace, and semiconductor manufacturing—accommodating high-speed and deep-cut machining operations. They contribute significantly to enhancing productivity and reducing costs. PCD grades like DX200 demonstrate exceptional wear resistance, delivering outstanding performance even when processing difficult-to-machine materials.

Benefits and Features
Feature 1: Wear Resistance and Machining Versatility of DX160
DX160 is a high-content diamond grade that excels in wear resistance. This leads to extended tool life and a potential reduction in production costs.
Its coarse-grained diamond structure enables compatibility with a wide range of materials, including non-ferrous alloys (such as aluminum and copper) .
The sharp edge design maintains edge sharpness longer compared to other ultra-fine diamond grades, delivering high-quality surface finishes in the machining of non-ferrous alloys.

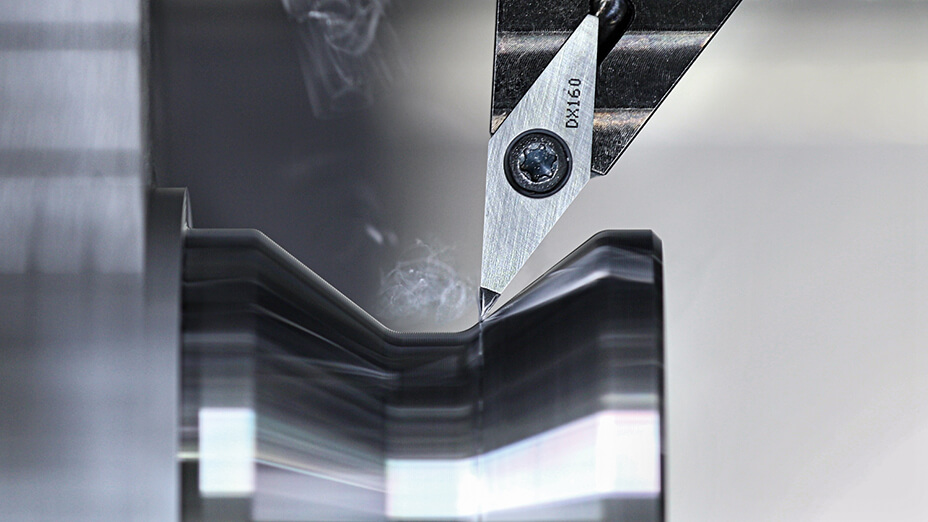
Feature 2: Chip Control Performance of the NS Breaker
The uniquely designed 3D breaker enables excellent chip control across a wide range of cutting depths, enhancing machining stability.
From roughing to finishing, a single insert can handle the entire process, reducing tool changeovers and improving production efficiency.
The chipbreaker design with a large rake angle and compatibility with small-depth-of-cut areas effectively guides chips, minimizing chip control problems during machining.

Cutting Performance
Chip control performance in A5056 machining

| Insert | 1QP-DCGT11T304-NS |
| Holder | SDJCL2525M11 |
| Workpiece material | A5056 |
| Cutting speed | Vc = 1,000 m/min |
| Feed | f = 0.1 mm/rev |
| Depth of cut | ap = 0.5 mm |
| Application | External turning, continuous cut |
| Coolant | Wet |
Chip control performance in A6061 machining
")
| Insert | 1QP-VCGT160402-NS |
| Toolholder | SVJCR2525M16 |
| Workpiece material | A6061 / AlMg1SiCu |
| Cutting speed | Vc = 500 m/min |
| Feed | f = 0.08 mm/rev |
| Depth of cut | ap = 0.5 mm |
| Application | External turning, continuous cut |
| Coolant | Wet |
Success Stories
IMPROVED CHIP CONTROL
DX160 with NS chipbreaker eliminated chip entanglement, which was the case with the competitor’s PCD insert with no chipbreaker.
| Industry | Engineering |
| Component | Pipe |
| Material ISO code | N – Non-ferrous metal |
| Machine(Spindle type) | CNC Lathe |
| Tool family | Turning |
| Tool category | External turning |
| Product name | DX160 |
| TSR No. | 5093T |