Dämpa vibrationer och tänj gränserna. Grov- och finbearbetning med ett verktyg — kombinationspinnfräs

Vibrationer vid Slotting, grova ytor från grovfräsar, besväret med att byta verktyg mellan grov- och finbearbetning — Tungaloy’s unika design Combination Edge hanterar alla dessa utmaningar i verkstaden. Med sin patenterade Geometry som kombinerar vågformade och raka skäreggar — som ingen konkurrent erbjuder — dämpar den vibrationer samtidigt som den hanterar allt från grov- till finbearbetning med ett enda verktyg. Det utbytbara huvudet VEE-C och den solida FinishMeister — ett 2-linjers produktsortiment täcker varje Application. Denna artikel ger en grundlig analys av Combination Edge’s kapacitet, med stöd av interna testdata och 5 användarfallstudier för bearbetning.
Vad du lär dig i denna artikel
- Den största utmaningen vid pinnfräsning är ”vibrationer” — vad fältdata avslöjar
- Nyckeln till lösningen: Vad är Combination Edge?
- Jämförelse av mätdata — varför den utmärker sig vid Slotting, Hörnfräsning och finbearbetning
- Prestanda i verkligheten: användarfallstudier för bearbetning (5 framgångshistorier + publicerat fall)
- Sammanfattning — Dämpa vibrationer och gå vidare till nästa skär
1. Den största utmaningen vid pinnfräsning är ”vibrationer” — vad fältdata avslöjar
Vilken är den utmaning som plågar de flesta verkstäder inom pinnfräsning idag?
Svaret framgår tydligt i en undersökning som Tungaloy genomförde vid ett Hörnfräsning-seminarium 2023.
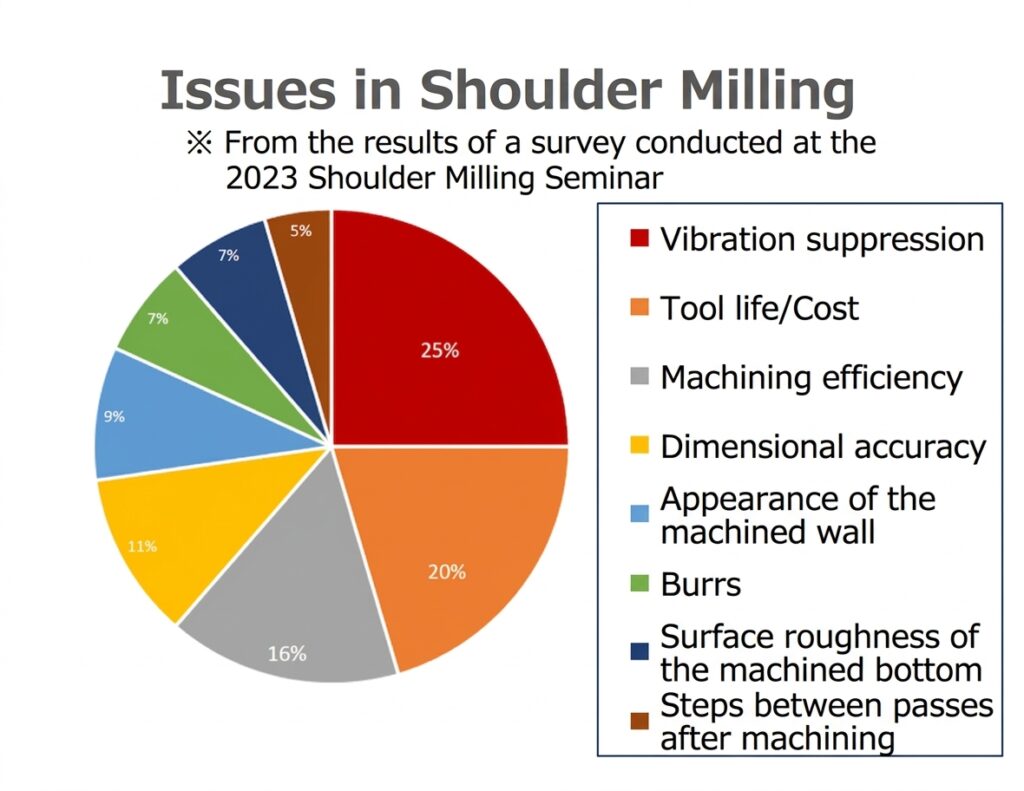
| Rang | Utmaning | Procentandel |
|---|---|---|
| 1:a | Vibrationsdämpning | 25% |
| 2:a | Verktygslivslängd / Kostnad | 20% |
| 3:e | Bearbetningseffektivitet | 16% |
| 4:e | Dimensionsnoggrannhet | 11% |
| 5:e | Väggens ytkvalitet | 9% |
| 6:e | Grader | 7% |
| 7:e | Bottenytans ojämnhet | 7% |
| 8:e | Stegmärken mellan passager | 5% |
1 av 4 respondenter angav ”vibrationsdämpning” som sin största utmaning. Den rankas stadigt på 1:a plats, före ”verktygslivslängd/kostnad” (2:a) och ”bearbetningseffektivitet” (3:e).
Denna undersökning gällde Hörnfräsning, men situationen är ännu tuffare vid Slotting. Slotting har strukturella faktorer som gör vibrationer mer sannolika än vid Hörnfräsning.
