
Detta är vägen till framgång som Tungaloy’s säljare har gått tillsammans med sina kunder.
Uppnå 48 timmars obevakad helgdrift! Vilket Chamfering-verktyg löste flaskhalsen som blockerade obemannad tillverkning?
IntervjusamarbeteTsubakimoto Mayfran Inc.


Tungaloy säljare
Takahiko MurataTakahiko Murata
- Hemstad
- Kyoto City, Kyoto Prefecture
- Karriär
- Anställd i januari 1987 (rekryterad mitt i karriären). 36:e året.
- Hobbyer
- Jag började med alpin skidåkning i högstadiet och tävlar fortfarande aktivt idag.
Under lågsäsongen är det bara golf som gäller.
Alla som är involverade i metallbearbetning har sett en ”Chip-transportör” minst en gång. Denna gång presenterar vi en fallstudie om förbättringar relaterade till Chip-transportörer.
Tsubakimoto Mayfran Inc., med huvudkontor i Koka City, Shiga Prefecture, grundades 1973 som ett joint venture mellan Tsubakimoto Chain Co. och Mayfran International. År 1974 började företaget tillverka sin ”ChipTote” Chip-transportör. Sedan dess har företaget utvecklat ett brett utbud av materialhanteringsprodukter och är nu allmänt känt som en omfattande tillverkare av materialhanterings- och kylvätskebearbetningsutrustning.
Tsubakimoto Mayfran Inc. fortsätter att leverera produkter och tjänster av högsta kvalitet för att uppnå global kundnöjdhet och förtroende inom området ”hantering och bearbetning” av ”metallspån, kylvätska och fast avfall”.
Projekt för intern tillverkning av bandstift
Tsubakimoto Mayfran Inc. tillverkar transportörer – deras flaggskeppsprodukt – vid sin huvudfabrik i Koka City, Shiga Prefecture. Huvudfabriken är moderfabriken som hanterar allt från plåtbearbetning till svetsning, montering och målning i en integrerad transportörproduktionsprocess. Det var under denna tid som ett problem uppstod med upphandlingen av bandstift, en av de viktigaste transportörkomponenterna. Tidigare hade huvudfabriken nästan inte utfört några metallbearbetningsoperationer, och bandstift som krävde bearbetning hade lagts ut på entreprenad. Det blev dock svårt för underleverantören att fortsätta produktionen. För att lösa detta problem lanserades ett projekt för intern tillverkning av bandstift. Herr Ichihashi från produktionsingenjörsavdelningen, som hade djup kunskap om metallbearbetning, utsågs till projektledare.

”Genom att flytta den tidigare utlagda produktionen av bandstift till vår huvudfabrik kunde vi uppnå många fördelar, så vi beslutade att gå vidare med intern tillverkning. Intern produktion möjliggör flexibel produktionsplanering enligt efterfrågan och underlättar småskalig produktion. Vid outsourcing behövde vi upprätthålla stora komponentlager (pågående arbete) på grund av orderstorlekar och ledtider. Genom att tillverka internt kan vi flexibelt anpassa produktionsscheman och partistorlekar för att matcha kundkrav. Implementering av just-in-time-produktion har resulterat i en betydande minskning av komponentlagret.”
Detta var ett viktigt projekt med förväntade förbättringar i produktionseffektiviteten.
”Utöver förväntningar på minskade ledtider och lagerreduktion satte vi även kostnadskonkurrenskraft som ett mål för detta lanseringsprojekt. Med tanke på produktionskostnaderna var utlandstillverkning ett alternativ, men att producera komponenter vid huvudfabriken – den slutliga monteringsplatsen – är optimalt med avseende på transportledtider (lokal produktion för lokal konsumtion). Därför satte vi som mål att bygga en produktionslinje med kostnadskonkurrenskraft som kan matcha utlandsproduktion även med inhemsk tillverkning. Vi trodde att nyckeln till att uppnå kostnadskonkurrenskraft var ‘automatisering och förlängd obevakad drift.’”
Utseende och struktur av gångjärnstyp stålbandtransportör
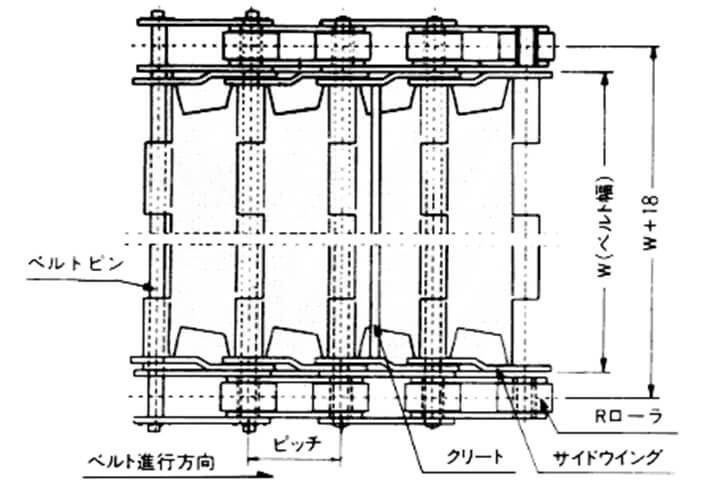
Utseende av bandstift

