Grunderna i chipbreakers — från grundläggande teori till val
När människor hör ordet ”spånbrytare” föreställer sig många kanske ett spår som är utformat för att bryta spån.
I praktiken avser dock en chipbreaker hela uppsättningen skäreggspecifikationer, inklusive spånvinkel, land och honing.
Det är ett nyckelelement för processstabilitet, som inte bara ansvarar för spånkontroll utan även för kontroll av skärkrafter och säkerställande av skäreggsstyrka samtidigt.
Denna artikel förklarar systematiskt allt från principerna för chipbreakers till valmetoder, överväganden per arbetsmaterial och felsökning.
Vad du kommer att lära dig i denna artikel
- Vad är en chipbreaker? — Definition som skäreggspecifikationer
- Varför är chipbreakers nödvändiga?
- När ingen chipbreaker är det bättre valet
- Hur spånor bryts: principen
- Vad är den ideala spånformen?
- Grundläggande kriterier för val av chipbreaker
- Skillnader mellan chipbreakers för finbearbetning, medelskärning och grovbearbetning
- Chipbreakers fungerar i kombination med skärförhållanden
- Överväganden per arbetsmaterial (ISO P/M/K/N/S/H)
- Granskningspunkter när det inte fungerar bra
- Sammanfattning
1. Vad är en chipbreaker?
I snäv bemärkelse avser termen chipbreaker spåret eller den framskjutande geometrin på skärets spånsida för att bryta spånor.
I faktisk skärdesign avser dock en chipbreaker hela uppsättningen skäreggspecifikationer, inklusive inte bara spånbrytning utan även kontroll av skärkrafter och skäreggsstyrka. Denna artikel förklarar chipbreakers baserat på denna bredare definition.
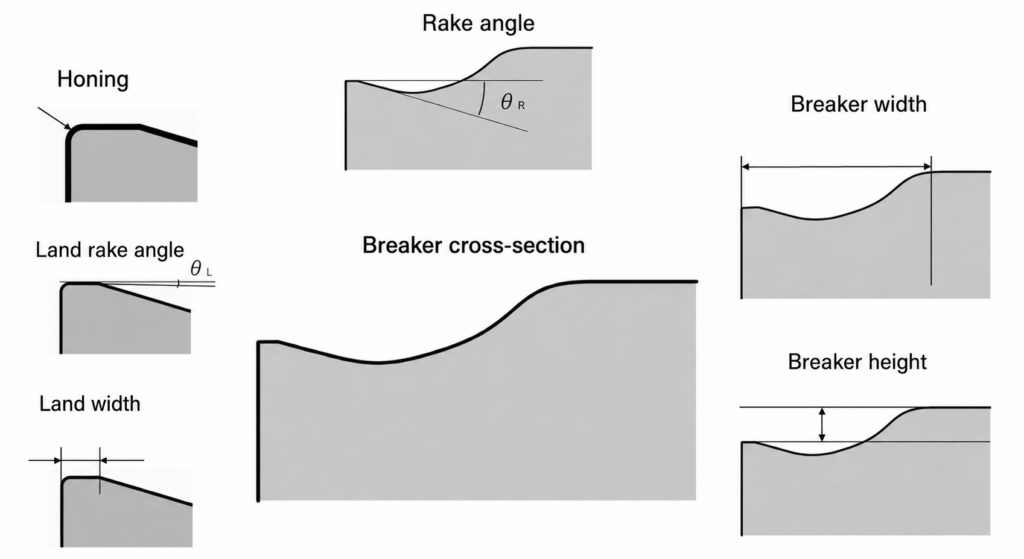
Element som utgör en chipbreaker
- Breakerbredd — Spårbredd som bestämmer avståndet över vilket spånor krullas
- Breakervägghöjd — Höjden på väggen som tar emot och böjer spånan
- Spånvinkel — Vinkel som påverkar spånflödesriktning och skärkrafter
- Landbredd — Bredden på det plana området omedelbart bakom skäreggen
- Landspånvinkel — Lutningsvinkeln på landytan.
- Honing (eggpreparering) — Lätt avrundning applicerad på skäreggen
Förhållande mellan parameterfaktorer och deras effekter
Tabellen nedan sammanfattar hur förändringar i varje element påverkar tre faktorer: ”spånbrytande förmåga”, ”skärkraft” och ”skäreggsstyrka”.
| Parameterfaktor | Förändringens riktning | Spånbrytningsprestanda | Skärkrafter | Skäreggsstyrka |
|---|---|---|---|---|
| Breakerbredd | Gör smalare | ↑ Lättare att bryta spånor | ↑ Ökar | – |
| Breakervägghöjd | Gör högre | ↑ Lättare att bryta spånor | ↑ Ökar något | – |
| Spånvinkel | Öka positiv vinkel | ↑ Lättare att krulla | ↓ Minskar | ↓ Minskar |
| Landbredd | Gör bredare | ↓ Försämras något | ↑ Ökar | ↑ Förbättras |
| Landspånvinkel | Öka negativ vinkel | ↓ Försämras något | ↑ Ökar | ↑ Förbättras |
| Honing | Gör större | ↓ Försämras något | ↑ Ökar | ↑ Förbättras |
PUNKT
Att ”välja en spånbrytare” motsvarar att välja den övergripande balansen för dessa skäreggsspecifikationer.