- Högt antal ingripande Flute — Maximalt antal samtidiga skäreggar innebär att skärmotståndet vida överstiger Hörnfräsning
- Svår Chip-evakuering — Chip tenderar att ansamlas i spårets botten, vilket riskerar återkapning, värmeuppbyggnad och skada
- Vibrationsförstärkning — Fullt omkretsingrepp + långt överhäng gör vibrationer ännu mer sannolika
- Risk för brott — I djupa spår (1×D eller mer) ökar verktygsavböjningen, vilket direkt leder till brott
Samtidigt använder många verkstäder som standard ”den vanliga allmänna 4-Flute pinnfräsen”. Enligt Tungaloy’s försäljningsdata (2022–2025) står 4-Flute pinnfräsar för 84 % av pinnfräsanvändningen räknat i Flute-antal. Även om de nästan uteslutande väljs för sin mångsidighet, är 4-Flute pinnfräsar inte specifikt utformade för vibrationsdämpning.
Hur kan man dämpa vibrationer samtidigt som man uppnår både effektivitet och stabilitet vid Slotting? Svaret är Combination Edge.
2. Nyckeln till lösningen: Vad är Combination Edge?
Combination Edge-struktur
Combination Edge som finns i FinishMeister och VEE-C-huvuden är en patenterad Geometry med vågformade skäreggar och raka skäreggar arrangerade omväxlande.
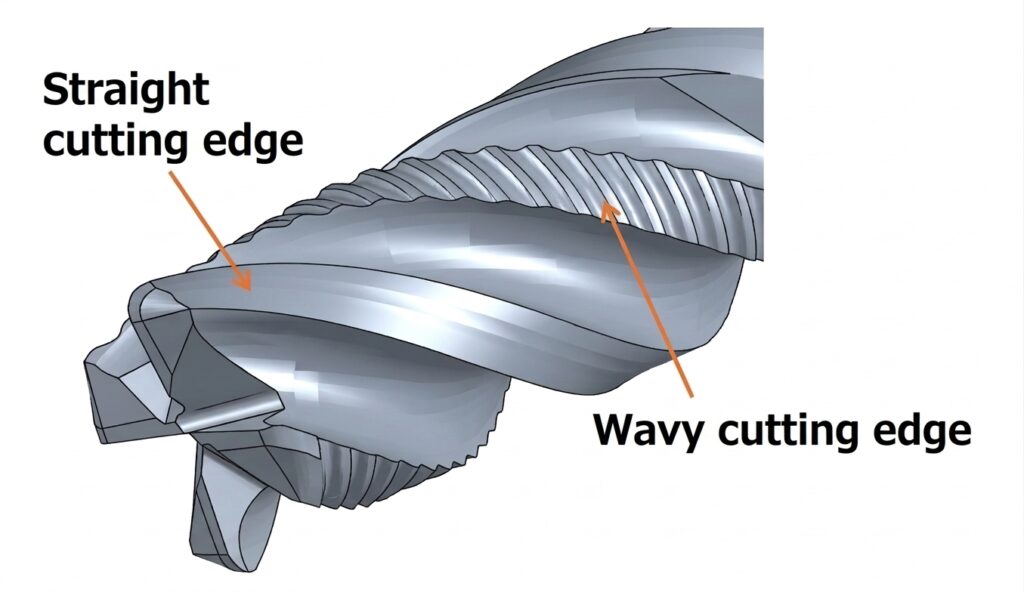
Denna struktur har två distinkta roller:
- Vågformade skäreggar — Fördelar kontaktkantlängden för att minska skärmotståndet. Dämpar vibrationer
- Raka skäreggar — Jämnar ut ytan som lämnats av vågkanterna, eliminerar den grova struktur som är typisk för grovfräsar. Säkerställer ytkvalitet
Med andra ord uppnår ett enda verktyg samtidigt ”reducerat motstånd vid grovbearbetning” och ”säkerställd ytkvalitet”.
Hur den skiljer sig från andra eggtyper
| Eggtyp | Vibrationsdämpning | Ytkvalitet | Application-område | Anmärkningar |
|---|---|---|---|---|
| Allmän 4-Flute (ojämn stigning/spiralvinkel) | △ | ○ | Allmän Application (Slotting, Hörnfräsning) | Risk för brott i djupa spår |
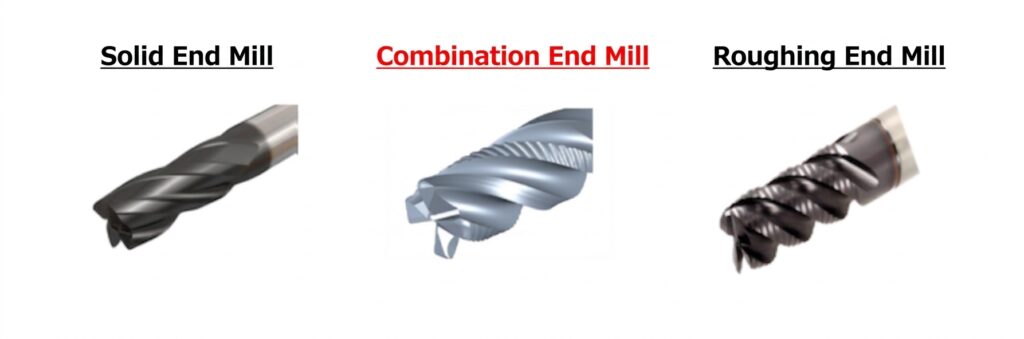
| Grovbearbetning | ◎ | × | Alla grovbearbetningsoperationer | Grov yta kräver separat finbearbetningsverktyg |
| Kombination | ○ | ○ | Slotting till Hörnfräsning (grov + fin) | Grov- till finbearbetning med ett verktyg |
PUNKT
En unik egg-Geometry som endast finns från Tungaloy — 2-linjers produktsortiment
Combination Edge levererar vibrationsdämpning i nivå med grovfräsar samtidigt som den uppnår ytkvalitet nära allmänna 4-Flute pinnfräsar. Denna kombination finns inte i några konkurrerande produkter — det är en egg-Geometry som endast Tungaloy kan erbjuda.
