

Cost effective: Identical cutting performance, only smaller
ISO-EcoTurn Small size inserts, for an economical advantage



GNMG/FNMG
Applications & Features
Applications


Features
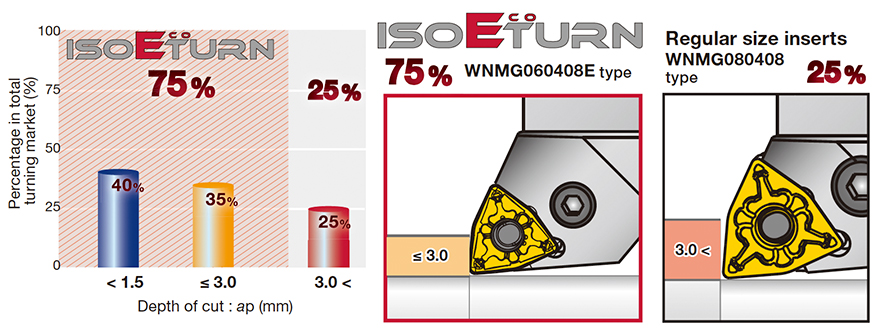
1. Over 75%* of the turning market only uses a depth of cut at or less than 3 mm
* Based on Tungaloy market research.
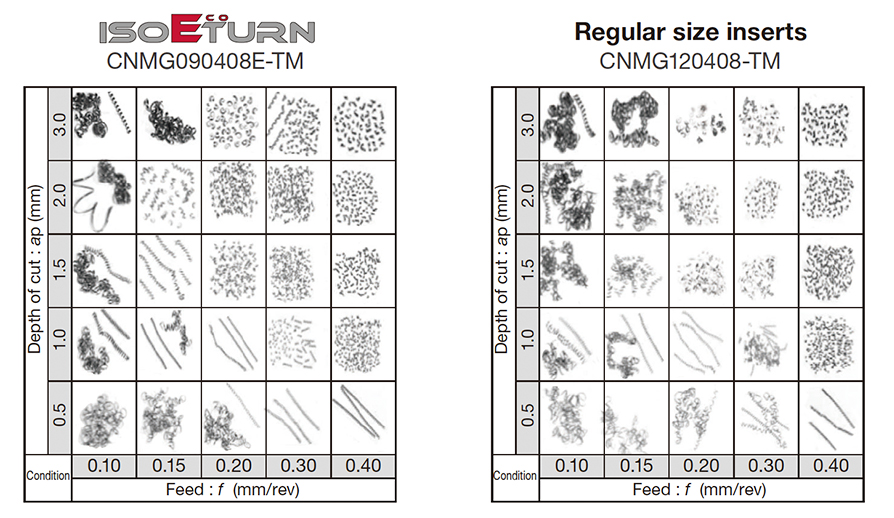
2. Chip control
ISO-EcoTurn inserts incorporate an identical chipbreaker geometry as regular size inserts providing the same chip removal at a depth of cut up to 3 mm.
Workpiece: S45C / C45
Cutting speed: Vc = 200 m/min
Coolant: Wet
3. Uncompromising insert performance
Comparison of ISO-EcoTurn and regular size inserts
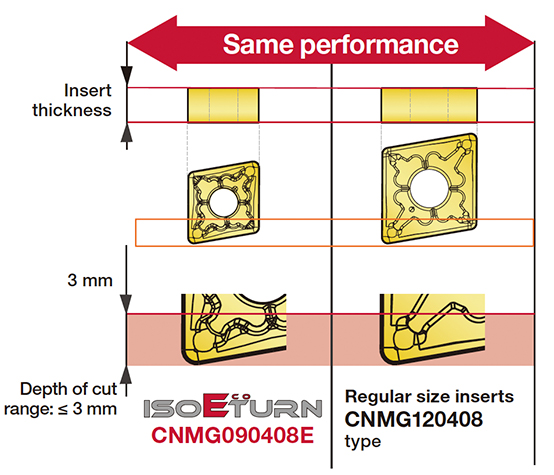
ISO-EcoTurn inserts feature the identical thickness and chipbreaker geometry as Tungaloy’s regular size inserts.
These properties provide cutting performance equal to that of the regular size inserts, including chip control at a depth of cut up to 3 mm.
Inserts & Grades
Inserts





