Slot milling som ett bearbetningsalternativ ─ Utökar möjligheterna med ett verktyg, från djup spårfräsning, sidoväggar och avstickning till undvikande av interferens
Spårfräsar betraktas ofta som “gammaldags verktyg avsedda för avstickning och spårfräsning”
I verkligheten är de dock mycket mångsidiga och produktiva verktyg som kan täcka områden som är svåra att nå med pinnfräsar, inklusive djupa spår, sidoväggsnoggrannhet, tunna spår, kilspår, parallell tvåsidig bearbetning och undvikande av interferens.
De har många skäreggar runt omkretsen, vilket gör det lättare att minimera överhäng och möjliggör användning av en fördelaktig verktygsdiameter i förhållande till spårbredden. Genom att dra nytta av dessa egenskaper kan bearbetningsoperationer som tidigare övergavs på grund av vibrationer, väggdeformation eller Chip-igensättning omvandlas till stabila massproduktionsprocesser.
Denna artikel förklarar grunderna för spårfräsar, var de är effektiva och hur man väljer dem. Den går också djupare in på inställning av förhållanden för att få fram deras prestanda, särskilt det ofta förbisedda konceptet Chip-tjocklek.

Vad du kommer att lära dig i denna artikel
- Vad är en spårfräs? Skillnader från pinnfräsar
- Varför spårfräsar är effektiva för djupa spår, sidoväggar och avstickningsoperationer
- Typer av spårfräsar och deras lämpliga Application
- Pinnfräsar kontra spårfräsar: viktiga kriterier för korrekt verktygsval
- Grundläggande tips för stabil bearbetning
- Förstå Chip-tjocklek när ae/DC är liten
- Vanliga problem och punkter att granska
- Specialformade Cutters som ett alternativ
- Sammanfattning
1. Vad är en spårfräs? ─ Ett verktyg som skär med “perifera sidokanter”
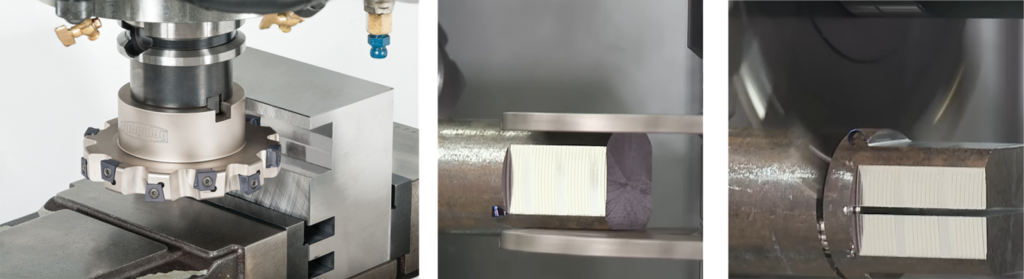
Spårfräsar är en grupp verktyg som använder skäreggar på verktygets periferi för att bearbeta spår, skuldror och ytor. De används för djupa och smala spår, Application som kräver sidoväggsnoggrannhet, avstickning, kilspår och parallell tvåsidig bearbetning.
En vanlig missuppfattning är att de är “gammaldags verktyg avsedda för avstickning och spårfräsning” Vid faktisk bearbetning är de dock också effektiva för skuldermilling och planfräsning där undvikande av interferens krävs. Med den ökande användningen av 5-axlig bearbetning återupptäcks deras värde som verktyg som kan närma sig arbetsstycket från sidan med en kort verktygslängd.
Skillnader från liknande verktyg
| Verktyg | Huvudsakliga styrkor | Skillnad från spårfräsar |
|---|---|---|
| Planfräs | Face milling | Inte lämplig som ersättning för sidoväggsbearbetning |
| Pinnfräs | Allmän bearbetning | I djupa spår blir överhänget långt, vilket gör deformation och vibrationer mer sannolika |
| Slitsåg | Avstickning och tunn spårfräsning | En tunnbladig version av en spårfräs |

2. Typiska Application där spårfräsar är effektiva
Smal bredd i förhållande till djup
Med pinnfräsar blir verktygsöverhänget längre, vilket gör deformation, vibrationer och dimensionsfel mer sannolika. Spårfräsar är ofta fördelaktiga eftersom även när verktyget är tunt i förhållande till dess diameter, ger spindelstöd och skivstyvhet stabilitet.
