Fraisez-vous encore en bout avec une fraise monobloc ?
La fraise de surfaçage ne peut pas être utilisée en raison d’interférences, vous utilisez donc l’arête de fond à la place. La surface d’usinage est trop étroite, vous fraisez donc en bout avec une fraise. L’usinage de surfaces planes sur les tours suisses est également confié à l’arête de fond. L’arête de fond d’une fraise est-elle vraiment le bon choix pour votre fraisage en bout ? Traces de fraise, mauvaise qualité de surface, rayures apparaissant après placage — ces problèmes proviennent du fait que les arêtes de fond des fraises ne sont pas optimisées pour le fraisage en bout. La fraise à tête interchangeable TungMeister VFM Head de Tungaloy présente une conception spécialement conçue pour le fraisage en bout avec une arête de finition et des arêtes de coupe affûtées à 6 dents. Disponible en φ12 à φ25 — 4 tailles et couvrant les 6 groupes de matériaux ISO, elle redéfinit le fraisage en bout avec des fraises. Cet article fournit une analyse approfondie des caractéristiques techniques de VFM ainsi que 3 études de cas d’usinage utilisateur.
Ce que vous apprendrez dans cet article
- Fraisage en bout avec une fraise — est-ce devenu votre « solution par défaut » ?
- Au-delà des limites des arêtes de fond — l’option VFM Head
- Performances validées par des données — comparaison quantitative de la qualité de surface, de l’efficacité et de la durée de vie de l’outil
- Études de cas d’usinage utilisateur — évaluations « positives » dans les 3 cas
- Résumé — Transformez votre fraisage en bout avec VFM
1. Fraisage en bout avec une fraise — est-ce devenu votre « solution par défaut » ?
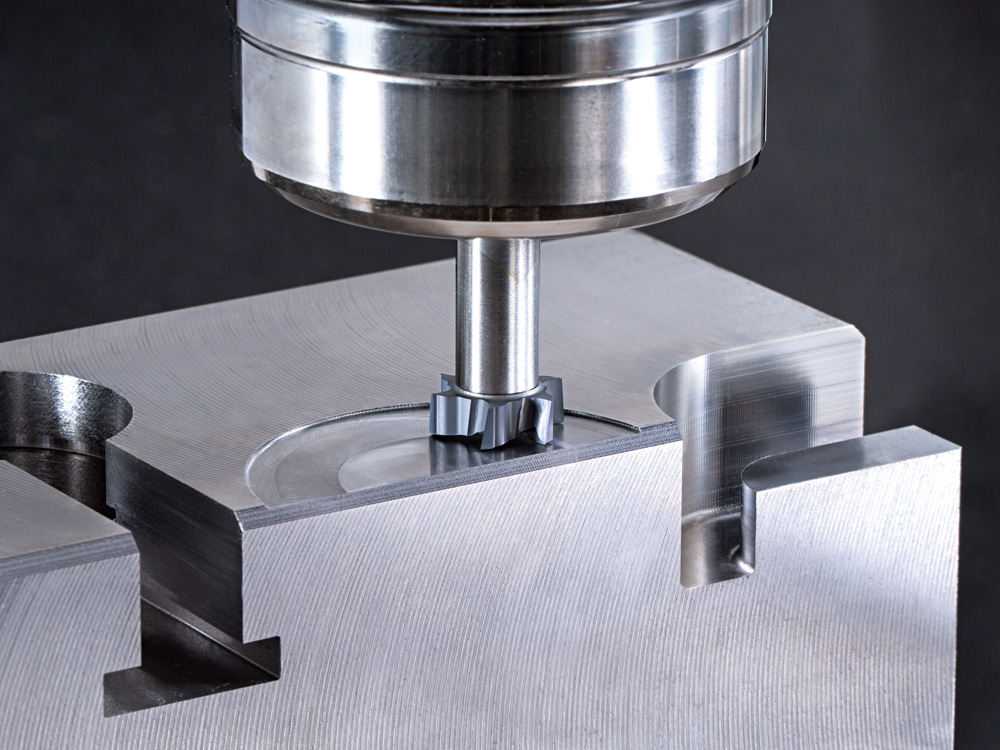
Pour le fraisage en bout et la finition de surface inférieure, l’outil idéal est une fraise de surfaçage (fraise à surfacer). Cependant, sur le terrain, l’utilisation de l’arête de fond d’une fraise pour le fraisage en bout n’est-elle pas devenue la « solution par défaut » ?