Spånbrytningsprestanda, skärkrafter och skäreggsstyrka står i ett avvägningsförhållande, så det är viktigt att hitta den optimala balansen för bearbetningsmålet.
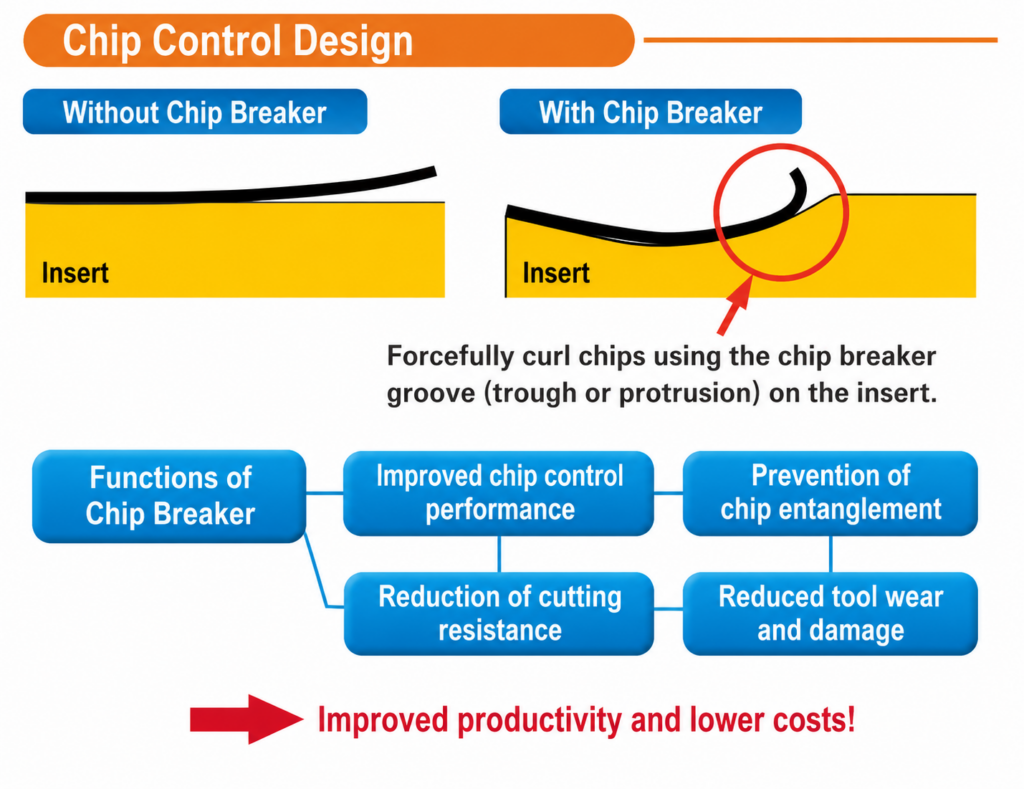
2. Varför är chipbreakers nödvändiga?
Problem när det inte finns någon chipbreaker
- Långa kontinuerliga spånor → spånor som lindas runt arbetsstycket eller verktyget
- Risk för repade bearbetade ytor och maskinstopp
- Säkerhetsproblem för operatören, eftersom långa spånor är vassa och farliga
- Särskilt i automatmaskiner och kontinuerlig bearbetning kan dålig spånevakuering direkt leda till processstopp
Fördelar med att ha en chipbreaker
- Förbättrad bearbetningseffektivitet — Spånor bryts och evakueras korrekt
- Längre verktygslivslängd — Förhindrar onormala belastningar orsakade av spåntrassling
- Stabil bearbetningskvalitet — Minskar spånkontakt som kan försämra ytfinhet
Mer än spånkontroll — tre roller
En chipbreaker ansvarar inte bara för spånkontroll utan även för kontroll av skärkrafter och säkerställande av skäreggsstyrka samtidigt.
- Spånkontroll — Bryter och evakuerar spånor korrekt genom design av breakerbredd och vägghöjd
- Skärkrafter — Minskar motstånd genom design av spånvinkel och breakerbredd, vilket bidrar till energibesparing och undertryckning av vibrationer
- Skäreggsstyrka — Säkerställer skäreggsstyrka genom design av landbredd, landspånvinkel och honing, vilket förhindrar brott och onormalt slitage
PUNKT
En spånbrytare är ett element som samtidigt utformar ”spånkontroll”, ”skärkraft” och ”skäreggsstyrka”.
Att välja en breaker innebär att välja den optimala balansen av dessa tre faktorer. Att endast titta på spånkontroll kan leda till felaktigt val.