Flaskhalsen som blockerar obevakad drift
För att uppnå de uppsatta målen fortskred linjekonstruktionen. Eftersom bandstift är långa cylindriska delar, antogs en stångmatare för materialtillförsel. Dessutom, för att automatisera omgripning av långa arbetsstycken och bearbetning av båda ändarna, valdes en NC-svarv med en subspindel, vilket automatiserade allt från arbetsstyckesladdning, bearbetning, till arbetsstyckesurladdning.
Bandstift finns i olika modeller med olika diametrar och längder. Bearbetningsprogram skapades och verifierades för varje modell, och uppstarten av fabrikens första bearbetade komponenter slutfördes framgångsrikt.
Även om bearbetningsuppstarten slutfördes framgångsrikt, hade det andra målet – att uppnå förlängd obevakad drift – ännu inte uppnåtts. Verktygen som användes i två processer hade kort livslängd, och den höga frekvensen av verktygsbyten gjorde förlängd drift omöjlig.
”Vi siktade på att bearbeta modeller med relativt stora produktionspartier genom obevakad drift under helger. Till exempel, slutföra inställningen när man går hem på fredagen och starta bearbetningen. Om vi kunde köra obevakad bearbetning över helgen (lördag och söndag), skulle det bidra avsevärt till linjens produktionseffektivitet och produktionskostnader. För att uppnå detta behövde vi uppnå cirka 48 timmars obevakad drift, men problem med verktygslivslängden i flaskhalsarna hindrade oss från att nå målet.”
Flaskhalsar i bandstiftsbearbetning
Flaskhals 1: Parting Off / Ändytessvarvning
Eftersom produktionen använde en stångmatare var Parting-processen en av huvudoperationerna. Dessutom, på grund av begränsningar i antalet verktyg och revolverstationer som behövdes för att bearbeta olika modeller, användes Parting-verktyget även för ändytessvarvning för att konsolidera verktygsanvändningen.
Flaskhals 2: Spot Drilling + Chamfering
För att förbättra hålpositionens noggrannhet utfördes Spot Drilling före hålbearbetningen. Eftersom dessa hål krävde C-Chamfering, utformades processen för att använda ett 90° Chamfering-verktyg som drevs djupare i förväg för att kombinera Spot Drilling och Chamfering i en enda operation.
Bearbetningsbild av processen ”Spot Drilling + Chamfering”
- Process 1
Spot Drilling + Chamfering

