Planfräser ni fortfarande med en solid pinnfräs?
Planfräsen får inte plats på grund av kollisionsrisk, så ni använder botteneggen istället. Bearbetningsytan är för smal, så ni utför Face milling med en pinnfräs. Planbearbetning i längdsvarvar lämnas också till botteneggen. Är botteneggen på en pinnfräs verkligen rätt val för er Face milling? Cutter-märken, dålig ytfinish, repor som framträder efter plätering — dessa problem beror på att pinnfräsars botteneggar inte är optimerade för Face milling. Tungaloys pinnfräs med utbytbart huvud, TungMeister VFM Head, har en specialbyggd design för Face milling med en wiper-egg och skarpa 6-skäriga skäreggar. Tillgänglig i φ12 till φ25 — 4 storlekar och täcker alla 6 ISO-materialgrupper, den omdefinierar Face milling med pinnfräsar. Denna artikel ger en grundlig analys av VFM:s tekniska egenskaper tillsammans med 3 fallstudier från användare.
Vad du lär dig i denna artikel
- Face milling med en pinnfräs — har det blivit er ”standard”?
- Bortom botteneggarnas begränsningar — alternativet VFM Head
- Prestanda som stöds av data — kvantitativ jämförelse av ytfinish, effektivitet och verktygslivslängd
- Fallstudier från användare — ”vinst” i samtliga 3 fall
- Sammanfattning — Förändra er Face milling med VFM
1. Face milling med en pinnfräs — har det blivit er ”standard”?
För Face milling och finbearbetning av bottenytor är det ideala verktyget en planfräs (face milling cutter). Men ute i produktionen, har inte användningen av en pinnfräs bottenegg för Face milling blivit ”standard”?
Bakom detta ligger tre typiska begränsningar.
Begränsning 1: Kollisionsrisk hindrar planfräsen från att få plats


Hinder från omgivande väggar, spännjärn och fixturer gör det ofta fysiskt omöjligt att använda en planfräs. I sådana situationer är användning av botteneggen på en solid pinnfräs med liten diameter för Face milling den vanliga nödlösningen.
Begränsning 2: Bearbetningsytan är för smal, vilket gör verktygsdiametern för stor — pinnfräs används som ersättning
Begränsning 3: Restriktioner för skaftdiameter i längdsvarvar och konventionella svarvar
Vid utförande av planbearbetning på runda komponenter i längdsvarvar eller konventionella svarvar är den skaftdiameter som kan monteras i frässpindeln begränsad. Dessutom gör den låga stabiliteten i frässpindeln det svårt att öka skärdata, vilket resulterar i instabil ytfinish.
Det gemensamma problemet — begränsningar hos solida pinnfräsars botteneggar
Solida pinnfräsars botteneggar är standardlösningen i alla dessa scenarier. Solida pinnfräsar är dock i grunden främst utformade för periferisk skärning (valsfräsning, spårfräsning) och är inte optimerade för finbearbetning av bottenytor. Som ett resultat uppstår följande problem upprepat.
- Cutter-märken — Små nivåskillnader och variationer i radienoggrannhet på botteneggarna överförs direkt till den bearbetade ytan, vilket lämnar synliga märken
- Dålig ytfinish på botten — Utan en wiper-egg har pinnfräsar svårt att uppnå fin ytjämnhet. Ingen blank finish. Krav på finbearbetningskvalitet kan inte uppfyllas
- Inverkan på efterföljande processer — Repor på den bearbetade ytan blir synliga efter plätering, vilket kräver extra processer som slipning eller manuell efterbearbetning
Face milling med en pinnfräs bottenegg har blivit ”standard” — TungMeister VFM Head skapades för att ändra på det.