Combination Edge — 2 produktlinjer
Tungaloy erbjuder Combination Edge i 2 produktserier. Välj den optimala linjen baserat på bearbetningsförhållanden, kostnad och Application-krav.
| Produkt | Typ | Verktygsdiameter | Funktioner & Applications | |
|---|---|---|---|---|
 |
VEE-C | Utbytbart huvud (TungMeister) |
φ10–φ25 | Huvudbyte minskar driftskostnaderna. Kompatibel med högstela skaft för maskiner med låg styvhet |
 |
FinishMeister | Solid | φ6–φ20 | Finns från små diametrar. Beprövad meritlista på flerfunktionsmaskiner och Application med långt överhäng. Publicerad fallstudie vid Kondo Iron Works |
Båda delar samma designfilosofi för Combination Edge (växlande vågformade + raka eggar). Medan data och fallstudier i denna artikel främst fokuserar på VEE-C, levererar Combination Edge lika effektiva resultat med FinishMeister.
3. Jämförelse av mätdata — Varför den utmärker sig vid Slotting, Hörnfräsning och finbearbetning
Härifrån verifierar vi Combination Edge’s prestanda över tre axlar — Slotting, Hörnfräsning och finbearbetning — med hjälp av data från omfattande skärprov som utförts internt hos Tungaloy.
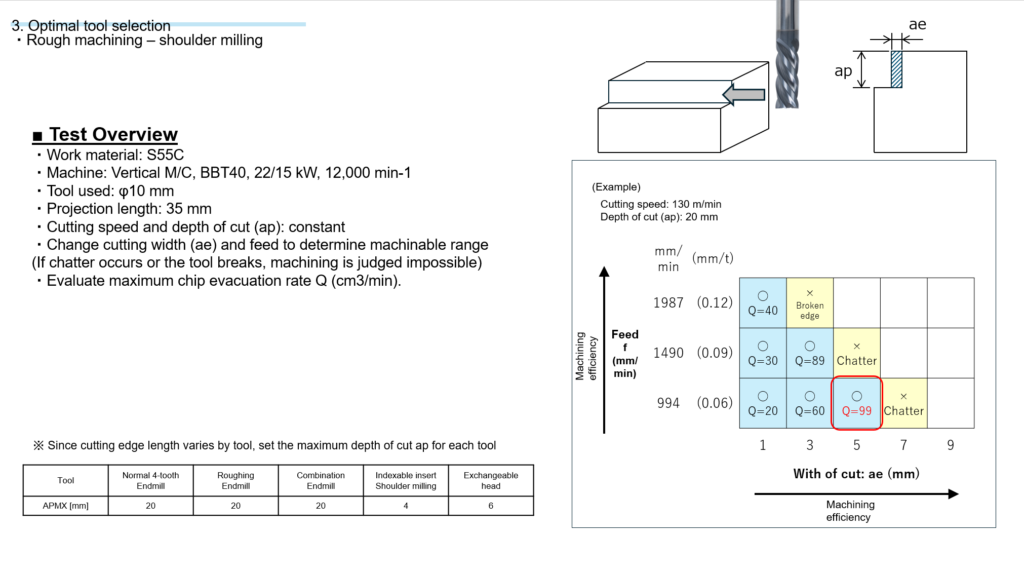
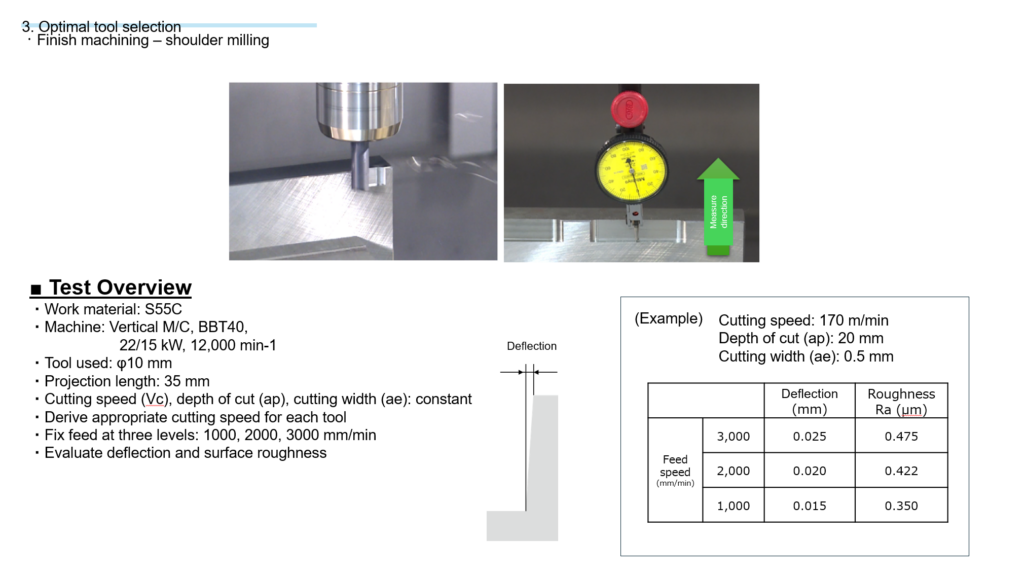
Testöversikt
| Arbetsstyckesmaterial | S55C |
|---|---|
| Maskin | Vertical machining center BBT40 (22/15kW, 12 000 min⁻¹) |
| Verktygsdiameter | φ10 mm |
| Överhängslängd | 35 mm (L/D=3,5) |