När rätvinklig noggrannhet och parallellitet hos sidoväggar krävs
Slot milling är mycket effektivt för att forma sidoväggsformer. Vid gangmilling kan två Cutters och distanser möjliggöra bearbetning av två parallella ytor i ett enda pass.
Vid reducering av materialspill vid avstickning och tunnspårsbearbetning
Tunnbladiga verktyg har ett litet skärtillägg, vilket bidrar till att minska materialförlusten. Även i djupa och smala spår kan hög effektivitet uppnås när verktygsgeometrin och Chip-evakueringen är korrekt matchade.
Undvikande av interferens och tillgänglighet vid 5-axlig bearbetning
Spårfräsar kan komma in tunt från sidan i områden där stora planfräsar är svåra att applicera framifrån eller där långa pinnfräsar inte ger tillräckligt utrymme. I 5-axliga bearbetningscentra gör den ökade friheten för verktygsaxeln spårfräsar till ett ännu mer värdefullt alternativ.
PUNKT
Ett alternativ för att undvika interferens samtidigt som styvheten säkerställs
Spårfräsar är inte “verktyg endast för spårfräsning” De är ett alternativ som förbättrar bearbetningsmöjligheterna vid djupa spår, sidoväggsbearbetning, avstickningsoperationer och sidoangreppsbearbetning.
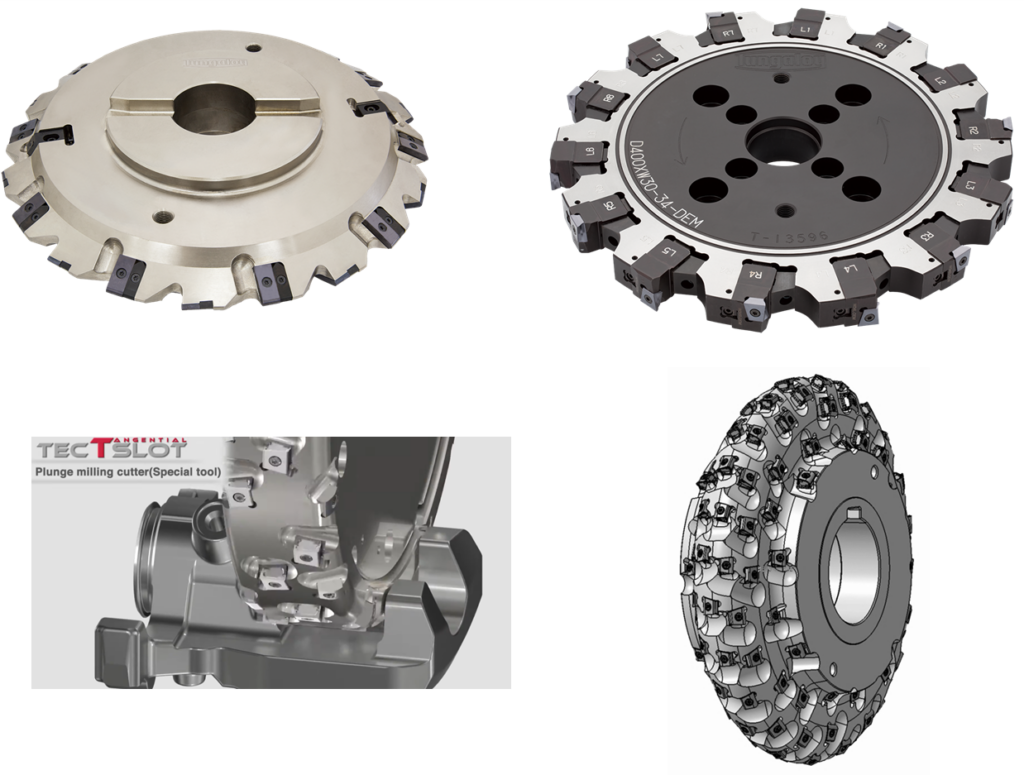
3. Grundläggande klassificering av spårfräsar ─ Vilken typ ska du välja?
| Typ | Huvudsakliga Application | Lämpliga situationer |
|---|---|---|
| Tunnbladig typ / slitsåg | Avstickning och tunna spår | Djup större än bredd, minskad materialförlust |
| Sido- och planfräs | Spår, sidoväggar och bottenytor | Stabil bearbetning som kilspår |
| Halvsidofräs | Ensidig skuldermilling | Stegbearbetning och ensidig finbearbetning |
| Formspårfräs | Profilgenerering | Högeffektiv bearbetning och massproduktionsdelar |
Vid val av Cutter, kontrollera skärbredd, breddområde, Chip-evakuering och indexerbarhet. För massproduktion blir indexerbara verktyg en stark kandidat.