2. Bortom botteneggarnas begränsningar — alternativet VFM Head
VFM Designkoncept
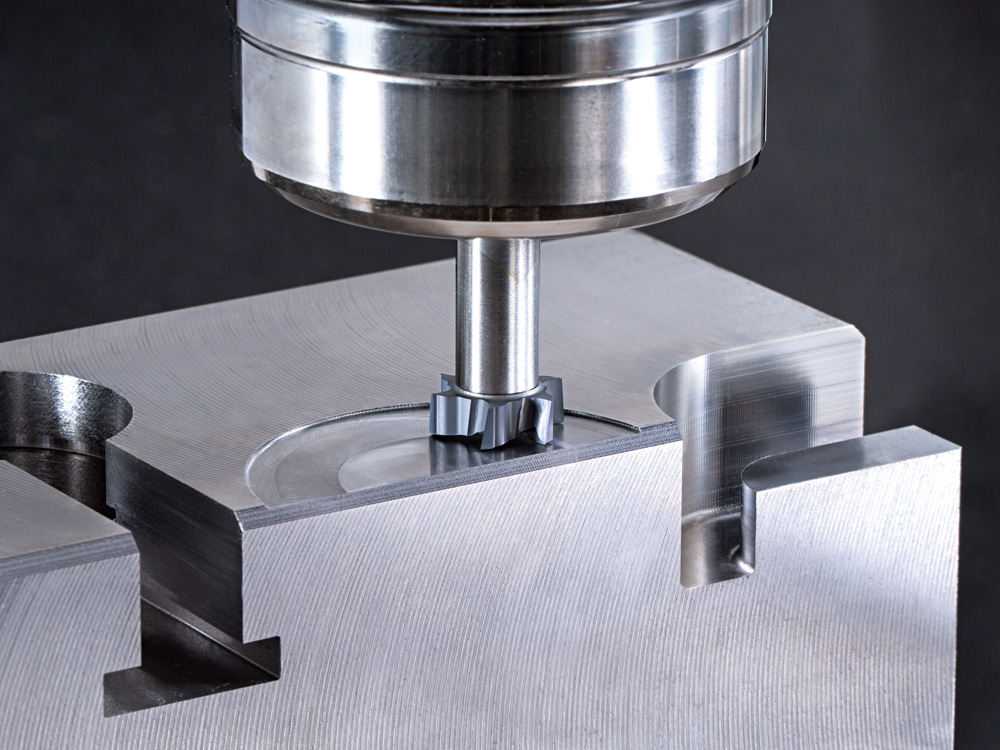
”Det finns inget annat val än att planfräsa med en pinnfräs” — det dedikerade VFM-huvudet för Face milling från Tungaloys serie TungMeister med utbytbara huvuden kullkastar detta antagande. Det uppnår en ytfinish som Face milling med botteneggar aldrig skulle kunna leverera, genom kombinationen av en wiper-egg och skarpa skäreggar.
VFM innehåller 4 tekniska egenskaper specifikt utformade för finbearbetning vid Face milling.
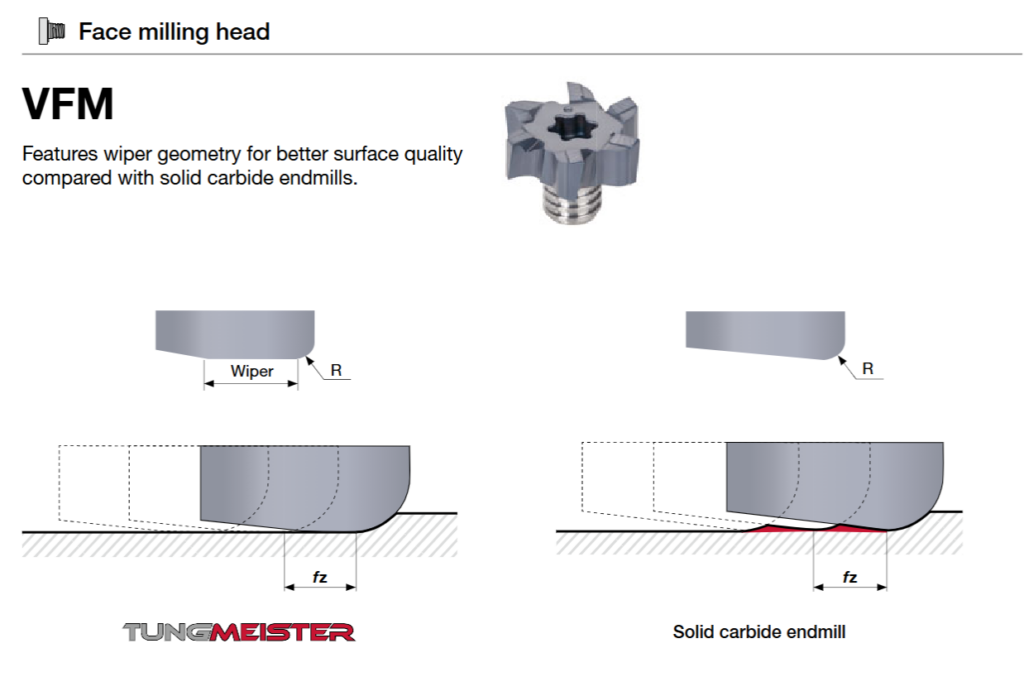
- Utrustad med wiper-egg — En wiper-egg på bottenytan jämnar ut ojämnheter. Ytfinish som överträffar solida pinnfräsar finns publicerad i katalogspecifikationerna
- Skarpa skäreggar × 6 skär — 6 skär i alla storlekar. Kombinerar hög Feed från flerskärig design med lågt skärmotstånd från skarpa eggar, vilket samtidigt förbättrar både ytfinish och effektivitet
- Låg spiralvinkel 10° × kort skärlängd 0,3×D — En 10° spiralvinkel minskar den axiella skärkraften. Kombinerat med en skärlängd förkortad till 0,3× verktygsdiametern ger detta en egggeometri optimerad specifikt för Face milling
- Utrustad med Corner radius (R0,2–R0,4) — Förhindrar urflisning av eggen samtidigt som grader på den bearbetade ytan motverkas
PUNKT
Ett pinnfräshuvud dedikerat för ”finbearbetning av bottenytor”
Face milling med en pinnfräs bottenegg — detta är en fundamentalt annorlunda design än den ”standarden”. Konceptet med en planfräs ”wiper-egg” nedskalat till pinnfrässtorlek — det är kärnan i VFM.