Main Grades
T9205
![]()
- P05 – P10
- Good wear resistance
T9215
![]()
- P10 – P20
- First choice for steel
T9225
![]()
- P15 – P25
- Grade with a good balance of wear resistance and fracture toughness
NS9530
![]()
- Suitable for finishing to medium cutting of steel
AT9530
![]()
- P10 – P20
- Outstanding wear resistance. First choice for machining alloy steel
GT9530
![]()
- P10 – P20
- Provides stable tool life and excellent surface finish for finish machining of steel at high cutting speeds
T6215
![]()
- M10 – M30
- A CVD-coated grade suited for high speed cutting
- Demonstrates superior wear resistance during continuous cutting
AH6235
![]()
- M30 – M40
- Provides high reliability during interrupted cuts or at great depths of cut.
T6225
![]()
- Versatile CVD grade covering from continuous to light interrupted cut-ting. Provides excellent wear resistance in the medium cutting range
AH6225
![]()
- M15 – M30
- A fi rst-choice for stainless steel
- A versatile PVD grade for excellent performance in a wide range of stainless steel applications
T515
![]()
- K10 – K20
- Good wear resistance even in high speed machining
AH8015
- M10- M20 / S10 – S20
- Strong resistance to wear and built up edge
Toolholders


Practical examples
Example #1
General Engineering
| Part: | Machine part |
| Material: | SCM415 |
| Toolholder: | AWLNR2525M0604-A |
| Insert: | WNMG060408E-TM |
| Grade: | T9215 |
| Cutting conditions: | Vc = 240 (m/min) f = 0.1 – 0.25 (mm/rev) ap = 1 (mm) Application: External face turning Coolant: Wet |

Example #2
Automotive Industry
| Part: | Shaft |
| Material: | S45C / C45 |
| Toolholder: | ADJNR2525M1104-A |
| Insert: | DNMG110408E-TSF |
| Grade: | T9215 |
| Cutting conditions: | Vc = 260 (m/min) f = 0.2 (mm/rev) ap = 1 (mm) Application: External turning Coolant: Wet |