| Skärhastighet | Vc = 100 m/min *Utvärderad vid en hastighet som är benägen för vibrationer för bedömningssyften |
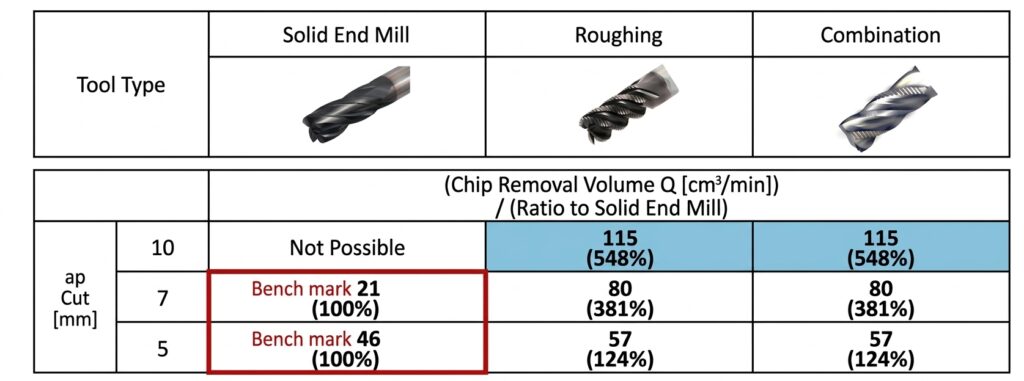
① Slotting — Överväldigande effektivitet i djupa spår
Vid Slotting griper skäreggen in i arbetsstycket runt hela dess omkrets, vilket resulterar i högt skärmotstånd och risker för vibrationer/brott som vida överstiger Hörnfräsning. Denna krävande miljö är precis där Combination Edge’s vågformade skäreggar levererar den största effekten av skärmotståndsfördelning.
Nyckeldata
548 % jämfört med allmän 4-Flute vid 1×D djupt spår
Vid ap=10 mm (spårdjup 1×D) kunde den allmänna 4-Flute inte bearbeta. Combination Edge uppnådde 548 % Chip-avverkningshastighet jämfört med allmän 4-Flute. I detta djupa spårområde — där verktyg med hög Feed och indexerbara insert-typer inte kan användas — möjliggör endast Combination Edge stabil bearbetning.
Varför är den stark i djupa spår? — De vågformade skäreggarna fördelar kontaktlängden per Flute, vilket minskar den kraftiga ökningen av skärmotstånd från fullt omkretsingrepp. Detta dämpar vibrationer, vilket gör att bearbetningen kan fortsätta utan brott även vid djup som en allmän 4-Flute inte klarar av.
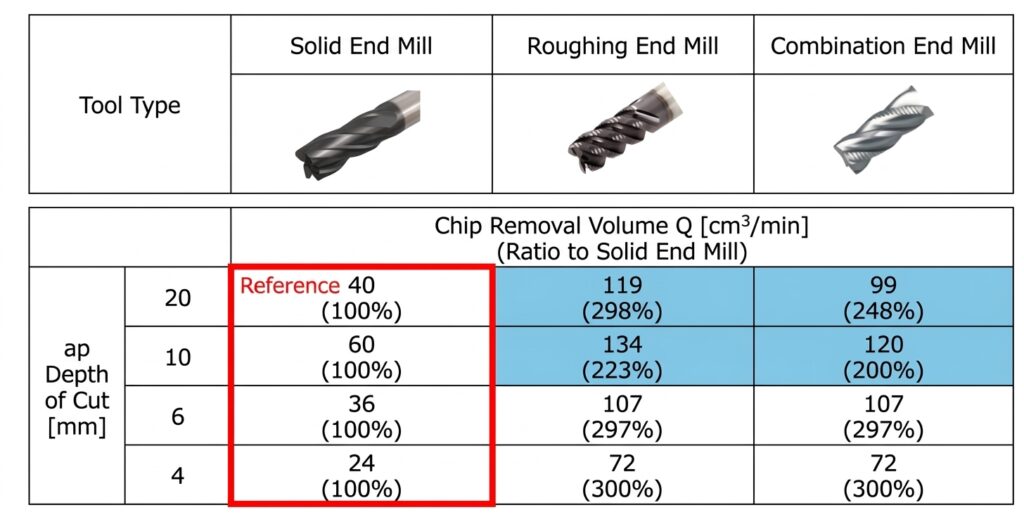
② Hörnfräsning — Mindre vibrationer innebär att du kan pressa hårdare
Som introducerades i avsnitt 1 är den största utmaningen vid Hörnfräsning ”vibrationsdämpning” (25 %). Combination Edge levererar både vibrationsdämpning och hög effektivitet även vid Hörnfräsning.