φ10 till φ25 — Program med 5 storlekar
VFM finns i 5 storlekar för att matcha olika bredder på bearbetningsytor och maskinmiljöer. Alla storlekar använder sorten AH715 (senaste beläggningen, utmärkt slitstyrka och motstånd mot löseggsbildning).
| Artikelnummer | Verktygsdiameter | Skär | Max. Skärdjup | Hörnradie | Kopplingsgänga |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0,2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0,2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0,4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0,4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0,4 | S10 |

ISO P/M/K/N/S/H — Alla materialgrupper täcks
En av VFM:s största styrkor är dess breda täckning av arbetsstyckesmaterial. Från kolstål till rostfritt stål, gjutjärn, aluminiumlegeringar och till och med titanlegeringar, varmfasta legeringar och Hardened steel — standarddata är fastställda för alla 6 ISO-grupper.
| ISO | Arbetsstyckesmaterial | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Kolstål, legerat stål (S45C, SCM440, etc.) | 60–180 | 0,08–0,13 |
| M | Rostfritt stål (SUS304, SUS316, etc.) | 40–100 | 0,08–0,13 |
| K | Gjutjärn (FC250, FCD450, etc.) | 80–200 | 0,08–0,13 |
| N | Aluminiumlegeringar | 100–700 | 0,08–0,13 |
| S | Titanlegeringar, varmfasta legeringar (Ti-6Al-4V, Inconel 718, etc.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51, etc., upp till 60HRC) | 20–80 | 0,08–0,13 |
Ingen anledning att undra ”Kan jag använda det på det här materialet?” — det är en annan stor fördel med VFM.