3. När ingen chipbreaker är det bättre valet
En spånbrytare är inte ”alltid nödvändig”, och det är inte heller sant att ”ju kraftfullare den fungerar, desto bättre”. Beroende på bearbetningsmål, arbetsmaterial och skärförhållanden finns det fall där ingen breaker eller en breaker med svag bryteffekt är mer fördelaktig.
■ När man väljer en flat top
Arbetsmaterial vars spånor naturligt bryts korta, såsom gjutjärn och mässing
Eftersom breakerns spånbrytningsfunktion är onödig kan en flat top användas för att prioritera skäreggsstyrka.
Extremt tung skärning eller avbruten skärning
Eftersom ett breakerspår kan bli en svag punkt i skäreggsstyrkan kan val av en flat top minska risken för brott.
■ När man väljer en breaker med svag bryteffekt
När man vill minska skärkrafter
En breaker som begränsar spånan ökar motståndet. När lågt motstånd prioriteras framför spånkontroll är det effektivt att välja en breaker med svag spånbegränsning för att undertrycka motstånd.
När man vill uppnå utmärkt bearbetad ytkvalitet
När spånbrytning betonas ökar spånbegränsningen av breakern spåntjockleken, vilket skapar spånor som är mer benägna att repa den bearbetade väggen. En breaker med svag begränsning kan generera spånor som är mindre benägna att skada den bearbetade ytan, vilket gör att ytkvalitet kan prioriteras.
PUNKT
Beroende på bearbetningsmål, arbetsstyckets material och förhållanden kan även ”ingen brytare” eller en ”svag brytare” vara det rätta valet.
Det är viktigt att undvika antagandet att en breaker alltid krävs och att fatta beslut som passar bearbetningsmålet.
4. Hur spånor bryts: principen
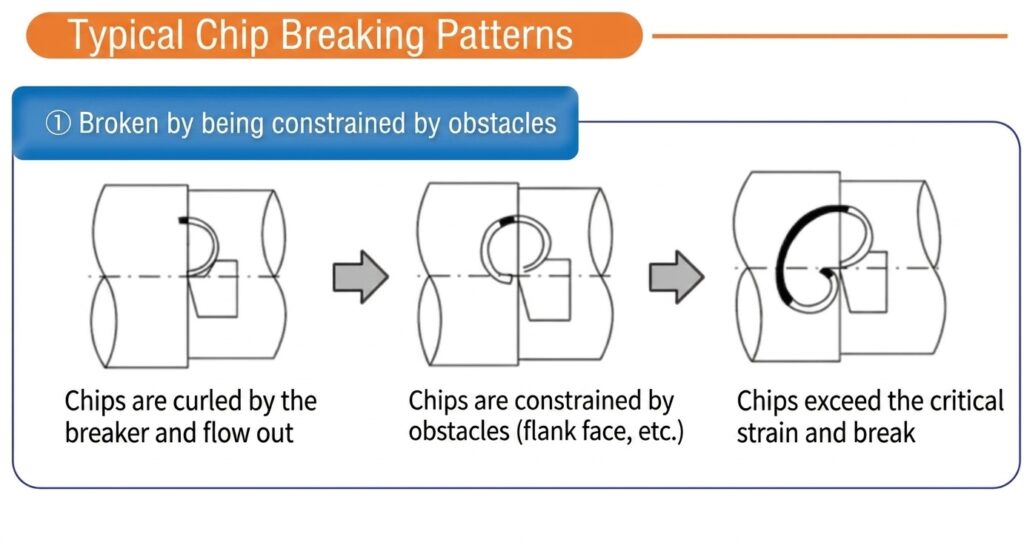
Principen genom vilken en chipbreaker bryter spånor kan förstås i följande fyra steg.