Tre viktiga slutsatser från dessa data:
Punkt 1: Vid ap≤6 mm, fullt lika effektivitet som grovfräsar
I intervallet ap=4–6 mm — det mest använda skärdjupet vid faktisk Hörnfräsning — uppnår Combination Edge nästan identisk Chip-avverkningshastighet som grovfräsar. Jämfört med allmän 4-Flute, upp till 300 % (3×). I detta intervall är Kombination = Grovbearbetning när det gäller effektivitet.
Punkt 2: Även vid ap=10–20 mm djupa skär, 2–2,5× jämfört med allmän 4-Flute
Även vid djup Hörnfräsning på ap=20 mm uppnår Combination Edge 248 % jämfört med allmän 4-Flute. Även om den inte matchar grovfräsar, har den den näst högsta effektiviteten. Dessutom, eftersom grovfräsar inte kan leverera den finbearbetningskvalitet som diskuteras nedan, vinner Combination Edge ofta i total processeffektivitet när finbearbetning inkluderas.
Punkt 3: Mindre vibrationer innebär att du kan ”pressa förhållandena hårdare”
Combination Edge’s vågformade skäreggar fördelar också kontaktkantlängden vid Hörnfräsning, vilket minskar skärmotståndet. Detta dämpar vibrationer, vilket gör det lättare att öka Vc och fz. Utöver effektivitetsskillnaderna som visas i data, är detta en stor fördel ur perspektivet ”kan du faktiskt öka förhållandena i verkstaden?”
Faktum är att i fallstudie 3 (SS400, BT40), när en grovfräs ersattes med VEE-C, ökades förhållandena — Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — vilket resulterade i 1,5× effektivitet och 1,7× verktygslivslängd. ”Det vibrerar inte, så du kan pressa hårdare” — detta är vad användare upplever i verkstaden.
Sammanfattning Hörnfräsning
Upp till 3× effektivitet jämfört med allmän 4-Flute
Combination Edge levererar upp till 3× effektivitet jämfört med allmän 4-Flute vid Hörnfräsning. Vid ap≤6 mm är den fullt lika med grovfräsar. Dessutom skapar vibrationsdämpningseffekten utrymme för att öka skärförhållandena, vilket möjliggör verkliga effektivitetsvinster utöver vad data ensamt antyder.
③ Finbearbetning — Beprövad ytkvalitet lika med allmän 4-Flute
”Jag förstår att den motstår vibrationer och är effektiv vid grovbearbetning. Men kan Combination Edge verkligen leverera en bra finbearbetning?” — Detta är den mest frekventa frågan.
Det korta svaret är: Combination Edge uppnår ytkvalitet nästan lika med en allmän 4-Flute. Se data för väggavböjning och ytråhet Ra mätt i seminarieprov.
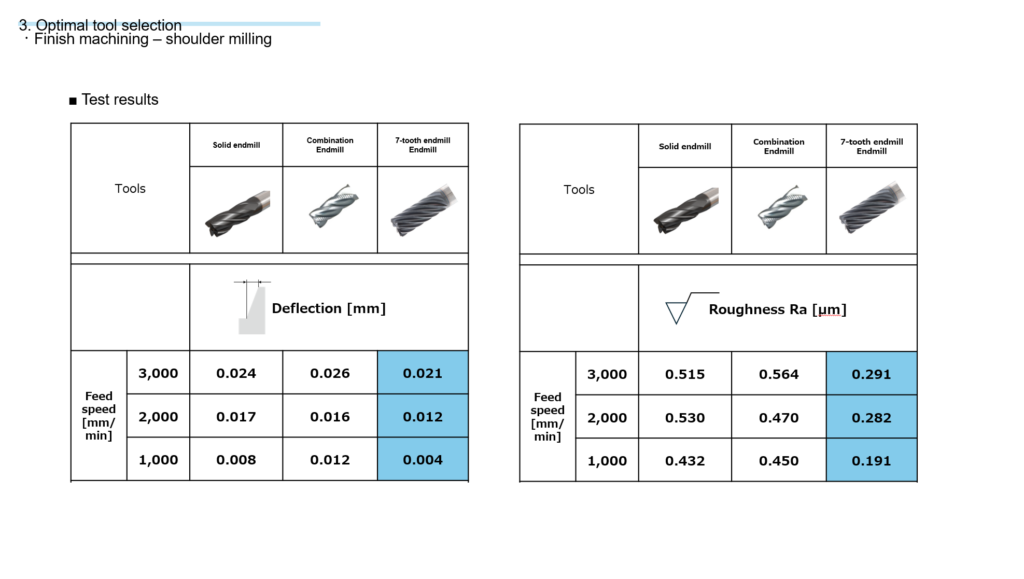
Jämförelse av väggavböjning [mm]
| Feed-hastighet | Allmän 4-Flute | Kombination | Skillnad | 7-Flute (Referens) |
|---|---|---|---|---|
| 3 000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2 000 mm/min | 0.017 | 0.016 | −0,001 | 0.012 |
| 1 000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Jämförelse av ytråhet Ra [μm]
| Feed-hastighet | Allmän 4-Flute | Kombination | Skillnad | 7-Flute (Referens) |
|---|---|---|---|---|
| 3 000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2 000 mm/min | 0.530 | 0.470 | −0,060 | 0.282 |
| 1 000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Här är de viktigaste slutsatserna från data:
① Skillnader i avböjning och Ra jämfört med allmän 4-Flute är minimala
Maximal avböjningsskillnad är 0,004 mm, och maximal Ra-skillnad är 0,049 μm. Båda är inte signifikanta skillnader för praktiska bearbetningssyften. Vid 2 000 mm/min Feed-hastighet överträffade Combination Edge faktiskt 4-Flute (lägre värden) i både avböjning och Ra.
