

High feed milling cutters with six cutting edge inserts
Featuring robust cutter design for high productivity


Applications & Features
Applications







Features
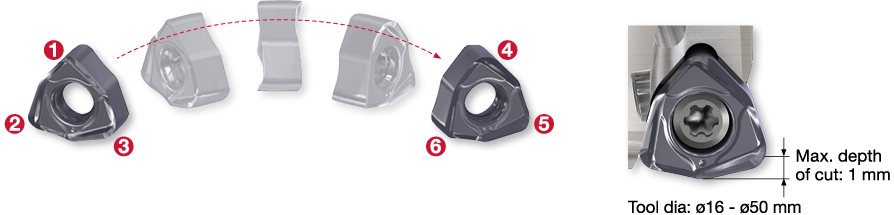
1. Economical double-sided inserts with six cutting edges
– 1.5 to 3 times greater number of cutting edges per insert compared with conventional high feed milling inserts.
– Reduced cost per insert when machining stainless steels and difficult materials, where inserts demonstrate rapid wear.
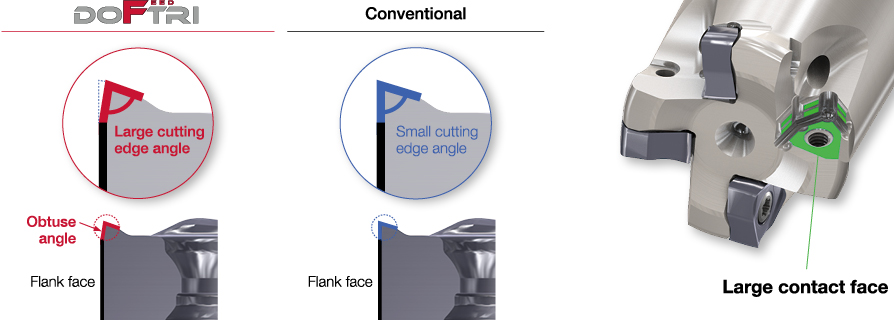
2. Designed for tool reliability and stability
– Robust cutting edge design forms an obtuse angle, eliminating insert fracture during machining.
– A large contact face on the insert seat provides secure insert retention.
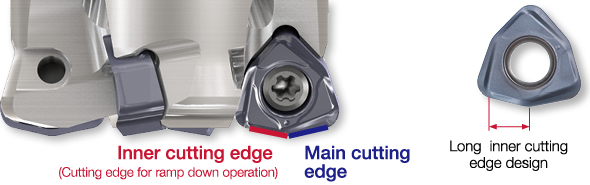
3. Excellent ramping capability
– Longer inner cutting edge allows higher ramp-down capabilities to promote higher productivity.
– Increased max ramping angles allow productivity boosts in linear and helical ramping operations.
Inserts & Grades
Inserts
Main Grades
AH3225
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for steel and stainless steel
AH8015
![]()
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- First choice for machining heat-resistant alloy under general cutting conditions
Cutter bodies



Practical examples
Example #1
| Part: | Machine structural part |
| Material: | SS400 / E275A |
| Cutter: | EXWX03M020C20.0R03 (ø20 mm, z = 3) |
| Insert: | WXMU0303ZER-MM |
| Grade: | AH3225 |
| Cutting conditions: | Vc = 180 (m/min) fz = 0.9 (mm/t) ap = 0.5 (mm) ae = 20 (mm) Application: Slotting, Shoulder milling Coolant: Dry Machine: Vertical M/C, BT40 |

Example #2
| Part: | Heavy equipment part |
| Material: | SM400 / E235A |
| Cutter: | EXWX03U1.00C1.00R04 (ø25.4 mm, z = 4) |
| Insert: | WXMU0303ZER-MM |
| Grade: | AH3225 |
| Cutting conditions: | Vc = 255 (m/min) fz = 0.28 (mm/t) ap = 1 (mm) ae = 25.4 (mm) Application: Hole enlarging Coolant: Wet Machine: Vertical M/C, CAT40 |

Example #3
| Part: | Machine part |
| Material: | S45C / C45 |
| Cutter: | EXWX03M025C25.0R04 (ø25 mm, z = 4) |
| Insert: | WXMU0303ZER-MM |
| Grade: | AH3225 |
| Cutting conditions: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 0.5 (mm) ae = 25 (mm) Application: Slotting, Shoulder milling Coolant: Dry Machine: Vertical M/C, BT40 |