- Process 2
Drilling
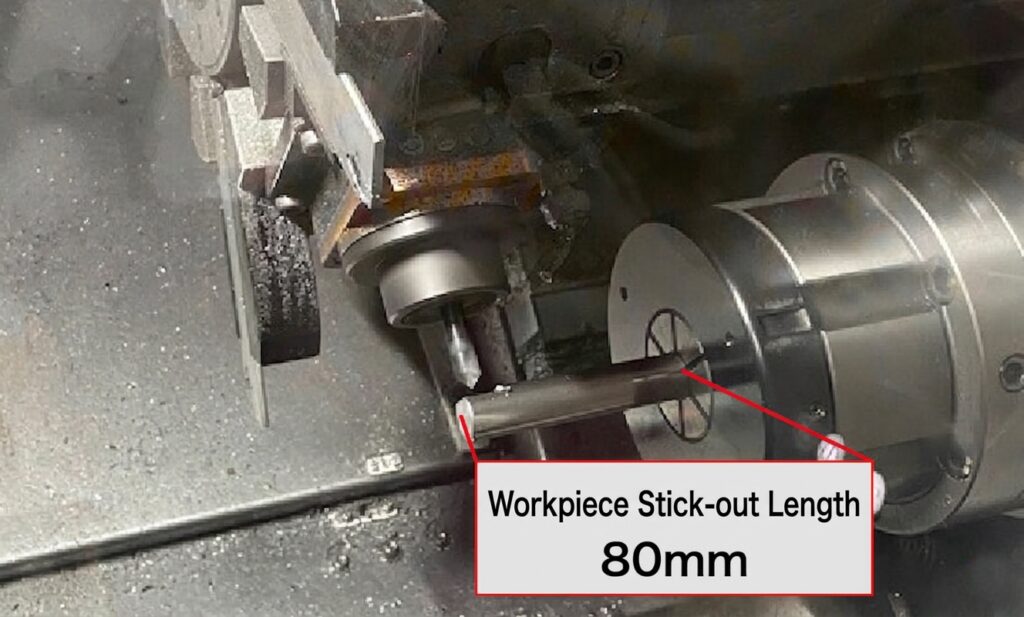
”Processen som jag kände var särskilt problematisk var denna ‘Spot Drilling + Chamfering’-process. På grund av interferens mellan spännhylsan som griper arbetsstycket och den roterande verktygsenheten, samt maskinens fräsområdesbegränsningar, behövde arbetsstycket sticka ut cirka 80 mm för fräsoperationer. Dessutom, eftersom bearbetningen skedde nära ändytan, måste den göras i en konsoluppsättning. Med arbetsstycket i ett lågstyvt tillstånd blev bearbetningen instabil. Vibrationer var särskilt uttalade på bandstiftsmodeller med mindre diameter, vilket resulterade i Chamfer med oregelbundna hålformer.”
”Vi hade begärt verktygsförbättringar från flera tillverkare och arbetade med verktygsförbättringar. Vi hade specialverktyg tillverkade av en tillverkare och utförde tester, men vi kämpade för att hitta ett verktyg som levererade den förbättring vi behövde.”
Målet med förlängd obevakad drift hade nått en återvändsgränd.
NC-svarv med stångmatare och subspindel använd för bearbetning av centrumstift

Vy av processen ”Spot Drilling” + ”Chamfering”
Lösningar för flaskhalsen
Det var ungefär vid denna tidpunkt som herr Ichihashi och Murata från Tungaloy’s Kyoto försäljningskontor träffades för första gången.
En konsultationsförfrågan angående bearbetning med en borrprodukt som herr Ichihashi hade valt nådde Murata via en distributör. När Murata besökte herr Ichihashi fick han veta om de utmaningar som herr Ichihashi stod inför.
”För förbättringen av Parting/ändytessvarvningsverktyget föreslog jag TungCut. TungCut har ett unikt bågformat skärläge som ger starkt motstånd mot sidokrafter, vilket gör det till en serie av spårsticknings-/Parting-verktyg som inte bara kan Parting utan även svarvoperationer. Jag valde AH7025, vår senaste kvalitet, för skäret. Eftersom denna kvalitet redan hade levererat utmärkta resultat hos andra kunder, rekommenderade jag att testa med den.”
”När vi testade AH7025 uppnådde vi förlängd verktygslivslängd och löste en av flaskhalsarna. Ursprungligen använde vi kylvätska för bearbetning ur ett perspektiv av verktygslivslängd och ytkvalitet. Men att använda kylvätska kräver periodiskt byte på grund av försämrad vattenkvalitet, och att kassera den som spillolja väcker miljöhänsyn som har blivit alltmer problematiska nyligen. Vi ville etablera torr bearbetning utan kylvätska. I det avseendet levererade AH7025 tillfredsställande ytkvalitet även vid torr bearbetning samtidigt som den tillräckligt uppnådde den önskade verktygslivslängden. Vi var ärligt talat imponerade av er verktygsteknik.”
”För den andra flaskhalsen – ‘Spot Drilling + Chamfering’ – förväntade jag mig att det skulle vara en svår förbättring med tanke på arbetsstycket med liten diameter och långa överhängsförhållanden. Eftersom vändskärsverktyget TungMeister erbjuder ett brett utbud av Chamfering-huvuden, undersökte jag om vi kunde välja det optimala huvudet för bandstiftsbearbetning från detta sortiment.”