② En helt annan finbearbetningsnivå jämfört med grovfräsar
Grovfräsar består helt av vågformade skäreggar, vilket lämnar ytojämnheter som kräver en separat finbearbetningsoperation. Combination Edge’s raka skäreggar jämnar ut ytan och uppnår en finbearbetningskvalitet som är helt annorlunda än grovfräsar. Detta är den direkta anledningen till att ”grov- och finbearbetning med ett verktyg” är möjlig.
③ Kan inte matcha ett dedikerat 7-Flute finbearbetningsverktyg, men Application är annorlunda
För högprecisionsfinbearbetning som kräver Ra i 0,2 μm-området är ett fler-Flute 7-Flute verktyg optimalt. Men för typiska finbearbetningstoleranser (cirka Ra 0,5 μm) är Combination Edge fullt kapabel. Dessutom, eftersom Combination Edge kan övergå direkt från grov- till finbearbetning, elimineras verktygsbyten och inställningar.
Sammanfattning finbearbetning
Ytkvalitet lika med allmän 4-Flute
Combination Edge’s ytkvalitet är i nivå med allmän 4-Flute i både avböjning och Ra. Det är inte bara ”ett verktyg endast för grovbearbetning” — data bevisar att det kan hantera allt från grov- till finbearbetning med ett enda verktyg. För allmän finbearbetning runt Ra 0,5 μm finns det inget behov av att byta verktyg mellan grov- och finbearbetning.
Avsnitt 3 Sammanfattning — Mångsidighet som täcker Slotting, Hörnfräsning och finbearbetning
| Jämförelseaxel | vs. Allmän 4-Flute | vs. Grovfräs |
|---|---|---|
| Slotting-effektivitet | Upp till 5,5× (548 %) | Lika eller bättre (överlägsen i djupa spår) |
| Hörnfräsning-effektivitet | Upp till 3× (300 %) | Lika (ap≤6 mm) |
| Vibrationsdämpning | Överväldigande överlägsen | Lika (överlägsen vid Slotting) |
| Ytkvalitet | Lika (minimal avböjning/Ra-skillnad) | Överväldigande överlägsen |
| Verktygskonsolidering | — | Grov + finbearbetning med ett verktyg |
Combination Edge är inte ”ett verktyg endast för Slotting”. Överväldigande effektivitet vid Slotting, hög effektivitet med vibrationsdämpning vid Hörnfräsning, och ytkvalitet lika med allmän 4-Flute — det är den enda egg-Geometry som levererar hög prestanda över alla tre axlar.
4. Prestanda i verkligheten: Användarfallstudier för bearbetning (5 framgångshistorier + publicerat fall)
Utöver interna testdata resulterade alla 5 användarfältutvärderingar i ”vinst”-betyg. Vi presenterar fallstudier från både VEE-C (utbytbart huvud) och FinishMeister (solid).
Översikt över fallstudier
| # | Produkt | Bearbetningsmetod | Arbetsstyckesmaterial | Verktygsdiameter | Maskin | Effektivitetskvot | Verktygslivslängdskvot |
|---|---|---|---|---|---|---|---|
| Fall 1 | FinishMeister | Hörnfräsning (ventil) | SUS316 | φ12 | Flerfunktionsmaskin | 3× | 15× |
| Fall 2 | FinishMeister | Hörnfräsning (kolv) | FCD500 | φ25 | Stor horisontell M/C / HSK100 | 3× | Lika |
| Fall 3 | VEE-C | Hörnfräsning | SS400 / 160HB | φ25 | Vertical M/C / BT40 | 1,5× | 1,7× |
| Fall 4 | VEE-C | Slotting | SKD11 / 40HRC | φ12 | Vertical M/C / BT50 | 2× | 2× |
| Fall 5 | VEE-C | Slotting | SUS430F | φ10 | Vertical M/C / BT30 | 2,8× | Lika |
Höjdpunkt
”Vinst”-betyg för både VEE-C och FinishMeister
Oavsett om det är utbytbart huvud eller solid, är Combination Edge’s effektivitet bevisad. Med upp till 3× effektivitet och upp till 15× verktygslivslängd uppnås betydande förbättringar oavsett produkttyp.