Standard cutting conditions
Insert size 03
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø16, CICT = 2 | ø20, CICT = 3 | ø25, CICT = 4 | ø32, CICT = 5 | ø40, CICT = 6 | ø50, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 2,986 | 4,180 | 2,389 | 5,016 | 1,911 | 5,350 | 1,493 | 5,225 | 1,194 | 5,016 | 955 | 5,350 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1 | Vc = 150 m/min, fz = 0.7 mm/t | ||||||||||||||||
 |
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH130 | MS | 80 – 150 | 0.5 – 1 | 2,389 | 2,389 | 1,911 | 2,866 | 1,529 | 3,057 | 1,194 | 2,986 | 955 | 2,866 | 764 | 3,057 | |
| Low cutting force | AH130 | ML | 0.5 – 0.8 | Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH130 | MS | 50 – 120 | 0.3 – 1 | 1,990 | 1,194 | 1,592 | 1,433 | 1,274 | 1,529 | 995 | 1,493 | 796 | 1,433 | 637 | 1,529 | ||
| Low cutting force | AH130 | ML | 0.3 – 0.8 | Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 2,986 | 5,971 | 2,389 | 7,166 | 1,911 | 7,643 | 1,493 | 7,464 | 1,194 | 7,166 | 955 | 7,643 | ||
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||
 |
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH130 | MS | 30 – 60 | 0.3 – 0.7 | 796 | 637 | 637 | 764 | 510 | 815 | 398 | 796 | 318 | 764 | 255 | 815 | |
| For impact resistance | AH130 | MM | Vc = 40 m/min, fz = 0.4 mm/t | |||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 597 | 239 | 478 | 287 | 382 | 306 | 299 | 299 | 239 | 287 | 191 | 306 | ||
| Low cutting force | AH8015 | ML | 0.1 – 0.25 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 2,389 | 1,433 | 1,911 | 1,720 | 1,529 | 1,834 | 1,194 | 1,791 | 955 | 1,720 | 764 | 1,834 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 1,194 | 239 | 955 | 287 | 764 | 306 | 597 | 299 | 478 | 287 | 382 | 306 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
Insert size 06
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø40, CICT = 4 | ø50, CICT = 4 | ø52, CICT = 6 | ø63, CICT = 5 | ø66, CICT = 7 | ø80, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH3135 | MM | 80 – 150 | 0.5 – 1 | 955 | 1,911 | 764 | 1,529 | 735 | 2,205 | 607 | 1,517 | 579 | 2,027 | 478 | 1,911 | |
| Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH3135 | MM | 50 – 120 | 0.3 – 1 | 796 | 955 | 637 | 764 | 612 | 1,102 | 506 | 758 | 483 | 1,013 | 398 | 955 | ||
| Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||||||
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For impact resistance | AH3225 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 1,194 | 4,777 | 955 | 3,822 | 919 | 5,512 | 758 | 3,791 | 724 | 5,067 | 597 | 4,777 | ||
| For impact resistance | AH3225 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MM | 30 – 60 | 0.3 – 0.7 | 318 | 510 | 255 | 408 | 245 | 588 | 202 | 404 | 193 | 540 | 159 | 510 | |
| Vc = 40 m/min, fz = 0.4 mm/t | ||||||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 239 | 191 | 191 | 153 | 184 | 220 | 152 | 152 | 145 | 203 | 119 | 191 | ||
| Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||||
|
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 955 | 1,146 | 764 | 917 | 735 | 1,323 | 607 | 910 | 579 | 1,216 | 478 | 1,146 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 478 | 191 | 382 | 153 | 367 | 220 | 303 | 152 | 290 | 203 | 239 | 191 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial


Ytterligare tjänster
 Tungaloy APP
Tungaloy APP TUNG NaviVerktygsrekommendationer för dina specifika behov
TUNG NaviVerktygsrekommendationer för dina specifika behov Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportUtforska Tungaloys TSR för anpassade bearbetningsinsikter med enkel sökning
Tungaloy Success ReportUtforska Tungaloys TSR för anpassade bearbetningsinsikter med enkel sökning Tekniska guiderFå tillgång till Tungaloys tekniska guider för värdefulla insikter, referenser och resurser.
Tekniska guiderFå tillgång till Tungaloys tekniska guider för värdefulla insikter, referenser och resurser. MatrixVerktygshanteringssystem
MatrixVerktygshanteringssystem Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.