- Klippning och lyftning — Spånan börjar flöda längs spånsidan från skäreggen
- Krullning — Spånan tvingas krulla starkt av breakergeometrin, såsom spåret och väggen
- Töjningen ökar — Krullradien blir mindre, vilket ökar böjtöjningen inuti spånan
- Brytning — Spånan bryts när töjningen överskrider sin gräns
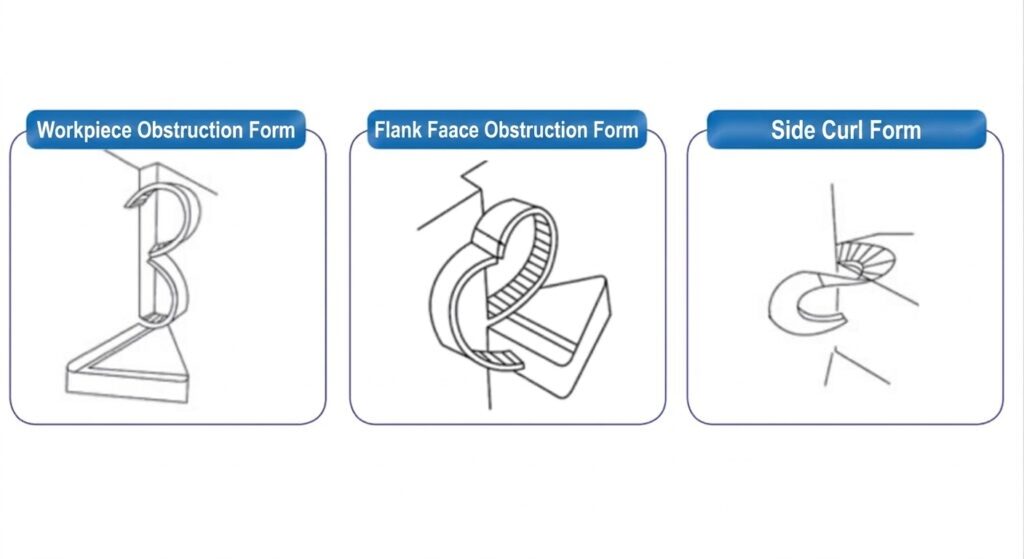
Tre spånbrytningsmönster
- Brytning mot verktyget — Den krullade spånan kolliderar med breakerväggen eller skärytan och bryts
- Brytning mot arbetsstycket — Den krullade spånan träffar arbetsstyckets yta och bryts