Derrière cela se trouvent trois contraintes typiques.
Contrainte 1 : Les interférences empêchent l’utilisation de la fraise de surfaçage


Les interférences provenant des parois environnantes, des brides et des montages rendent régulièrement impossible l’utilisation d’une fraise de surfaçage. Dans de telles situations, l’utilisation de l’arête de fond d’une fraise monobloc de petit diamètre pour le fraisage en bout est la solution de contournement courante.
Contrainte 2 : La surface d’usinage est trop étroite, rendant le diamètre de l’outil excessif — la fraise est utilisée en substitution
Contrainte 3 : Restrictions de diamètre de queue sur les tours suisses et conventionnels
Lors de l’exécution d’un usinage plan (fraisage de clavette) sur des composants de barres rondes à l’aide de tours suisses ou conventionnels, le diamètre de queue pouvant être monté sur l’unité de broche de fraisage est limité. De plus, la faible rigidité de la broche de fraisage rend difficile l’augmentation des conditions de coupe, ce qui entraîne une qualité de surface instable.
Le problème commun — Limites des arêtes de fond des fraises monoblocs
Les arêtes de fond des fraises monoblocs sont la solution privilégiée dans tous ces scénarios. Cependant, les fraises monoblocs sont intrinsèquement conçues principalement pour la coupe périphérique (fraisage d’épaulement, rainurage) et ne sont pas optimisées pour la finition de surface inférieure. Par conséquent, les problèmes suivants se produisent de manière répétée.
- Traces de fraise — Les différences de hauteur mineures et les variations de précision du rayon sur les arêtes de fond se transfèrent directement à la surface usinée, laissant des traces de fraise visibles à l’œil nu
- Mauvaise qualité de surface inférieure — Sans arête de finition, les fraises ont du mal à obtenir une rugosité de surface fine. Aucune finition brillante. Les exigences de qualité de finition ne peuvent pas être satisfaites
- Impact sur les processus en aval — Les rayures sur la surface usinée deviennent visibles après le placage, nécessitant des processus supplémentaires tels que le meulage ou la finition manuelle
Le fraisage en bout avec l’arête de fond d’une fraise est devenu la « solution par défaut » — la TungMeister VFM Head a été créée pour changer cette solution par défaut.
2. Au-delà des limites des arêtes de fond — l’option VFM Head
Concept de conception VFM
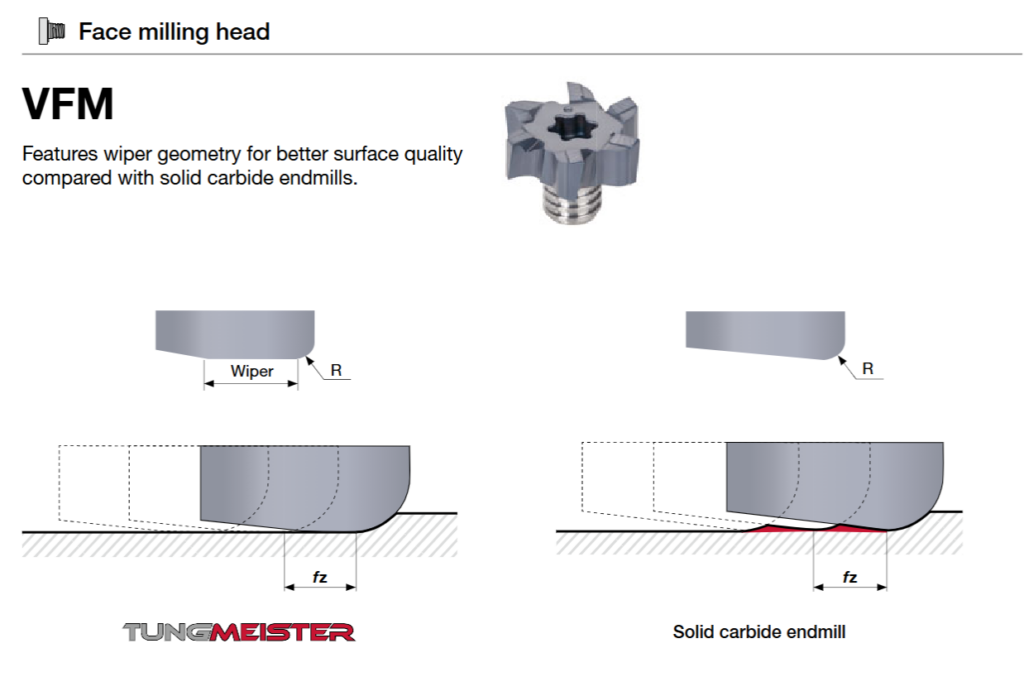
« Il n’y a pas d’autre choix que de fraiser en bout avec une fraise » — la tête dédiée au fraisage en bout VFM de la série de fraises à tête interchangeable TungMeister de Tungaloy renverse cette hypothèse. Elle atteint une qualité de surface que le fraisage en bout avec arête de fond ne pourrait jamais offrir, grâce à la combinaison d’une arête de finition et d’arêtes de coupe affûtées.