FinishMeister fallstudier
Fall 1 SUS316 ventilbearbetning: 3× effektivitet, 15× verktygslivslängd
Bearbetningsdetaljer
- Bearbetningsmetod: Hörnfräsning (ventilens ytterdiameter)
- Arbetsstyckesmaterial: SUS316 (rostfritt stål)
- Verktygsdiameter: φ12
- Maskin: Flerfunktionsmaskin
- Bransch: Fordonsindustrin
Utmaningar
- Låg styvhet vid arbetsstyckesuppspänning förhindrade svarvning; tidigare bearbetad med en 4-Flute solid hårdmetallpinnfräs
- Produktiviteten stagnerade. Kort verktygslivslängd med vibrationer som uppstod när slitaget fortskred
Förbättring med FinishMeister
- Verktyg använt: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0,06 mm/z, ap=5 mm, ae: 1→2 mm — förhållandena ökade
- MRR: 1,27 → 3,82 cm³/min (3× effektivitet)
- Skärlängd: 0,3 → 4,5 m (15× verktygslivslängd)
- Vågformade skäreggar minskade skärmotståndet, vilket dämpade vibrationer även när slitaget fortskred
PUNKT
3× effektivitet och 15× verktygslivslängd — stor förbättring
Även i en miljö med låg uppspänningsstyvhet uppnådde Combination Edge’s lågmotståndsegenskaper 3× effektivitet och 15× verktygslivslängd. Vibrationer förblir dämpade även vid ökad skärhastighet, vilket möjliggör stabil bearbetning under aggressiva förhållanden.
Fall 2 FCD500 kolvringsbearbetning: 3× effektivitet + verktygskonsolidering

Bearbetningsdetaljer
- Bearbetningsmetod: Hörnfräsning (kolvens ytterdiameter svarvfräsning)
- Arbetsstyckesmaterial: FCD500 (segjärn)
- Verktygsdiameter: φ25
- Maskin: Stor horisontell bearbetningscentral (#50 / HSK100)
- Bransch: Skeppsbyggnad
Utmaningar
- Tidigare användes två pinnfräsar — en för grovbearbetning och en för finbearbetning
- Besvär med verktygsbyte och cykeltid var problem
Förbättring med FinishMeister
- Verktyg använt: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0,07 mm/z, ap=30 mm, ae: 3→6 mm — förhållandena ökade
- MRR: 25,35 → 77,01 cm³/min (3× effektivitet)
- Verktygslivslängd motsvarande tidigare — inga problem
- Grov- och finbearbetning konsoliderades till en enda FinishMeister. Antogs för massproduktionslinje
PUNKT
3× effektivitet + verktygskonsolidering — antogs för massproduktion
Konsoliderades från en 2-verktygsuppsättning till en enda FinishMeister, vilket uppnådde 3× effektivitet. Verktygslivslängden förblev likvärdig, vilket ledde till antagande på massproduktionslinjen.
VEE-C fallstudier
Fall 3 Ersätter grovfräs: 1,5× effektivitet + verktygskonsolidering
Bearbetningsdetaljer
- Bearbetningsmetod: Hörnfräsning
- Arbetsstyckesmaterial: SS400 (160HB)
- Verktygsdiameter: φ25
- Maskin: Vertical M/C / BT40
Utmaningar
- Använder för närvarande en konkurrents hårdmetallgrovfräs
- Solid pinnfräs begränsad till 20 mm skärdjup. Skäreggskada uppstår
- Krävde separata verktyg för grov- och finbearbetning
Förbättring med VEE-C
- Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — förhållandena ökade
- MRR: 61,12 → 91,67 cm³/min (ca +50 %)
- Huvudlivslängd: 3 delar per huvud → 5 delar per huvud (1,7×)
- Grov- + finbearbetning konsoliderades till en enda VEE-C. Verktygsbytestid också reducerad
PUNKT
1,5× effektivitet + 1,7× verktygslivslängd + verktygskonsolidering
Grovfräsen kunde inte leverera finbearbetningskvalitet och krävde ett separat finbearbetningsverktyg. VEE-C konsoliderade grov- + finbearbetning till ett verktyg, vilket uppnådde 1,5× effektivitet och 1,7× verktygslivslängd samtidigt.
Fall 4 Konsoliderades från 2 HSS-verktyg till 1 VEE-C: 2× effektivitet, 2× verktygslivslängd

Bearbetningsdetaljer
- Bearbetningsmetod: Slotting
- Arbetsstyckesmaterial: SKD11 (40HRC)
- Verktygsdiameter: φ12
- Maskin: Vertical M/C / BT50
Utmaningar
- Använder för närvarande 2-verktygs HSS-uppsättning: grovfräs + HSS finbearbetningspinnfräs
- Besvär med verktygsbyte och cykeltid var problem
- HSS-verktyg begränsar bearbetningshastigheten
Förbättring med VEE-C
- Villkor B: Vc=40, ap=4, ae=12, fz=0,03 → MRR: 3,06 → 6,11 cm³/min (2×)
- 5 delar per huvud (2× verktygslivslängd)
- Grov- och finbearbetning konsoliderades till en enda VEE-C → Inga verktygsbyten behövs
PUNKT
2× effektivitet, 2× verktygslivslängd — stor förbättring
Konsoliderades från en 2-verktygs HSS-uppsättning till en enda VEE-C. 2× effektivitet och 2× verktygslivslängd — en stor förbättring. Stabil bearbetning även i SKD11 vid 40HRC hög hårdhet.