3 användningsfall där VFM utmärker sig
Här är hur VFM hanterar de tre begränsningar som tvingar verkstäder att förlita sig på pinnfräsar.
| Begränsning | Konventionellt tillvägagångssätt | VFM-lösning |
|---|---|---|
| Planfräs med stor diameter får inte plats på grund av kollisionsrisk | Ersätt med botteneggen på en solid pinnfräs → cutter-märken uppstår | Ytfinish i planfräsklass vid små diametrar på φ12–φ25. Wiper-eggen jämnar ut den bearbetade ytan och förbättrar finishen dramatiskt samtidigt som kollision undviks |
| Bearbetningsytan är för smal för en överdimensionerad verktygsdiameter | Fortsätt använda överdimensionerad planfräs, eller kompromissa med botteneggen | Välj rätt diameter för att matcha bearbetningsytans bredd. Wiper-utrustad 6-skärig design säkerställer utmärkt ytfinish även vid små diametrar. Ställtiden förenklas också |
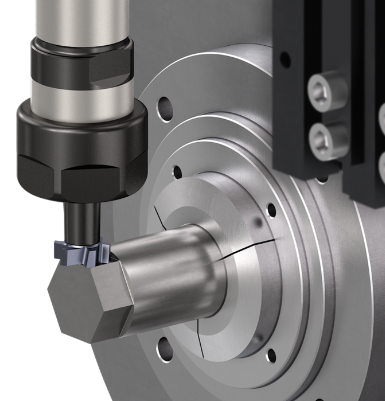
| Restriktioner för skaftdiameter i längdsvarvar / konventionella svarvar | Kompromissa med solid fräs med liten diameter, instabil ytfinish | Använd en större verktygsdiameter i förhållande till skaftdiametern (t.ex. φ12-huvud på ett φ8-skaft). VER-skaft (ER-hylsa) minimerar överhäng för stabil bearbetning även i frässpindlar med låg stabilitet |
PUNKT
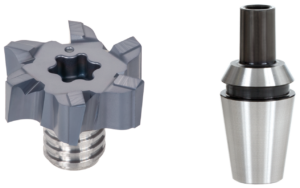
Kombination med VER-skaft — idealiskt för längdsvarvar och konventionella svarvar
Med TungMeisters VER-skaft (ER-hylsadapter) kan verktyget monteras direkt i maskinens ER-hylshållare. Genom att minimera överhänget uppnås stabil bearbetning med dämpade vibrationer även i frässpindlar med låg stabilitet. Wiper-eggens utmärkta ytfinish kan också minska eller eliminera efterföljande processer (slipning etc.) på planbearbetade ytor.
Data för ytjämnhet — Ra som överträffar solida pinnfräsar
Hur mycket bättre är egentligen VFM:s ytfinish? Låt oss verifiera med uppmätta data publicerade i katalogen.
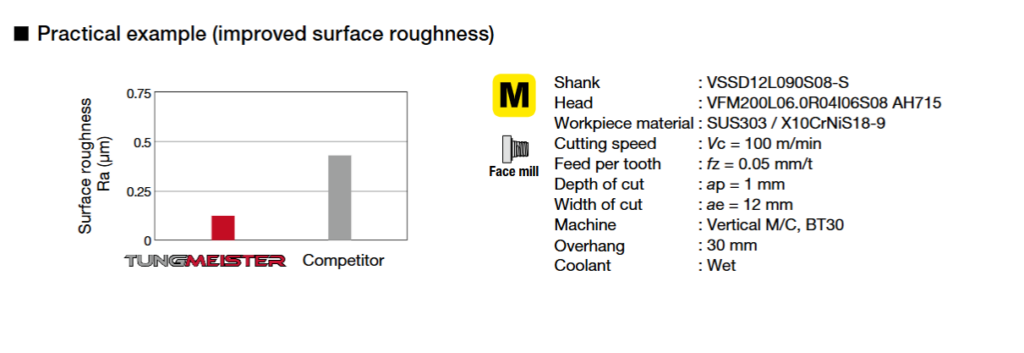
| Arbetsstyckesmaterial | SUS303 |
|---|---|
| Maskin | Vertikal flerop (BT30) |
| Huvud | VFM200L06.0R04I06S08 AH715 (φ20) |
| Skärförhållanden | Vc=100 m/min, fz=0,05 mm/z, ap=1 mm, ae=12 mm |
| Överhängslängd | 30 mm (våt) |
Under dessa testförhållanden noterade VFM en ytjämnhet Ra som överträffade både konkurrenters solida pinnfräsar och konkurrenters wiper-utrustade produkter. Det är särskilt anmärkningsvärt att dessa resultat uppnåddes även i en BT30-miljö med låg stabilitet.