Vändskärsfräs TungMeister: Omfattande variationer av Chamfering-huvuden
Vändskärsfräsen TungMeister erbjuder ett omfattande sortiment av huvuden utöver fyrkantiga huvuden, inklusive höghastighets-, kulnos-, Chamfering-, Drilling- och spårfräshuvuden. Chamfering-verktygssortimentet har särskilt Chamfering-huvuden med tydligt olika egenskaper.

”Bland de flera tillgängliga huvudtyperna valde jag VDS-typen – den skarpaste skärande och lägsta motståndsdesignen – för denna applikation.”
TungMeister Chamfering-huvuden finns i tre typer: ”VCP-typen med pressformad design för kostnadseffektivitet”, ”VCA-typen med flerskärig design för produktivitet” och ”VDS-typen med hög spiralvinkeldesign för lågmotståndsskärning”.
”Jag valde VDS-typen i förväntan att dess stora spiralvinkel och lågmotståndsdesign skulle vara lämplig för denna applikation. Dessutom, när jag undersökte konkurrentens Chamfering-verktyg som Tsubakimoto Mayfran använde, hade ingen av dem tunnare skäregg. Jag tänkte att användning av VDS-typen med dess tunnare funktion skulle minska thrust force, och därmed undertrycka arbetsstyckets avböjning även på arbetsstycken med låg styvhet.”
TungMeister Chamfering-huvudsortiment

Kostnadseffektiv VCP-typ (med centrumskäregg)

Produktivitetsfokuserad VCA-typ (utan centrumskäregg)

Skärpefokuserad VDS-typ (med centrumskäregg)
Egenskaper hos VDS-typ
- Frontvy av VDS-huvud
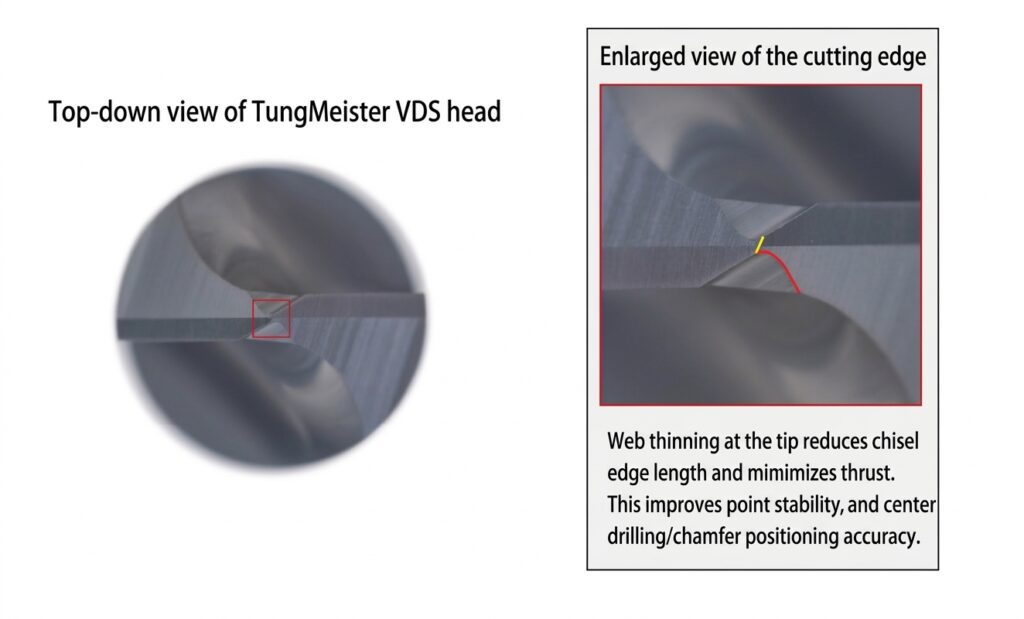
- VDS-huvud