4. Kriterier för att byta från pinnfräsar
När pinnfräsar är lämpliga
Pinnfräsar är lämpliga när deras mångsidighet är fördelaktig, till exempel för grunda spår, komplexa former, en-verktygsbearbetning på allmänna maskiner och småserietillverkning där inställningseffektivitet prioriteras.
När spårfräsar är fördelaktiga
Spårfräsar är värda att överväga för djupa och smala spår, sidoväggsnoggrannhet, avstickning och smalspårsbearbetning, långa bearbetningslängder, massproduktion, parallell tvåsidig bearbetning, undvikande av interferens och sidoangreppsbearbetning på 5-axliga maskiner.
Om du är osäker: överväg en spårfräs när du ser dessa tecken
- Spåret är djupt men smalt
- Vibrationer uppstår med en pinnfräs, eller spårbredden är instabil
- Chips täpps till, sidoväggar deformeras eller pinnfräsen går sönder
- Bearbetningstiden är lång
- Verktyget kan inte komma in framifrån, eller långt överhäng bör undvikas
PUNKT
Spårfräsar är ofta bland de mest produktiva alternativen för spårfräsning
Eftersom de har många skäreggar runt omkretsen, kan minska onödigt överhäng och tillåter användning av en fördelaktig diameter i förhållande till spårbredden, blir fördelen gentemot pinnfräsar större, särskilt när spårbredden blir mindre.
5. Grundläggande tips för att få fram prestanda ─ Överhäng, antal tänder och Chips
1. Håll överhänget så kort som möjligt
Spindellängd, stödstyvhet, distansnoggrannhet och monteringsnoggrannhet påverkar direkt slutresultatet. Överdrivet överhäng kan orsaka sidoväggsdeformation, dimensionsvariation och vibrationer.
2. Fler tänder är inte alltid bättre
Ett större antal tänder kan förbättra produktiviteten, men det minskar spånfickans kapacitet. I klibbiga material, långa Chip-Application och djupa spår kan ett ökat antal tänder ha motsatt effekt. Det kan också leda till problem med effektiv Chip-tjocklek, vilket diskuteras senare.
3. Underskatta inte kast
Smuts på monteringsytor, dålig distansnoggrannhet eller otillräcklig fastspänning kan koncentrera belastningen på specifika skäreggar. Detta kan leda till dålig ytfinish, urflisning och breddförsämring, så kontroll före montering är avgörande.
4. Ge högsta prioritet åt Chip-evakuering
Ett typiskt problem i djupa spår är återkapning av Chips eller Chip-igensättning. Coolant-räckvidd, Chip-evakueringsriktning och skärriktning bör utformas som en helhet.
5. Verktygslivslängden ändras beroende på hur Cuttern går in i arbetsstycket
Om verktyget går in med full belastning plötsligt, kan tjocka Chips på utgångssidan och stötar förkorta verktygslivslängden. Rullande ingång och minskning av matningen vid ingången är effektiva motåtgärder.
6. Den mest förbisedda punkten med spårfräsar ─ Chip-tjocklek
På grund av sin struktur tenderar spårfräsar att arbeta med liten ae/DC. Om skärförhållandena endast bestäms av den uppenbara matningshastigheten, kan skäreggen sluta med att “gnugga snarare än att skära.”
Slutsats
Verktyget är bara lätt engagerat, men matningen reduceras ytterligare
Detta är det vanligaste felmönstret med spårfräsar. När buller, bränning, för tidigt slitage eller dålig ytfinish uppstår, kontrollera först Chip-tjockleken.
Steg för att återställa korrekt skärning
- Kontrollera om tillräcklig Chip-tjocklek säkerställs för ae/DC-förhållandet
- Öka fz till ett lämpligt värde
- Vid behov, minska antalet tänder för att öka arbetet som utförs av varje tand
- Justera balansen mellan spindelhastighet och matningshastighet
- Skifta från “gnuggning” tillbaka till “korrekt skärning”
PUNKT
Beroende på hur skärförhållandena ställs in, kan du själv begränsa verktygets prestanda
Spårfräsar är högproduktiva verktyg. Innan du antar att “verktyget inte kan skära”, misstänk först att matningshastigheten helt enkelt är för låg.