Nyckeldata
Ytjämnhet som överträffar solida pinnfräsar även på BT30
VFM:s wiper-egg levererar stabil ytfinish även i en BT30-miljö med låg stabilitet. VFM:s verkliga styrka lyser just i miljöer med begränsad stabilitet — längdsvarvar, kompakta fleropar och liknande uppställningar.
3. Prestanda som stöds av data — kvantitativ jämförelse av ytfinish, effektivitet och verktygslivslängd
Härifrån verifierar vi kvantitativt VFM:s prestanda över tre axlar — ”ytfinish”, ”effektivitet” och ”verktygslivslängd” — baserat på 3 fallstudier från användare och katalogdata.
Jämförelse mellan alla 3 fallen
Alla 3 fall fick omdömet ”vinst”. Trots olika material och maskinmiljöer presterade VFM betydligt bättre än befintliga verktyg i både ytfinish och effektivitet.
| Jämförelse | Fall 1: Hastelloy-X | Fall 2: SUS440C | Fall 3: SS |
|---|---|---|---|
| Arbetsstyckesmaterial | Hastelloy-X (smitt) | SUS440C | SS400 |
| Maskin | Horisontell flerop / BT50 | Vertikal flerop / BT30 | Vertikal flerop / BT40 |
| Befintligt verktyg | φ12 solid pinnfräs | φ12 solid pinnfräs | φ10 solid pinnfräs |
| Effektivitetsvinst | +50% | +50% | +67% |
| Ytkvalitet | Bra (blank yta) | Mycket bra | Bra |
| Verktygslivslängd | — (testtiden löpte ut) | +50 % (240 st/huvud) | — (demo) |
| Resultat | Vinst | Vinst | Vinst |
Här är de viktigaste slutsatserna från dessa data.
Punkt 1: Ytfinish bedömd som ”bra” eller bättre i alla fall — problem med cutter-märken och repor i princip lösta
I fall 1 försvann cutter-märken orsakade av den solida pinnfräsens bottenegg, och den bearbetade ytan fick en blank finish. Fall 2 fick omdömet ”mycket bra”. I fall 3 eliminerades problemet med repor som blev synliga efter plätering. Alla resultat uppnåddes genom att wiper-eggen jämnade ut den bearbetade ytan.
Punkt 2: 50–67 % effektivitetsförbättring — inte bara ytfinish, utan även produktivitetsvinster
VFM förbättrar inte bara ytfinishen utan överträffar även befintliga verktyg i Feed och spånavverkningshastighet. Den 6-skäriga högmatningskapaciteten i kombination med lågt skärmotstånd från skarpa eggar möjliggör samtidig förbättring av både ytfinish och effektivitet.
Punkt 3: Bevisat från BT30 till BT50 — brett utbud av maskinmiljöer
Från BT30-maskiner med lägst stabilitet till BT50, stabila resultat uppnåddes oavsett maskinmiljö. VFM:s effektivitet håller även i maskiner med låg stabilitet.
