Вы все еще выполняете торцовое фрезерование монолитной концевой фрезой?
Торцовая фреза не подходит из-за интерференции, поэтому вместо нее используется торец. Обрабатываемая поверхность слишком узкая, поэтому вы выполняете торцовое фрезерование концевой фрезой. Плоская обработка на токарных автоматах швейцарского типа также выполняется торцом. Действительно ли торец концевой фрезы — правильный выбор для вашего торцового фрезерования? Следы от Cutter, низкое качество поверхности, царапины, появляющиеся после нанесения покрытия, — эти проблемы возникают из-за того, что торцы концевых фрез не оптимизированы для торцового фрезерования. Сменная головка концевой фрезы TungMeister VFM Head от Tungaloy имеет специально разработанную конструкцию для торцового фрезерования с зачистной кромкой и острыми 6-зубыми режущими кромками. Доступна в размерах от φ12 до φ25 — 4 типоразмера, охватывая все 6 групп материалов заготовок ISO, она переосмысливает торцовое фрезерование концевыми фрезами. В этой статье представлен подробный анализ технических особенностей VFM, а также 3 примера обработки у пользователей.
Что вы узнаете из этой статьи
- Торцовое фрезерование концевой фрезой — стало ли это вашим «по умолчанию»?
- За пределами возможностей торцов — опция VFM Head
- Производительность, подтвержденная данными — количественное сравнение качества поверхности, эффективности и стойкости инструмента
- Примеры обработки у пользователей — оценки «победа» во всех 3 случаях
- Резюме — Преобразите свое торцовое фрезерование с VFM
1. Торцовое фрезерование концевой фрезой — стало ли это вашим «по умолчанию»?
Для торцового фрезерования и чистовой обработки нижних поверхностей идеальным инструментом является торцовая фреза (фреза для торцового фрезерования). Однако на реальном производстве разве использование торца концевой фрезы для торцового фрезерования не стало «по умолчанию»?
За этим стоят три типичных ограничения.
Ограничение 1: Интерференция препятствует установке торцовой фрезы


Интерференция от окружающих стенок, зажимов и приспособлений регулярно делает физически невозможным использование торцовой фрезы. В таких ситуациях использование торца монолитной концевой фрезы малого диаметра для торцового фрезерования является обычным обходным решением.
Ограничение 2: Обрабатываемая поверхность слишком узкая, что делает диаметр инструмента чрезмерным — концевая фреза используется в качестве замены
Ограничение 3: Ограничения по диаметру хвостовика на токарных автоматах швейцарского типа и обычных токарных станках
При выполнении плоской обработки (фрезерование шпоночных пазов) на круглых деталях с использованием токарных автоматов швейцарского типа или обычных токарных станков, диаметр хвостовика, который может быть установлен на фрезерный шпиндель, ограничен. Кроме того, низкая жесткость фрезерного шпинделя затрудняет увеличение режимов резания, что приводит к нестабильному качеству поверхности.
Общая проблема — ограничения торцов монолитных концевых фрез
Торцы монолитных концевых фрез являются основным решением во всех этих сценариях. Однако монолитные концевые фрезы по своей сути предназначены в первую очередь для периферийного резания (фрезерование уступов, пазов) и не оптимизированы для чистовой обработки нижних поверхностей. В результате постоянно возникают следующие проблемы.
- Следы от Cutter — Незначительные перепады высот и отклонения в точности радиуса на торцах напрямую переносятся на обработанную поверхность, оставляя следы от Cutter, видимые невооруженным глазом
- Низкое качество нижней поверхности — Без зачистной кромки концевые фрезы с трудом достигают низкой шероховатости поверхности. Отсутствие глянцевой поверхности. Требования к качеству чистовой обработки не могут быть выполнены
- Влияние на последующие процессы — Царапины на обработанной поверхности становятся видимыми после нанесения покрытия, что требует дополнительных процессов, таких как шлифовка или ручная доводка
Торцовое фрезерование торцом концевой фрезы стало «по умолчанию» — TungMeister VFM Head был создан, чтобы изменить это по умолчанию.