VFM intègre 4 caractéristiques techniques spécialement conçues pour la finition par fraisage en bout.
- Équipée d’une arête de finition — Une arête de finition sur la face inférieure lisse les irrégularités de surface. Une qualité de surface supérieure aux fraises monoblocs est publiée dans les spécifications du catalogue
- Arêtes de coupe affûtées × 6 dents — 6 dents pour toutes les tailles. Combine des vitesses d’avance élevées grâce à la conception multi-dents avec une faible résistance à la coupe grâce aux arêtes affûtées, améliorant simultanément la qualité de surface et l’efficacité
- Angle d’hélice faible de 10° × longueur d’arête de coupe courte de 0,3×D — Un angle d’hélice de 10° réduit la force de coupe axiale. Combiné à une longueur d’arête de coupe réduite à 0,3× le diamètre de l’outil, cela offre une géométrie d’arête optimisée spécifiquement pour le fraisage en bout
- Équipée d’un rayon d’angle (R0,2–R0,4) — Empêche l’écaillage des arêtes tout en supprimant les bavures sur la surface usinée
POINT CLÉ
Une tête de fraise dédiée à la « finition de surface inférieure »
Fraisage en bout avec l’arête de fond d’une fraise — il s’agit d’une conception fondamentalement différente de cette « solution par défaut ». Le concept d’« arête de finition » d’une fraise de surfaçage réduit à la taille d’une fraise — c’est l’essence de VFM.
φ10 à φ25 — Gamme de 5 tailles
VFM est disponible en 5 tailles pour s’adapter aux différentes largeurs de surface d’usinage et environnements de machine. Toutes les tailles utilisent la nuance AH715 (revêtement de dernière génération, excellente résistance à l’usure et au grippage).
| Référence | Diamètre d’outil | Dents | Max. Profondeur de coupe | Rayon d’angle | Filetage de connexion |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0,2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0,2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0,4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0,4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0,4 | S10 |

ISO P/M/K/N/S/H — Tous les groupes de matériaux couverts
L’un des principaux atouts de VFM est sa large couverture de matériaux. De l’acier au carbone à l’acier inoxydable, en passant par la fonte, les alliages d’aluminium et même les alliages de titane, les alliages résistants à la chaleur et l’acier trempé — des conditions de coupe standard sont établies pour les 6 groupes ISO.
| ISO | Matériau de la pièce | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Acier au carbone, acier allié (S45C, SCM440, etc.) | 60–180 | 0,08–0,13 |
| M | Acier inoxydable (SUS304, SUS316, etc.) | 40–100 | 0,08–0,13 |
| K | Fonte (FC250, FCD450, etc.) | 80–200 | 0,08–0,13 |
| N | Alliages d’aluminium | 100–700 | 0,08–0,13 |
| S | Alliages de titane, alliages résistants à la chaleur (Ti-6Al-4V, Inconel 718, etc.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51, etc., jusqu’à 60HRC) | 20–80 | 0,08–0,13 |
Pas besoin de se demander « Puis-je l’utiliser sur ce matériau ? » — c’est un autre avantage majeur de VFM.