Katalogdata — 1,5× effektivitet, 1,4× verktygslivslängd
Utöver fallstudier från användare stöds VFM:s förmåga av katalogdata.
| Katalogfall | Material | Förbättring | Resultat |
|---|---|---|---|
| Fall A (φ20) | SUS303 | Jämförelse av ytjämnhet | Ra som överträffar konkurrenters solida produkter |
| Fall B (φ16) | A5052 | Jämförelse av effektivitet | 1,5× effektivitet (bibehållen ytfinish) |
| Fall C (AH715) | FCD400 | Jämförelse av verktygslivslängd | 1,4× verktygslivslängd (även ytfinishen förbättrades) |
Sammanfattning av avsnitt 3
Överträffar befintliga verktyg i ytfinish, effektivitet och verktygslivslängd
VFM överträffar befintliga verktyg i en eller flera av kategorierna ytfinish, effektivitet och verktygslivslängd. Att förbättra ytfinishen samtidigt som effektiviteten ökar — inte en kompromiss, utan ett resultat som möjliggörs av en design dedikerad till wiper-konceptet.
4. Fallstudier från användare
Vad hände när verkstäder som planfräst med pinnfräsars botteneggar bytte till VFM? Positiva resultat i samtliga 3 fall. Från varmfasta legeringar till rostfritt stål och allmänt stål, VFM har införts för ett brett spektrum av material.
Fall 1 Finbearbetning av bottenyta i Hastelloy-X — Införd för blank yta

Bearbetningsdetaljer
- Del: Hus — utloppets tätningsyta (finbearbetning av bottenyta)
- Material: Hastelloy-X (smitt)
- Maskin: Horisontell flerop / BT50
Utmaningar
- En konkurrents pinnfräs — ursprungligen inte lämpad för finbearbetning av bottenytor — användes som en tillfällig lösning
- Frekvent efterarbete vid finbearbetning av bottenytor. Det visuella utseendet var ett större problem än värdena för ytjämnhet
Jämförelse av skärdata
| Befintlig (konkurrentens pinnfräs) | VFM (AH715) | |
|---|---|---|
| Verktygsdiameter | φ12 (6-skärig) | φ12 (6-skärig) |
| Cutting speed | 20 m/min | 30 m/min |
| Feed per tooth | 0,05 mm/z | 0,1 mm/z |
| Skärdjup | 2 mm | 1 mm |
| Matningshastighet | 159 mm/min | 477 mm/min |
| Spånavverkningshastighet | 3,82 cm³/min | 5,73 cm³/min (+50 %) |
| Ytfinish | Samma som tidigare | Bra (blank) |
PUNKT
Införd för blank yta — efterarbete eliminerat
VFM gav en blank finish på den bearbetade ytan, och det visuella utseendet förbättrades långt utöver vad enbart ytjämnhetsvärdena visade. Efterarbete på bottenytan eliminerades och införandet bekräftades. Den positiva utvärderingen av VFM som redan införts för andra funktioner utökades även till finbearbetning av bottenytor.
Fall 2 Finbearbetning vid Face milling i SUS440C — Införd efter att cutter-märken försvunnit
Bearbetningsdetaljer
- Del: Blockformat arbetsstycke
- Material: SUS440C
- Maskin: Vertikal flerop / BT30
- Operation: Face milling (finbearbetning)
Utmaningar
- Face milling utfördes med botteneggen på en solid pinnfräs (4-skärig)
- Cutter-märken uppstod, vilket orsakade tillförlitlighetsproblem i bearbetningsprocessen
Jämförelse av skärdata
| Befintlig (konkurrentens pinnfräs) | VFM (AH715) | |
|---|---|---|
| Verktygsdiam. / Skär | φ12 / 4-skärig | φ12 / 6-skärig |
| Cutting speed | 34 m/min (samma förhållanden) | |
| Feed per tooth | 0,06 mm/z (samma förhållanden) | |
| Matningshastighet | 216 mm/min | 325 mm/min (+50 %) |
| Spånavverkningshastighet | 2,6 cm³/min | 3,9 cm³/min (+50 %) |
| Detaljer per huvud | 160 st | 240 st (+50 %) |
| Ytfinish | Dålig (cutter-märken förekommer) | Mycket bra (cutter-märken eliminerade) |
PUNKT
Cutter-märken eliminerade + 50 % effektivitetsvinst + 50 % livslängdsvinst
Byte från en 4-skärig solid pinnfräs till VFM:s 6-skäriga design ökade matningshastigheten med 50 % vid samma fz (effekt av ökat antal skär). Dessutom eliminerades cutter-märken helt, och antalet detaljer per huvud ökade med 50 %. Ytfinish, effektivitet och verktygslivslängd — alla tre levererades, vilket ledde till införande även i en BT30-miljö med låg stabilitet.