Enkel Chip-tjocklekskalkylator
Genom att ange verktygsdiameter DC, radiellt skärdjup ae, antal tänder z, spindelhastighet n och bordmatning Vf, beräknar detta verktyg omedelbart matning per tand fz, maximal Chip-tjocklek hex, genomsnittlig Chip-tjocklek hm och ae/DC.
ae/DC = ae / DC
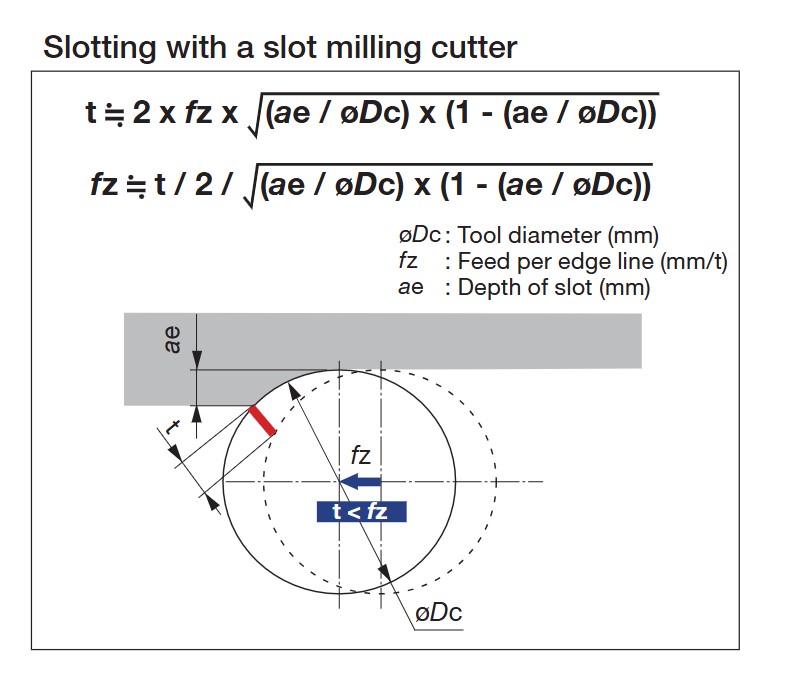
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Ungefärliga formler för periferimilling där ae < DC. För full spårfräsning, ställ in ae = DC, med hex = fz och hm ≒ 2fz/π.
Hur man använder kalkylatorn
- Ange dina nuvarande bearbetningsförhållanden — DC, ae, z, n och Vf
- Om hex är under 0,02 mm, är gnuggning ett stort problem. Överväg att öka fz eller minska antalet tänder
- Om ae/DC är under 10 %, är det ofta nödvändigt att höja matningen flera gånger högre än den uppenbara fz för att uppnå korrekt skärning
7. Felsökningsguide efter symptom
| Symtom | Huvudsakliga orsaker | Punkter att granska |
|---|---|---|
| Vibrationer | Överdrivet överhäng / plötsligt ingrepp / gnuggning på grund av otillräcklig matning | Korta överhänget, minska spindelhastigheten något, öka fz för att verktyget ska skära, granska egggeometri och antal tänder |
| Instabil spårbredd | Kast / främmande material under montering / deformation av tunnväggigt arbetsstycke | Kontrollera distanser och kontaktytor, överväg konfigurationer med justerbar bredd, förstärk arbetsstyckets fastspänning |
| Sidoväggsdeformation | Spindeldeformation / dålig stödparallellitet / överdriven skärkraft | Kontrollera stödparallellitet, korta överhänget, granska materialavverkning per pass |
| Urflisning av egg eller för tidigt slitage | Chip-igensättning / stöt vid ingång / ojämn belastning | Förbättra Chip-evakuering, minska matningen vid ingången, minska kast, granska antal tänder |
| Bränning eller gnisslande ljud | Överdriven skärhastighet / gnuggning på grund av för låg matning / resonans i tunnbladig såg | Minska först spindelhastigheten, justera sedan till korrekt matning. Undvik överdrivna skärhastigheter med tunna slitsågar |
8. Dedikerade spårfräsar för specifika industrier ─ Världen av specialformade Cutters
Standardkatalogartiklar och automatiska ritningssystem kan endast täcka specialformer som kan uttryckas parametriskt. I verklig tillverkning finns det dock en tydlig efterfrågan på att färdigställa komplexa formprofiler i ett enda pass.