3 cas d’utilisation où VFM excelle
Voici comment VFM répond aux trois contraintes qui obligent les ateliers à s’appuyer sur les fraises.
| Contrainte | Approche conventionnelle | Solution VFM |
|---|---|---|
| La fraise de grand diamètre ne peut pas être utilisée en raison d’interférences | Substitution par l’arête de fond d’une fraise monobloc → des traces de fraise apparaissent | Qualité de surface de niveau fraise de surfaçage avec des petits diamètres φ12–φ25. L’arête de finition lisse la surface usinée, améliorant considérablement la finition tout en évitant les interférences |
| Surface d’usinage trop étroite pour un diamètre d’outil surdimensionné | Continuer à utiliser une fraise de surfaçage surdimensionnée, ou faire un compromis avec l’arête de fond | Sélectionner le bon diamètre pour correspondre à la largeur de la surface d’usinage. La conception à 6 dents équipée d’une arête de finition garantit une excellente qualité de surface même avec de petits diamètres. La configuration est également simplifiée |
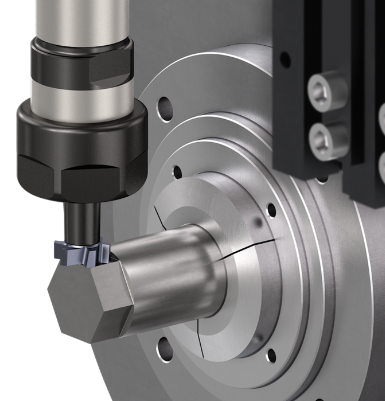
| Restrictions de diamètre de queue sur les tours suisses / conventionnels | Compromis avec une fraise monobloc de petit diamètre, qualité de surface instable | Utiliser un diamètre d’outil plus grand par rapport au diamètre de queue (par exemple, tête φ12 sur une queue φ8). La queue VER (pince ER) minimise le porte-à-faux pour un usinage stable même sur des broches de fraisage à faible rigidité |
POINT CLÉ
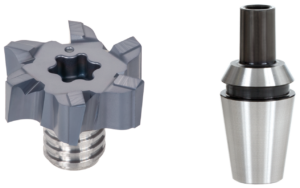
Combinaison de queue VER — Idéale pour les tours suisses et conventionnels
Avec la queue VER (adaptateur de pince ER) de TungMeister, l’outil peut être monté directement dans le porte-pince ER de la machine. En minimisant le porte-à-faux, un usinage stable avec suppression des vibrations est obtenu même sur des unités de broche de fraisage à faible rigidité. L’excellente qualité de surface de l’arête de finition peut également réduire ou éliminer les processus en aval (meulage, etc.) sur les surfaces usinées planes.
Données de rugosité de surface — Ra supérieur aux fraises monoblocs
À quel point la qualité de surface de VFM est-elle supérieure ? Vérifions avec les données mesurées publiées dans le catalogue.
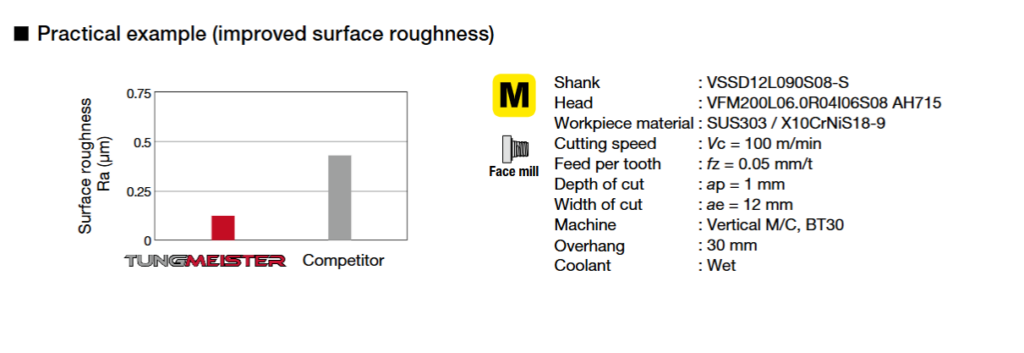
| Matériau de la pièce | SUS303 |
|---|---|
| Machine | Centre d’usinage vertical (BT30) |
| Tête | VFM200L06.0R04I06S08 AH715 (φ20) |
| Conditions de coupe | Vc=100 m/min, fz=0,05 mm/z, ap=1 mm, ae=12 mm |
| Longueur de porte-à-faux | 30 mm (humide) |
Dans ces conditions d’essai, VFM a enregistré une rugosité de surface Ra supérieure à la fois aux fraises monoblocs concurrentes et aux produits concurrents équipés d’arête de finition. Il est particulièrement remarquable que ces résultats aient été obtenus même dans un environnement BT30 à faible rigidité.