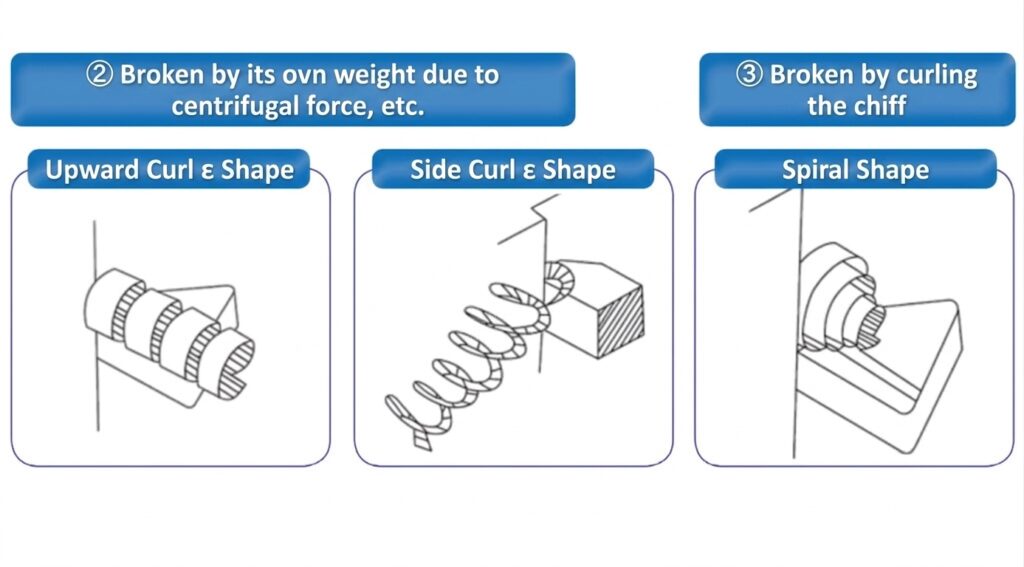
- Självbrytande typ — Spånan bryts naturligt endast genom sin egen böjtöjning
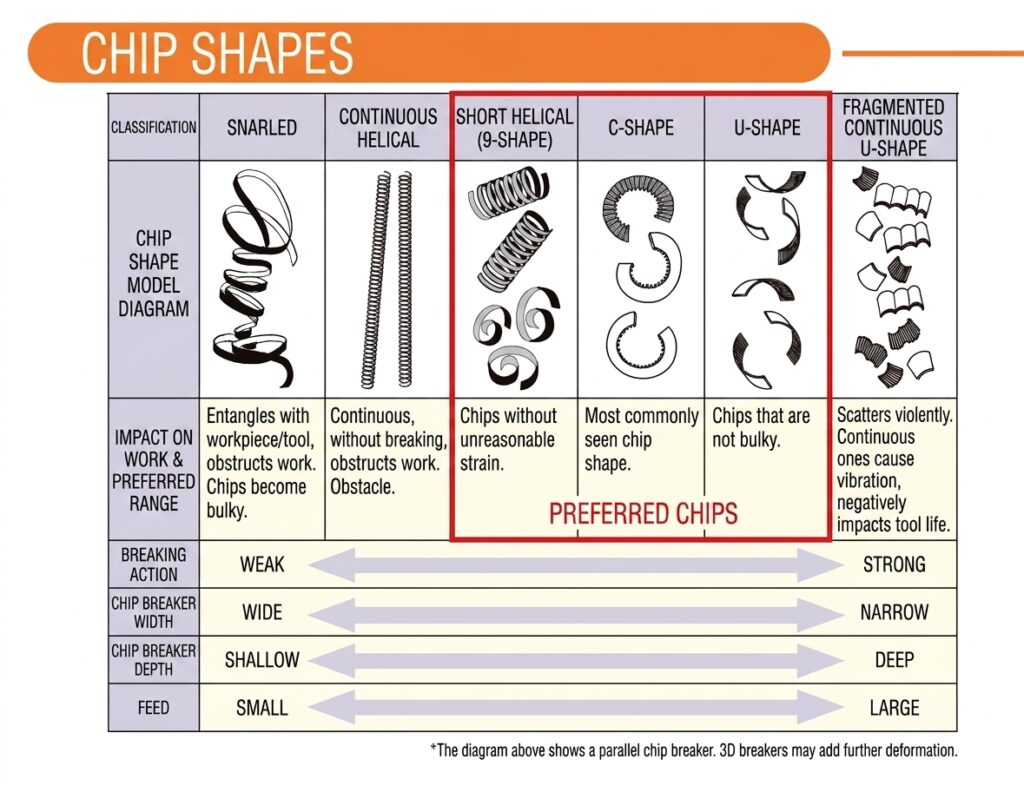
5. Vad är den ideala spånformen?
Att veta ”vilken typ av spån som är bra” ger en grund för att bedöma val av brytare och justering av förhållanden.
Ideala spånor
- Spiralformade spånor med några varv — Måttligt krullade och naturligt brutna
- Måttligt brutna C-formade spånor — Inte för korta och inte för långa, lätta att evakuera
Oönskade spånor
❌ Alltför långa kontinuerliga spånor
Dessa lindas runt arbetsstycket eller verktyget och repar den bearbetade ytan. I automatmaskiner kan de orsaka processstopp på grund av dålig evakuering.
❌ Extremt fina och hårda spånor
Detta indikerar att breakern begränsar spånan för starkt. Det ökar belastningen på skäreggen, vilket leder till kortare verktygslivslängd och högre risk för brott.
PUNKT
Det ideala spånet är ”inte för kort, inte för långt och lätt att evakuera”.
Målet är inte bara att bryta spånor; balans är viktigt.
6. Grundläggande kriterier för val av chipbreaker
Det finns tre huvudsakliga grundläggande kriterier att överväga vid val av chipbreaker.
① Bearbetningsområde
Detta avser kategorierna finbearbetning, medelskärning och grovbearbetning. Eftersom den erforderliga skärpan, skäreggsstyrkan och spånkontrollförmågan skiljer sig åt, välj ett breakersystem som passar bearbetningsområdet.
② Arbetsmaterial
Spånbildningen varierar kraftigt beroende på arbetsmaterialet, såsom stål, rostfritt stål, gjutjärn, non-ferrous metals och värmebeständiga legeringar. Varje tillverkare tillhandahåller breakersystem som motsvarar ISO-klassificeringar (P/M/K/N/S/H).
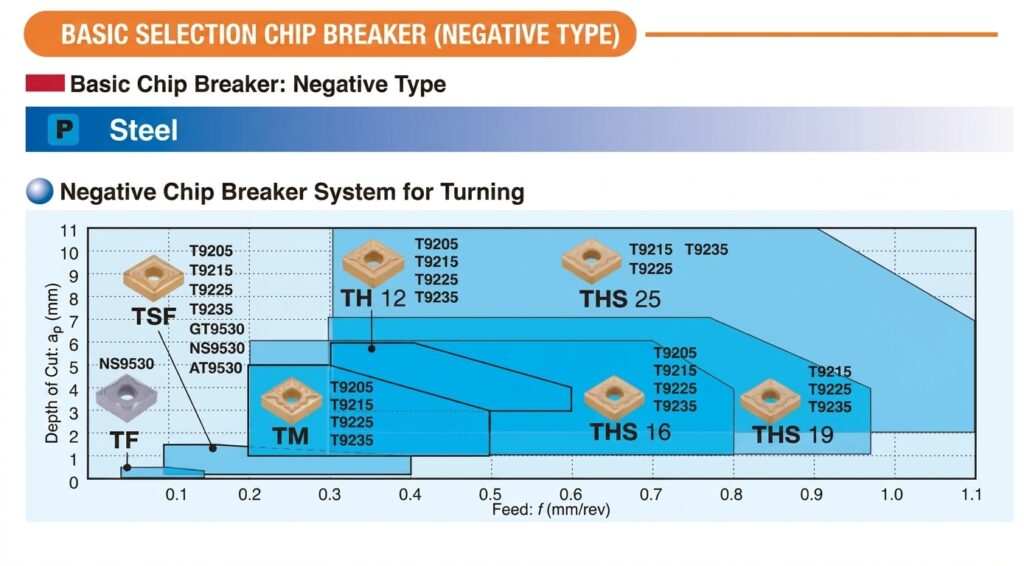
③ Skärdjup (ap) och feed (f) intervall
Varje breaker har sitt eget lämpliga intervall av skärdjup och feed. Använd chipbreaker-valkarta (ap × f) som visas i kataloger för att välja en breaker som matchar bearbetningsförhållandena.
PUNKT
Hur man läser en chipbreaker-valkarta
Den horisontella axeln visar feed (f), den vertikala axeln visar skärdjup (ap), och det tillämpliga intervallet för varje breaker anges som ett område. Kontrollera vilket område dina bearbetningsförhållanden faller inom och välj motsvarande breaker.