Det är här helt anpassade specialformade Cutters kommer in. Tungaloy har omfattande erfarenhet av industriella Application såsom fordonsindustrin, byggmaskiner, energi och industrimaskiner.
PUNKT
Anpassning skräddarsydd för varje industriell Application
Automatiska ritningssystem är utformade för snabbhet och standardisering. Specialformade Cutters är utformade för att konsolidera komplexa former som standardverktyg inte kan täcka till ett enda verktyg.
1. Kugghjulsfräsar ─ Beprövad prestanda inom byggmaskiner, jordbruksmaskiner, industrimaskiner och vindkraftsväxlar
- Application: Bearbetning av kuggprofiler för kugghjul, splinesaxlar, serrationer och liknande komponenter
- Styrka: Kuggprofilen är inbyggd i skäreggen, vilket möjliggör kuggutrymmesformning i ett enda pass. Kugghjulsbearbetning kan utföras enklare på allmänna bearbetningscentra
- Viktig fördel: Helt anpassad design matchad till modul, antal tänder, tryckvinkel och profilförskjutning
2. Cutters för bearbetning av fästen och bromsok
- Application: Stegade spår, bågspår och komplex profilbearbetning av fordonsbromsok, upphängningsfästen och chassikomponenter
- Styrka: Optimerad tandarrangemangsdesign som undertrycker vibrationer i arbetsstycken med låg styvhet
- Viktig fördel: Specifikationsdesign som balanserar verktygslivslängd och dimensionsstabilitet i massproduktionslinjer
3. Cutters för bearbetning av skruvrotorer
- Application: Grovbearbetning till semifinish av han- och honrotorspår för skruvkompressorer, skruvpumpar och vakuumpumpar
- Styrka: Komplexa skruvprofiler formbearbetas med en dedikerad skäreggsprofil
- Viktig fördel: Helt anpassad design nära unika verktyg för varje rotordiameter, stigning och tandprofil. Stöder även långa tandhöjder och komplexa kurvor

Omfattande antagningsregister byggda över olika industrier
Tungaloy’s specialformade Cutters har använts i många år på massproduktionsanläggningar inom nyckelindustrier som fordonsindustrin, byggmaskiner, jordbruksmaskiner, industrimaskiner och energi. Genom Application inklusive kugghjul, fästen och bromsok, samt skruvrotorer, har Tungaloy samlat designkunskap och ett omfattande Application-bibliotek som adresserar bearbetningskraven för varje industri.
Slutsats
Former som inte helt kan uttryckas av automatiska ritningssystem är precis där specialformade Cutters briljerar
Eftersom Tungaloy har byggt upp en beprövad meritlista inom många industrier, kan de designa Cutters optimerade för varje bearbetningsutmaning.
Sammanfattning ─ Att få fram värdet av spårfräsar
Spårfräsar är inte “verktyg endast för avstickning och spårfräsning” De visar sitt verkliga värde i moderna bearbetningsutmaningar som djupa spår, sidoväggsnoggrannhet, undvikande av interferens och sidoangreppsbearbetning på 5-axliga maskiner.
Men eftersom spårfräsar tenderar att arbeta med liten ae/DC på grund av sina verktygsegenskaper, är förståelse för Chip-tjocklek utgångspunkten för att ställa in skärförhållanden.
- Spårfräsar är starka inom spårfräsning, sidoväggsbearbetning, avstickning och undvikande av interferens
- Vid spårfräsning är de ofta bland de mest produktiva alternativen
- Överhäng, montering och kast bestämmer slutresultatet
- Fler tänder är inte alltid bättre. Kontrollera spånfickans kapacitet och Chip-evakuering
- Anta inte omedelbart att “verktyget inte kan skära”; misstänk först att “matningshastigheten är för låg”
- När ae/DC är liten, kontrollera alltid Chip-tjocklek
- För former som inte kan täckas av standardverktyg eller automatiska ritningssystem, kan specialformade Cutters möjliggöra processkonsolidering
Val av spårfräs kan övervägas steg för steg beroende på svårighetsgraden av bearbetningsutmaningen: “standardserier / verktyg med utbytbara huvuden → specialverktyg skapade genom automatisk ritning → helt anpassade specialformade Cutters.” Efter att ha förstått grunderna, överväg det alternativlager som bäst matchar svårighetsgraden för din egen bearbetnings-Application.