Données clés
Rugosité de surface supérieure aux fraises monoblocs même sur BT30
L’arête de finition de VFM offre une qualité de surface stable même dans un environnement BT30 à faible rigidité. La véritable force de VFM brille précisément dans les environnements à rigidité limitée — tours suisses, centres d’usinage compacts et configurations similaires.
3. Performances validées par des données — Comparaison quantitative de la qualité de surface, de l’efficacité et de la durée de vie de l’outil
À partir d’ici, nous vérifions quantitativement les performances de VFM selon trois axes — « qualité de surface », « efficacité » et « durée de vie de l’outil » — sur la base de 3 études de cas d’usinage utilisateur et de données de catalogue.
Comparaison croisée des 3 cas
Les 3 cas d’adoption ont reçu des évaluations « positives ». Malgré des matériaux de pièce et des environnements de machine différents, VFM a largement surpassé les outils existants en termes de qualité de surface et d’efficacité.
| Comparaison | Cas 1 : Hastelloy-X | Cas 2 : SUS440C | Cas 3 : SS |
|---|---|---|---|
| Matériau de la pièce | Hastelloy-X (forgé) | SUS440C | SS400 |
| Machine | Centre d’usinage horizontal / BT50 | Centre d’usinage vertical / BT30 | Centre d’usinage vertical / BT40 |
| Outil existant | Fraise monobloc φ12 | Fraise monobloc φ12 | Fraise monobloc φ10 |
| Gain d’efficacité | +50% | +50% | +67% |
| Qualité de surface | Bonne (surface brillante) | Très bonne | Bonne |
| Durée de vie de l’outil | — (temps d’essai expiré) | +50 % (240 pièces/tête) | — (démo) |
| Résultat | Positif | Positif | Positif |
Voici les points clés de ces données.
Point 1 : Qualité de surface évaluée « bonne » ou supérieure dans tous les cas — problèmes de traces de fraise et de rayures fondamentalement résolus
Dans le cas 1, les traces de fraise causées par l’arête de fond de la fraise monobloc ont disparu, et la surface usinée a acquis une finition brillante. Le cas 2 a reçu une évaluation « très bonne ». Dans le cas 3, le problème des rayures devenant visibles après le placage a été éliminé. Tous les résultats ont été obtenus grâce à l’arête de finition lissant la surface usinée.
Point 2 : Amélioration de l’efficacité de 50 à 67 % — pas seulement la qualité de surface, mais aussi des gains de productivité
VFM améliore non seulement la qualité de surface, mais surpasse également les outils existants en termes de vitesse d’avance et de taux d’enlèvement de copeaux. La capacité d’avance élevée à 6 dents combinée à une faible résistance à la coupe grâce aux arêtes affûtées permet une amélioration simultanée de la qualité de surface et de l’efficacité.
Point 3 : Prouvé de BT30 à BT50 — large gamme d’environnements de machine
De la machine BT30 à la plus faible rigidité au BT50, des résultats stables ont été obtenus quel que soit l’environnement de la machine. L’efficacité de VFM se maintient même sur des machines à faible rigidité.