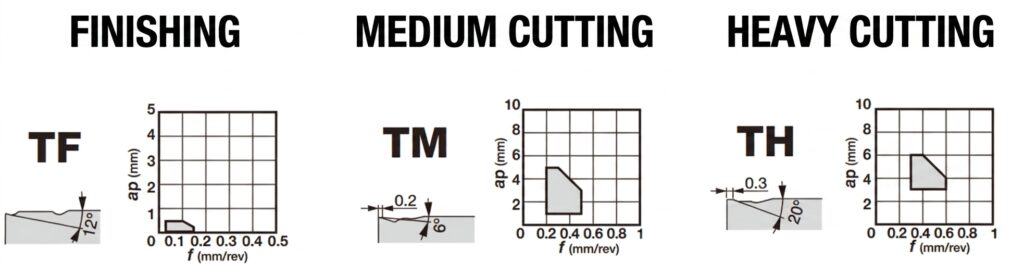
7. Skillnader mellan chipbreakers för finbearbetning, medelskärning och grovbearbetning
Prestandan som krävs av en breaker varierar kraftigt beroende på bearbetningsområdet.
| Post | För finbearbetning | För medelskärning | För grovbearbetning |
|---|---|---|---|
| Feed och skärdjup | Låg feed, grunt skärdjup | Medelintervall | Hög feed, djupt skärdjup |
| Skärpa | Skarp (lågt motstånd) | Balanserad typ | Styrkeinriktad |
| Skäreggsstyrka | Lägre | Medium | Hög |
| Ytfinish | ◎ Fördelaktig | ○ Bra | △ Ofördelaktig |
| Spånkontroll | Stödjer tunna spånor | Stödjer ett brett intervall av förhållanden | Bryter kraftfullt tjocka spånor |
| Tillämpningsintervall | Smalt (begränsade förhållanden) | Brett (förstahandsval för massproduktion) | Lämplig för tung och avbruten skärning |
Chipbreakers för finbearbetning
Designade med betoning på skärpa i låg-feed och grunt-skärdjup intervall. De är fördelaktiga för ytkvalitet och håller skärkrafterna låga. Dock kan skäreggsstyrkan vara otillräcklig under grova förhållanden eller avbruten skärning.
Chipbreakers för medelskärning
Dessa är de mest mångsidiga och är designade för att enkelt täcka ett brett intervall av förhållanden. På massproduktionsplatser är de ofta förstahandsvalet; när man är osäker är det standardmetoden att först prova en medelskärningsbreaker.
Chipbreakers för grovbearbetning
Robusta designer som stödjer djupa skärdjup, hög feed och tung skärning. De böjer spånor starkt och ger hög skäreggsstyrka, men kan vara ofördelaktiga när det gäller lågt motstånd och bearbetad ytkvalitet.
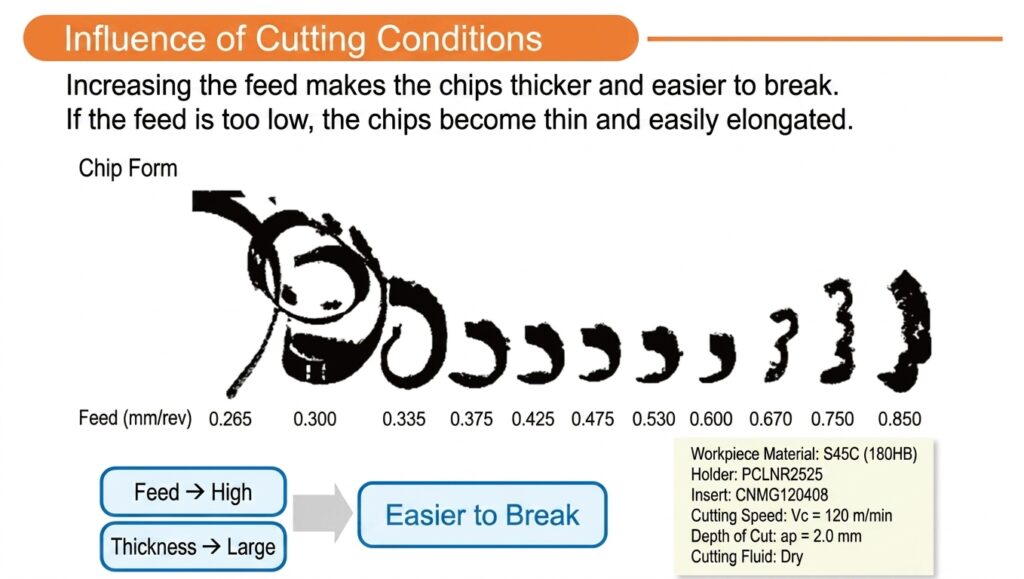
8. Chipbreakers fungerar i kombination med skärförhållanden
Chipbreaker-val slutförs inte enbart genom breakergeometri. Sättet den fungerar på förändras beroende på kombinationen med bearbetningsförhållanden.