Fall 3 Face milling i SS400 — Löste problemet med repor efter plätering

Bearbetningsdetaljer
- Del: Maskinkomponent (Face milling → pläteringsprocess)
- Material: SS400
- Maskin: Vertikal flerop / BT40
- Operation: Face milling (finbearbetning)
Utmaningar
- Face milling med en konkurrents solida pinnfräs (φ10, 4-skärig)
- Detaljerna genomgår plätering efter bearbetning; repor på den bearbetade ytan blev synliga efter plätering
Jämförelse av skärdata
| Befintlig (konkurrentens pinnfräs) | VFM (AH715) | |
|---|---|---|
| Verktygsdiam. / Skär | φ10 / 4-skärig | φ12 / 6-skärig |
| Cutting speed | 150 m/min (samma förhållanden) | |
| Feed per tooth | 0,06 mm/z | 0,08 mm/z |
| Matningshastighet | 1 146 mm/min | 1 910 mm/min (+67 %) |
| Spånavverkningshastighet | 0,34 cm³/min | 0,57 cm³/min (+67 %) |
| Ytfinish | Dålig (repor synliga efter plätering) | Bra |
PUNKT
Problem med repor efter plätering löst — kvaliteten i efterföljande led förbättrad
VFM:s wiper-egg ger en slät bearbetad yta som direkt påverkar kvaliteten i efterföljande processer som plätering och beläggning. När repor inte längre är synliga minskar också risken för efterarbete och kvalitetsreklamationer i senare led. Detta bidrar till en ”total processförbättring” som sträcker sig bortom själva bearbetningen.
Sammanfattning — Förändra er Face milling med VFM
”Planfräser ni fortfarande med en pinnfräs?” — Denna artikel har presenterat de tekniska egenskaperna, data och fallstudier för TungMeister VFM Head som svaret på denna fråga. Här är de viktigaste punkterna.
- Face milling med en pinnfräs — det finns problem med denna ”standard” — Många verkstäder har inget annat val än att förlita sig på pinnfräsar på grund av kollisionsrisk, smala ytor och begränsningar i skaftdiameter
- VFM är ett huvud utformat exklusivt för Face milling — Wiper-egg + skarpa skäreggar + 6 skär × låg spiralvinkel × kort skärlängd. Ett fundamentalt annorlunda tillvägagångssätt än botteneggar på allmänna pinnfräsar
- Ytfinish som överträffar solida pinnfräsar — publicerat i katalogspecifikationerna — I Ra-jämförelse på SUS303 presterade VFM bättre än både konkurrenters solida och wiper-utrustade produkter
- ”Vinst” i samtliga 3 fallstudier från användare — 50–67 % effektivitetsförbättring, ytfinish bedömd som ”bra” till ”mycket bra” i alla fall. Cutter-märken eliminerade, blanka ytor, problem med repor efter plätering lösta
- Bevisat från BT30 till BT50 — Stabil bearbetning i maskiner med låg stabilitet och längdsvarvar. VER-skaft minimerar överhäng
- Alla ISO P/M/K/N/S/H-material täcks — Bevisat på Hastelloy-X, SUS440C, SS, A5052, FCD400 med flera
- System med utbytbara huvud minskar driftskostnaderna — Istället för att byta ut hela det solida verktyget byts endast huvudet ut. Skaftet återanvänds
- Program med 4 storlekar från φ12 till φ25 — Välj rätt diameter för att matcha bearbetningsytans bredd
Ni behöver inte fortsätta planfräsa med en pinnfräs bottenegg. Om cutter-märken, dålig ytfinish eller problem med utseendet efter plätering känns bekant, prova VFM Head.