Données de catalogue — Efficacité ×1,5, durée de vie de l’outil ×1,4
En plus des études de cas utilisateur, les capacités de VFM sont validées par les données du catalogue.
| Cas de catalogue | Matériau | Amélioration | Résultat |
|---|---|---|---|
| Cas A (φ20) | SUS303 | Comparaison de rugosité de surface | Ra supérieur aux produits monoblocs concurrents |
| Cas B (φ16) | A5052 | Comparaison d’efficacité | Efficacité ×1,5 (qualité de surface maintenue) |
| Cas C (AH715) | FCD400 | Comparaison de durée de vie de l’outil | Durée de vie de l’outil ×1,4 (qualité de surface également améliorée) |
Résumé de la section 3
Surpasser les outils existants en qualité de surface, efficacité et durée de vie de l’outil
VFM surpasse les outils existants dans un ou plusieurs des domaines suivants : qualité de surface, efficacité et durée de vie de l’outil. Améliorer la qualité de surface tout en augmentant l’efficacité — pas un compromis, mais un résultat rendu possible par une conception dédiée au concept d’arête de finition.
4. Études de cas d’usinage utilisateur
Que s’est-il passé lorsque des ateliers qui fraisaient en bout avec des arêtes de fond de fraise sont passés à VFM ? Résultats positifs dans les 3 cas. Des alliages résistants à la chaleur à l’acier inoxydable et à l’acier général, VFM a été adopté sur une large gamme de matériaux.
Cas 1 Finition de surface inférieure Hastelloy-X — Adopté pour une surface brillante

Détails de l’usinage
- Pièce : Boîtier — surface d’étanchéité de sortie (finition de surface inférieure)
- Matériau de pièce : Hastelloy-X (forgé)
- Machine : Centre d’usinage horizontal / BT50
Défis
- Une fraise d’un concurrent — non conçue à l’origine pour la finition de surface inférieure — était utilisée comme mesure temporaire
- Retouches fréquentes sur la finition de surface inférieure. L’apparence visuelle était un problème plus important que les valeurs de rugosité de surface
Comparaison des conditions de coupe
| Existant (fraise concurrente) | VFM (AH715) | |
|---|---|---|
| Diamètre de l’outil | φ12 (6 dents) | φ12 (6 dents) |
| Vitesse de coupe | 20 m/min | 30 m/min |
| Avance par dent | 0,05 mm/z | 0,1 mm/z |
| Profondeur de coupe | 2 mm | 1 mm |
| Vitesse d’avance | 159 mm/min | 477 mm/min |
| Taux d’enlèvement de copeaux | 3,82 cm³/min | 5,73 cm³/min (+50 %) |
| Qualité de surface | Identique à la précédente | Bonne (brillante) |
POINT CLÉ
Adopté pour une surface brillante — Retouches éliminées
VFM a produit une finition brillante sur la surface usinée, avec une apparence visuelle s’améliorant bien au-delà des seules valeurs de rugosité de surface. Les retouches de finition de surface inférieure ont été éliminées, et l’adoption a été confirmée. L’évaluation positive de VFM déjà adopté pour d’autres caractéristiques s’est étendue à la finition de surface inférieure également.
Cas 2 Finition de fraisage en bout SUS440C — Adopté après disparition des traces de fraise
Détails de l’usinage
- Pièce : Bloc de pièce
- Matériau de pièce : SUS440C
- Machine : Centre d’usinage vertical / BT30
- Opération : Fraisage en bout (finition)
Défis
- Le fraisage en bout était effectué à l’aide de l’arête de fond d’une fraise monobloc (4 dents)
- Des traces de fraise apparaissaient, causant des problèmes de fiabilité dans le processus d’usinage
Comparaison des conditions de coupe
| Existant (fraise concurrente) | VFM (AH715) | |
|---|---|---|
| Diamètre d’outil / Dents | φ12 / 4 dents | φ12 / 6 dents |
| Vitesse de coupe | 34 m/min (mêmes conditions) | |
| Avance par dent | 0,06 mm/z (mêmes conditions) | |
| Vitesse d’avance | 216 mm/min | 325 mm/min (+50 %) |
| Taux d’enlèvement de copeaux | 2,6 cm³/min | 3,9 cm³/min (+50 %) |
| Pièces par tête | 160 pièces | 240 pièces (+50 %) |
| Qualité de surface | Mauvaise (traces de fraise présentes) | Très bon (marques de Cutter éliminées) |
POINT CLÉ
Marques de Cutter éliminées + Gain d’efficacité de 50 % + Gain de durée de vie de l’outil de 50 %
Le passage d’une fraise en bout monobloc à 4 dents au design à 6 dents de VFM a augmenté l’avance de 50 % au même fz (effet de l’augmentation du nombre de dents). De plus, les marques de Cutter ont été complètement éliminées et le nombre de pièces par tête a augmenté de 50 %. Qualité de surface, efficacité et durée de vie de l’outil — les trois ont été au rendez-vous, ce qui a conduit à son adoption même dans un environnement BT30 à faible rigidité.