Bearbetningsförhållanden som påverkar breakerprestanda
- Feed (f) — Om feeden är för låg blir spånorna tunna och svåra att bryta. Om den är för hög ökar överdriven begränsning skäreggsbelastningen.
- Skärdjup (ap) — Om det är för grunt blir spånbredden otillräcklig och breakern är mindre effektiv.
- Cutting speed (Vc) — I allmänhet tenderar det effektiva intervallet för breakern att bli smalare när skärhastigheten ökar.
- Coolant — Det effektiva intervallet förändras beroende på närvaro eller frånvaro av skärvätska och tillförselmetod. Högtrycks-coolant hjälper till med spånevakuering och brytning.
- Hållarvinkel (infallsvinkel) — Förändrar spånflödesriktning, tjocklek och bredd, vilket påverkar hur breakern fungerar.
PUNKT
Breakerval slutförs inte av breakern ensam
Det bestäms av kombinationen av feed, skärdjup, hastighet och coolant. I allmänhet ökar spåntemperaturen när skärhastigheten ökar och spånan blir mjukare, så feed- och skärdjupsintervallet där breakern är effektiv blir smalare.
9. Överväganden per arbetsmaterial
Spånbildningen skiljer sig kraftigt beroende på typen av arbetsmaterial, och de egenskaper som krävs av en chipbreaker förändras också. Nyckelpunkterna för varje materialgrupp sammanfattas nedan enligt ISO-arbetsmaterialklassificeringar (P/M/K/N/S/H).
ISO P Stål (kolstål och legerat stål)
- Ett representativt material för vilket breakers är lätta att tillämpa. Under lämpliga förhållanden är det relativt lätt att uppnå målspånformen.
- I allmänhet är spånkontrollen bra och skärkraften ligger inom ett stabilt intervall.
- Lågkolhaltigt stål (C<0,25 %) är duktilt och benäget för adhesion, inklusive uppbyggd egg. En skarp skäregg och positiv spånvinkel är effektiv. Att hålla skärdjupet vid eller över näsradien förbättrar spånkontrollen.
- I höglegerade stål och stål med hög hårdhet ökar värmeutvecklingen och det effektiva intervallet för breakern tenderar att bli smalare.
ISO M Rostfritt stål
- Ett representativt material som tenderar att producera långa spånor och är svårt att kontrollera.
- Austenitiskt rostfritt stål är benäget för arbetshärdning, vilket producerar hårda spånor och uppbyggd egg. En skarp skäregg och positiv geometri rekommenderas.
- Duplex rostfritt stål har hög draghållfasthet och stora skärkrafter. Spånorna blir tjocka och hårda, vilket skapar en risk för chip hammering, eller skäreggsskada orsakad av spånpåverkan.
- En kombination av dedikerade breakersystem för finbearbetning, medelskärning och grovbearbetning med högtrycks-coolant är effektiv.
- Det är viktigt att skära under det arbetshärdade lagret och hålla skärdjupet konstant.
ISO K Gjutjärn
- Kännetecknas av korta spånor som lätt bryts; spånkontrollen är generellt bra.
- Grågjutjärn (GCI) har höga självbrytande egenskaper och spånor tenderar att brytas korta. Motstånd mot abrasivt slitage är viktigare än breakerns spånbrytningsfunktion.
- Nodulargjutjärn (NCI) tenderar att producera uppbyggd egg, och i mjuka ferritiska kvaliteter är adhesivt slitage dominerande.
- CGI (kompaktgrafitjärn) har draghållfasthet 2 till 3 gånger högre än GCI, vilket resulterar i högre skärkraft och värmeutveckling.
- ADI (austemperat duktilt järn) minskar verktygslivslängden med 40 till 50 % jämfört med NCI. Uppmärksamhet måste ägnas åt höga dynamiska skärkrafter.
- Negativa skär som betonar skäreggsstyrka används ofta.
ISO N Non-ferrous metals (aluminium, kopparlegeringar, etc.)
- Aluminiumlegeringar har låga skärkrafter och tenderar att producera långa spånor. Om legerade är spånkontrollen relativt lätt.
- Ren aluminium har hög adhesion, vilket gör en skarp skäregg och hög skärhastighet nödvändig.
- Aluminium med en Si-halt på 13 % eller högre är mycket abrasivt, och PCD-verktyg är effektiva.
- Kopparlegeringar såsom mässing och brons genererar relativt korta spånor. Fribearbetande kopparlegeringar har lågt beroende av breakers.
- I allmänhet är skarpa skäreggar och positiv geometri grundläggande krav. Breakers med svag bryteffekt är också ett alternativ när skärpa prioriteras.
ISO S Värmebeständiga superlegeringar och titan (HRSA)
Nickelbaserade legeringar, såsom Inconel
- Högtemperaturstyrkan är hög, och segmenterade spånor som är svåra att bryta genereras.
- Höga dynamiska skärkrafter skapar tung belastning på skäreggen. Var uppmärksam på skårslitage och uppbyggd egg.