Uppnå 48 timmars obevakad helgdrift
Med höga förväntningar på framgång började testerna. Medan det konventionella verktyget hade bearbetat med vibrationer, undertryckte VDS-typen vibrationerna avsevärt. Efter att ha bekräftat stabil bearbetning, gick testningen vidare till ett löpande produktionstest. Testresultaten visade:
- Verktygslivslängden förlängdes till 3 000 delar – 5 gånger den tidigare inställningen på 600 delar
- Det Chamferade området, som tidigare hade varit en oregelbunden form, blev en ren cirkulär form, vilket förbättrade produktkvaliteten
Dessa var betydande förbättringar.
”Resultaten från bearbetningen med detta verktyg var en häpnadsväckande serie av nya upptäckter. Att lösa de två flaskhalsarna och uppnå 48 timmars obevakad helgdrift har bidragit stort till att förbättra produktiviteten på bandstiftsbearbetningslinjen. Bandstiftsbearbetning med allmänna maskiner har ännu inte uppnåtts ens utomlands, så jag tror att denna nya linje har byggts med kostnadskonkurrenskraft som kan matcha utlandsproduktion.”
”Utöver förbättrad bearbetningsstabilitet och förlängd verktygslivslängd uppskattar vi också enkelheten med verktygsbyte med TungMeister. Med solida verktyg krävde varje verktygsbyte att man lossade och drog åt spännhylsan igen, justerade verktygets överhängslängd och gjorde korrigeringar av verktygslängdsförskjutningen i NC-programmet. Vi hade också använt Chamfering-verktyg med skruvmontering av huvudet, men det förekom incidenter där skruvar tappades och förlorades inuti maskinen under borttagning. TungMeister, som möjliggör huvudbyte med endast en nyckel utan att ta bort skaftet, har också lett till förbättringar i verktygsbytesoperationerna.”
Fördelarna som är unika för vändskärsverktyg på svarvar – där verktygsbyten i maskinen är frekventa – uppskattades tydligt.

Bearbetad Chamfer med TungMeister VDS-huvud

Viktiga förbättringspunkter
-
Lågmotstånd Chamfering-huvud VDS-typ användes för ”Spot Drilling” + ”Chamfering” under förhållanden med låg arbetsstyckesstyvhet – uppnådde stabil bearbetning och dramatiskt förbättrad verktygslivslängd
VDS-huvudet har en design med hög spiralvinkel och tunnare skäreggsgeometri. Det minskar skärmotståndet och undertrycker arbetsstyckets avböjning, vilket möjliggör stabil bearbetning även under förhållanden med låg styvhet.
-
Att lösa flaskhalsar möjliggjorde 48 timmars obevakad produktion
Stabiliserad bearbetning förbättrade verktygslivslängden avsevärt. Minskad frekvens av verktygsbyten bidrog till att förlänga den obevakade drifttiden.
Mot ännu längre obevakad drift
Tsubakimoto Mayfran är inte nöjda med de nuvarande förbättringarna och arbetar redan mot ytterligare förstärkningar.
”Nu när de två flaskhalsarna har lösts, har en annan bearbetningsprocess – planfräsning – blivit den nuvarande flaskhalsen. Genom att förbättra denna process vill vi utmana 60 timmars obevakad drift härnäst.”
När Murata hörde nästa mål svarade han:
”I likhet med processen ‘Spot Drilling + Chamfering’ involverar planfräsning också förhållanden med låg styvhet. Även här vill jag sträva efter stabil bearbetning och förlängd verktygslivslängd genom att välja en fräs med lägsta möjliga skärmotstånd.”
”Sedan jag började på detta företag har jag värdesatt mottot ‘En knipa är en chans’ som en äldre kollega lärde mig. Som i detta fall går saker ibland bra, men det finns också tillfällen då bearbetningen inte går som planerat och problem uppstår. Men istället för att ge upp lätt, tror jag att det viktigaste är att utforska om det finns andra idéer eller förbättringsåtgärder och att fortsätta utmana. Jag känner att att lösa problem i särskilt svåra fall stärker den efterföljande förtroenderelationen med kunden.”
Murata är fast besluten att stödja nästa utmaning att uppnå 60 timmars obevakad drift också.
”Det finns många saker inom bearbetning som man bara kan förstå genom att faktiskt prova. Vi avser att fortsätta utmana oss själva utan att begränsas av befintliga koncept.”
Herr Ichihashi delade sina ambitioner för nästa utmaning.
På Tungaloy kommer vi att fortsätta sträva efter att stödja de tillverkningsproffs som tar sig an nya utmaningar varje dag.

Vänster: Herr Daisuke Kuroiwa, sektionschef, tillverkningsavdelningen, 1:a tillverkningssektionen
Höger: Herr Junpei Ichihashi, produktionsingenjörsavdelningen
Produkter som presenteras i denna artikel
Välj det optimala verktyget från ett brett utbud av verktygsgeometrier för att förbättra bearbetningseffektiviteten
TungMeister
Dramatiskt minska verktygsbytestiden