Källa: TR78848
Fall 5 Dubblerat skärdjup för att minska cykeltiden

Bearbetningsdetaljer
- Bearbetningsmetod: Slotting & Hörnfräsning
- Arbetsstyckesmaterial: SUS430F
- Verktygsdiameter: φ10
- Maskin: Vertical M/C / BT30
Utmaningar
- Vibrationer med den nuvarande konkurrentens hårdmetallpinnfräs begränsade uppnåeligt skärdjup (ap)
- Svårt att öka förhållandena i en BT30-miljö med låg styvhet
Förbättring med VEE-C
- Skärdjupet ökade från ap=1 mm till 2 mm
- Test 3: Vc=66, ap=2, ae=10, fz=0,05 → MRR: 8,40 cm³/min
- Verktygslivslängd motsvarande tidigare bibehölls, ytkvalitet också likvärdig. Skärljudet var tyst
PUNKT
Dubblerat skärdjup för att minska cykeltiden
Utnyttjar VEE-C’s vibrationsmotstånd för att minska cykeltiden. Stabil bearbetning under aggressiva förhållanden även på en BT30-maskin med låg styvhet.
Publicerad fallstudie: Kondo Iron Works × FinishMeister Combination Edge
De 5 fallen ovan baseras på interna testrapporter, men det finns också en officiellt publicerad framgångshistoria.

Kondo Iron Works Co., Ltd. (Inuyama City, Aichi Prefecture) specialiserar sig på bearbetning av maskinverktygs- och byggmaskinskomponenter. Företaget introducerade den solida pinnfräsen FinishMeister φ12 med Combination Edge på en flerfunktionsmaskin, vilket uppnådde betydande resultat.
| Produkt använd | FinishMeister φ12 (Combination Edge Solid Pinnfräs) |
|---|---|
| Bearbetningsdetaljer | Hörnfräsning och Slotting av axelns cylindriska sektion (bultfäste, kilspår) |
| Arbetsstyckesmaterial | S45C |
| Maskin | Flerfunktionsmaskin (enkel uppspänning flerfasbearbetning) |
| Utmaning | På flerfunktionsmaskiner orsakar långt pinnfräsöverhäng vibrationer → kan inte öka skärförhållandena |
| Skärförhållanden | Vc=100 m/min, f=0,26 mm/rev (fz=0,065), ap=7–8 mm, ae=12 mm |
Resultat:
- Minskad bearbetningstid — Combination Edge’s vibrationsdämpning möjliggjorde bearbetning med högt skärdjup. Färre passager minskade cykeltiden
- Verktygskonsolidering — Grovbearbetningskapacitet plus finbearbetningskvalitet i ett verktyg. Grov- och finbearbetning konsoliderades till ett enda verktyg
Fabrikschefens kommentarer
”Levererade betydande resultat vid bearbetning med långt överhäng där vibrationer lätt uppstår”
”Minskade bearbetningstiden genom att minska antalet skärpassager”
”Ställde in verktygsöverhängslängden längre för att även möjliggöra verktygsdelning över inställningar”
VEE-C är en produkt som antar samma Combination Edge som bevisats vid Kondo Iron Works i ett utbytbart huvudformat. Solid FinishMeister och utbytbart huvud VEE-C — välj från 2 linjer baserat på din Application och ekonomi.
Sammanfattning — Dämpa vibrationer och gå vidare till nästa skär
Denna artikel har visat upp Tungaloy’s Combination Edge’s kapacitet genom dess struktur, data och fallstudier. Här är de viktigaste punkterna:
- Den största utmaningen vid pinnfräsning är ”vibrationer” — 25 % av respondenterna i verkstaden rankade den som nummer 1 i en verklig undersökning
- Combination Edge är en unik Geometry — Vågeggar dämpar vibrationer, raka eggar jämnar ut ytan
- Beprövad under 874 testförhållanden — Upp till 5,5× effektivitet vid Slotting, upp till 3× vid Hörnfräsning. Ytkvalitet lika med allmän 4-Flute
- Alla 5 användarfallstudier bedömdes som ”vinst” — Upp till 3× effektivitet, upp till 15× verktygslivslängd
- Beprövad på BT30, BT40 och flerfunktionsmaskiner — Stabil bearbetning även på maskiner med låg styvhet och långt överhäng
- Grov- och finbearbetning med ett verktyg — Verktygskonsolidering minskar inställningstid och kostnader
- 2-linjers produktsortiment täcker varje Application — VEE-C (utbytbart huvud) och FinishMeister (solid)
Om du hanterar förbättring av Slotting-effektivitet, vibrationsåtgärder eller verktygskonsolidering, prova Combination Edge.