Cas 3 Face milling SS400 — Problème de rayures post-placage résolu

Détails de l’usinage
- Pièce : Composant de machine (Face milling → processus de placage)
- Matériau de la pièce : SS400
- Machine : MC verticale / BT40
- Opération : Fraisage en bout (finition)
Défis
- Face milling avec une fraise en bout monobloc concurrente (φ10, 4 dents)
- Les pièces subissent un placage après l’usinage ; des rayures sur la surface usinée devenaient visibles après le placage
Comparaison des conditions de coupe
| Existant (fraise concurrente) | VFM (AH715) | |
|---|---|---|
| Diamètre d’outil / Dents | φ10 / 4 dents | φ12 / 6 dents |
| Vitesse de coupe | 150 m/min (mêmes conditions) | |
| Avance par dent | 0,06 mm/z | 0,08 mm/z |
| Vitesse d’avance | 1 146 mm/min | 1 910 mm/min (+67 %) |
| Taux d’enlèvement de copeaux | 0,34 cm³/min | 0,57 cm³/min (+67 %) |
| Qualité de surface | Médiocre (rayures visibles après placage) | Bonne |
POINT CLÉ
Problème de rayures post-placage résolu — Qualité en aval améliorée
Le bord racleur de VFM produit une surface usinée lisse qui a un impact direct sur la qualité des processus en aval tels que le placage et le revêtement. Les rayures n’étant plus visibles, le risque de retouches et de réclamations qualité dans les processus en aval est également réduit. Cela contribue à une « amélioration totale des processus » qui s’étend au-delà de l’opération d’usinage elle-même.
Résumé — Transformez votre Face milling avec VFM
« Faites-vous toujours du Face milling avec une fraise en bout ? » — Cet article a présenté les caractéristiques techniques, les données et les études de cas de la tête TungMeister VFM comme réponse à cette question. Voici les points clés.
- Face milling avec une fraise en bout — il y a un problème avec ce « défaut » — De nombreux ateliers n’ont d’autre choix que de s’appuyer sur des fraises en bout en raison des contraintes d’interférence, des largeurs de surface étroites et des limitations de diamètre de queue.
- VFM est une tête conçue exclusivement pour le Face milling — Bord racleur + arêtes de coupe vives + 6 dents × faible angle d’hélice × courte longueur d’arête de coupe. Une approche fondamentalement différente des fonds de fraises en bout à usage général
- Qualité de surface surpassant les fraises en bout monoblocs — publiée dans les spécifications du catalogue — Dans la comparaison Ra sur SUS303, VFM a surpassé les produits concurrents monoblocs et équipés de racleurs.
- Évaluations « gagnantes » dans les 3 études de cas utilisateur — Amélioration de l’efficacité de 50 à 67 %, qualité de surface jugée « bonne » à « très bonne » dans tous les cas. Marques de Cutter éliminées, surfaces brillantes, problèmes de rayures post-placage résolus
- Prouvé du BT30 au BT50 — Usinage stable sur machines à faible rigidité et tours de type suisse. La queue VER minimise le porte-à-faux
- Tous les matériaux de pièce ISO P/M/K/N/S/H couverts — Prouvé sur Hastelloy-X, SUS440C, SS, A5052, FCD400, et plus encore
- Le système de têtes interchangeables réduit les coûts d’exploitation — Au lieu de remplacer l’outil monobloc entier, seule la tête est échangée. La queue est réutilisée
- Gamme de 4 tailles de φ12 à φ25 — Sélectionnez le bon diamètre pour correspondre à la largeur de la surface d’usinage.
Vous n’avez pas besoin de continuer à faire du Face milling avec le fond d’une fraise en bout. Si les marques de Cutter, la mauvaise qualité de surface ou les problèmes d’apparence après placage vous sont familiers, essayez la tête VFM.