- Runda skär med stor infallsvinkel och positiv geometri rekommenderas.
Titanlegeringar
- Värmeledningsförmågan är låg, så skärvärmen koncentreras vid skäreggen.
- Tunna spånor kontaktar ett smalt område av spånsidan, vilket skapar koncentrerad belastning nära skäreggen.
- Om skärhastigheten är för hög kan kemiska reaktioner med verktygsmaterialet skapa en risk för plötsligt brott.
- En skarp och seg skäregg krävs.
Koboltbaserade legeringar
- Bland de mest svårbearbetade materialen, med hög varmkorrosionsbeständighet. Specifikt skärmotstånd är extremt högt vid 2700 till 3100 N/mm².
Gemensamma punkter
- Kombinationen av högtrycks-coolant och dedikerade breakers är nödvändig.
- Spånkontroll i låghastighets- och låg-feed intervall är en utmaning.
- Bearbetbarheten varierar kraftigt mellan glödgade och åldershärdade material, så bekräfta värmebehandlingstillståndet innan du väljer en breaker.
ISO H Hardened steel (50 till 68 HRc)
- Används huvudsakligen i finbearbetningsoperationer. Specifikt skärmotstånd är högt vid 2550 till 4870 N/mm², men spånkontrollen är relativt bra.
- CBN-verktyg är mainstream, och 3D-chipbreakers kan förbättra spånkontroll, ge spånvinkel och undertrycka vibrationer.
- Plastisk deformation orsakad av hög skärtemperatur och motstånd mot abrasivt slitage är viktiga frågor.
10. Granskningspunkter när det inte fungerar bra
Tabellen nedan sammanfattar typiska symtom, huvudsakliga orsaker och motåtgärder när spånrelaterade problem uppstår.
| Symtom | Huvudsakliga orsaker | Motåtgärder |
|---|---|---|
| Långa spånor produceras | Otillräcklig feed / otillräckligt skärdjup / näsradie för stor / olämplig infallsvinkel | Öka feed / öka skärdjup / minska näsradie / granska infallsvinkeln |
| Spånorna är för korta och hårda, vilket orsakar hög skäreggsbelastning | Överdriven feed / näsradie för liten / breakerbegränsning för stark, vilket innebär felaktigt breakerval | Minska feed / byt till en breaker för hög-feed applikationer / överväg en breaker med svagare bryteffekt |
| Dålig bearbetad ytkvalitet | Spånor träffar och repar arbetsstyckets yta / spåntjockleken ökar på grund av breakerbegränsning / uppbyggd egg | Granska breaker och skärförhållanden / byt till en breaker med svagare begränsning / öka skärhastigheten för att undertrycka uppbyggd egg |
💡 Vanliga missuppfattningar
| Missuppfattning | Verklighet |
|---|---|
| Att ändra breakern löser allt | Det fungerar inte om inte feed, skärdjup, hastighet, coolant och hållarvinkel också är lämpliga. |
| Ju finare spånorna bryts, desto bättre | Om spånorna är för fina ökar skäreggsbelastningen, vilket orsakar kortare verktygslivslängd och brott. |
| Endast ytkvalitet behöver kontrolleras | Spånor kan träffa arbetsstyckets yta och orsaka repor. Spånformen behöver också kontrolleras. |
Sammanfattning — Nyckelpunkter för chipbreaker-val
En spånbrytare är inte bara ett ”spår som bryter spån”; det syftar på hela uppsättningen av skäreggsspecifikationer, inklusive spånvinkel, fas och bryning. Det är ett nyckelelement för processtabilitet som samtidigt påverkar spånkontroll, skärkraft och skäreggsstyrka.
- Geometry-val och optimering av förhållanden fungerar som en enhet — Att bara byta brytare ger inte önskad effekt om förhållandena är olämpliga.
- Använd urvalskartan för spånbrytare — Kontrollera vilken brytare som passar bearbetningsförhållandena med hjälp av katalogkartor enligt P/M/K/N/S/H-klassificering.
- Beakta arbetsstyckets materialegenskaper — Eftersom spånbildningen skiljer sig åt mellan olika material bör du välja ett brytarsystem som är anpassat efter arbetsstyckets material.
- ”Ingen” eller ”svag” kan också vara rätt — Beroende på bearbetningsmålet kan en plan ovansida eller en brytare med svag verkan också vara ett effektivt alternativ.
- Kontrollera spånets form — Det ideala är en form som är ”inte för kort, inte för lång och lätt att evakuera”. Observera spånen efter bearbetning och använd dem som ledtrådar för förbättring.
SLUTSATS
Att välja den optimala brytaren enligt arbetsstyckets materialegenskaper och bearbetningsförhållanden är nyckeln till att tillverka högkvalitativa produkter.
Genom att förstå spånbrytare korrekt och optimera balansen mellan ”spånkontroll”, ”skärkraft” och ”skäreggsstyrka” kan både bearbetningskvalitet och produktivitet uppnås.