Standard cutting conditions
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steel, alloy steel | Medium carbon steel, alloy steel | High carbon steel, alloy steel | ||||||
| Precision finishing | TF | T9215 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 400 | 150 – 400 | 120 – 300 | |
| TF | T9225 | 0.1 – 0.5 | 0.03 – 0.15 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| TF | NS9530 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing | TSF | NS9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | |
| TSF | GT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| TSF | AT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| TSF | T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| TSF | T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PS | T9215 | 0.3 – 1.5 | 0.1 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| PS | T9225 | 0.3 – 1.5 | 0.1 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PS | NS9530 | 0.3 – 1.5 | 0.1 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| TS | T9215 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| TS | T9225 | 0.5 – 2.5 | 0.1 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| TS | NS9530 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| TS | GT9530 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| Finishing for mild steel | ZF | T9215 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 400 | 150 – 400 | 120 – 300 | |
| ZF | T9225 | 0.2 – 1.5 | 0.07 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| ZF | NS9530 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Medium cutting for mild steel | ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | |
| ZM | T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| Finishing to Medium cutting | NM | T9225 | 0.5 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |
| Finishing (Wiper) | FW | T9205 | 0.5 – 1.5 | 0.2 – 0.4 | 180 – 400 | 180 – 400 | 150 – 350 | |
| FW | T9215 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| FW | T9225 | 0.5 – 1.5 | 0.2 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| FW | NS9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| FW | GT9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| Medium cutting (Wiper) | SW | T9205 | 0.5 – 2 | 0.3 – 0.6 | 180 – 400 | 180 – 400 | 150 – 350 | |
| SW | T9215 | 0.5 – 2 | 0.3 – 0.6 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| SW | T9225 | 0.5 – 2 | 0.3 – 0.6 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| Medium cutting | TM | T9215 | 1 – 3 | 0.2 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | |
| TM | T9225 | 1 – 3 | 0.2 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PM | T9215 | 0.5 – 3 | 0.15 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| PM | T9225 | 0.5 – 3 | 0.15 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| Medium cutting | SM | T6215 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| SM | T6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| SM | AH6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| Finishing | SS | AH6225 | 0.5 – 3 | 0.08 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |
| SS | AH6235 | 0.5 – 3 | 0.08 – 0.2 | 50 – 150 | 70 – 170 | – | ||
| Precision finishing | TF | T6215 | 0.1 – 0.5 | 0.03 – 0.15 | 140 – 240 | 160 – 280 | 80 – 150 | |
| TF | AH6225 | 0.1 – 0.5 | 0.03 – 0.15 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| Finishing | TSF | T6215 | 0.2 – 1.5 | 0.08 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| TSF | AH6225 | 0.2 – 1.5 | 0.08 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| PS | T6215 | 0.3 – 1.5 | 0.1 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| PS | AH6225 | 0.3 – 1.5 | 0.1 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| TS | T6215 | 0.5 – 2.5 | 0.1 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| TS | AH6225 | 0.5 – 2.5 | 0.1 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| ZF | T6215 | 0.2 – 1.5 | 0.07 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| ZF | AH6225 | 0.2 – 1.5 | 0.07 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| Medium cutting | ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| ZM | AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| TM | T6215 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| TM | AH6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| PM | T6215 | 0.5 – 3 | 0.15 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| PM | AH6225 | 0.5 – 3 | 0.15 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| Grey cast iron | Ductile cast iron | |||||||
| Medium cutting | TM | T515 | 1 – 3 | 0.2 – 0.5 | 150 – 700 | 150 – 300 | ||
| Flat-top | T515 | 0.05 – 2 | 0.2 – 0.6 | 150 – 700 | 150 – 300 | |||
| Titanium alloy | Ni-base alloy | |||||||
| Precision finishing | TF | AH8015 | 0.1 – 0.5 | 0.03 – 0.15 | 20 – 150 | 20 – 100 | ||
| Finishing | TSF | AH8015 | 0.2 – 1.5 | 0.08 – 0.4 | 20 – 150 | 20 – 100 | ||
| PS | AH8015 | 0.3 – 1.5 | 0.1 – 0.4 | 20 – 150 | 20 – 100 | |||
| TS | AH8015 | 0.5 – 2.5 | 0.1 – 0.3 | 20 – 150 | 20 – 100 | |||
| ZF | AH8015 | 0.2 – 1.5 | 0.07 – 0.2 | 20 – 150 | 20 – 100 | |||
| Medium cutting | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 150 | 20 – 100 | ||
| TM | AH8015 | 1 – 3 | 0.2 – 0.5 | 20 – 150 | 20 – 100 | |||
| PM | AH8015 | 0.5 – 3 | 0.15 – 0.5 | 20 – 150 | 20 – 100 | |||
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial


Ytterligare tjänster
 Tungaloy APP
Tungaloy APP TUNG NaviVerktygsrekommendationer för dina specifika behov
TUNG NaviVerktygsrekommendationer för dina specifika behov Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportUtforska Tungaloys TSR för anpassade bearbetningsinsikter med enkel sökning
Tungaloy Success ReportUtforska Tungaloys TSR för anpassade bearbetningsinsikter med enkel sökning Tekniska guiderFå tillgång till Tungaloys tekniska guider för värdefulla insikter, referenser och resurser.
Tekniska guiderFå tillgång till Tungaloys tekniska guider för värdefulla insikter, referenser och resurser. MatrixVerktygshanteringssystem
MatrixVerktygshanteringssystem Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.