2. За пределами возможностей торцов — опция VFM Head
Концепция дизайна VFM
«Нет другого выбора, кроме как выполнять торцовое фрезерование концевой фрезой» — специализированная головка VFM для торцового фрезерования из серии сменных головок концевых фрез TungMeister от Tungaloy опровергает это предположение. Она обеспечивает качество поверхности, которое торцовое фрезерование торцом никогда не могло дать, благодаря комбинации зачистной кромки и острых режущих кромок.
VFM включает 4 технических особенности, специально разработанные для чистового торцового фрезерования.
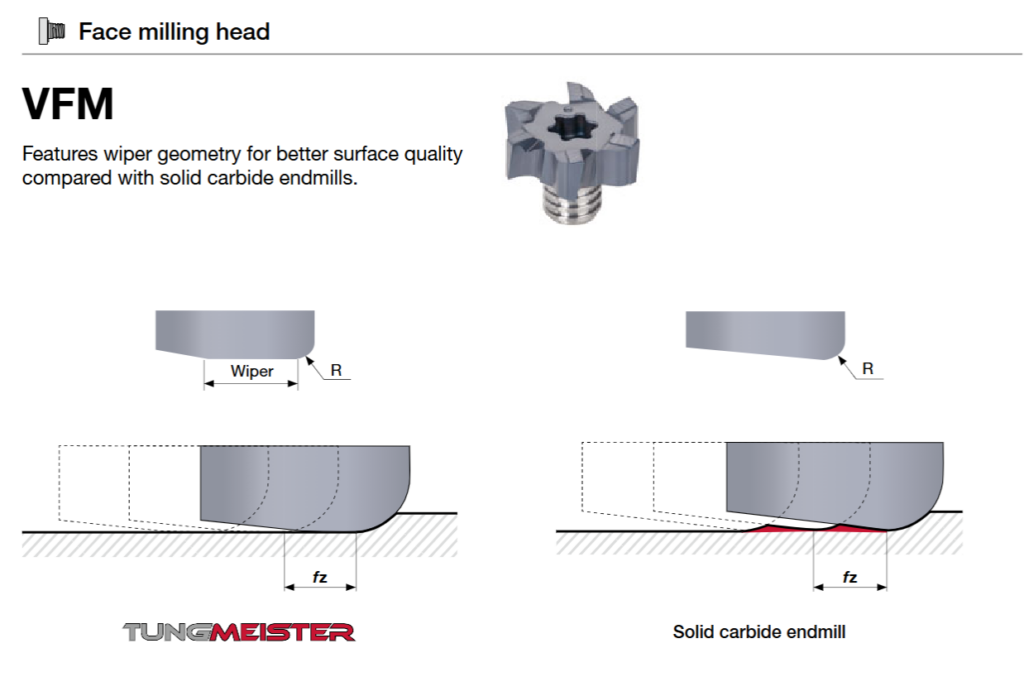
- Оснащена зачистной кромкой — Зачистная кромка на торце сглаживает неровности поверхности. Качество поверхности, превосходящее монолитные концевые фрезы, опубликовано в каталожных спецификациях
- Острые режущие кромки × 6 Flute — 6 Flute для всех размеров. Сочетает высокие подачи благодаря многозубой конструкции с низким сопротивлением резанию благодаря острым кромкам, одновременно улучшая как качество поверхности, так и эффективность
- Малый угол наклона спирали 10° × короткая длина режущей кромки 0,3×D — Угол наклона спирали 10° снижает осевую силу резания. В сочетании с длиной режущей кромки, укороченной до 0,3× диаметра инструмента, это обеспечивает геометрию кромки, оптимизированную специально для торцового фрезерования
- Оснащена Corner radius (R0.2–R0.4) — Предотвращает выкрашивание кромки, подавляя образование заусенцев на обрабатываемой поверхности
ПУНКТ
Головка концевой фрезы, предназначенная для «чистовой обработки нижних поверхностей»
Торцовое фрезерование торцом концевой фрезы — это фундаментально другая конструкция по сравнению с этим «по умолчанию». Концепция «зачистной кромки» торцовой фрезы, уменьшенная до размера концевой фрезы — в этом суть VFM.
От φ10 до φ25 — линейка из 5 размеров
VFM доступна в 5 размерах для соответствия различной ширине обрабатываемой поверхности и условиям станка. Все размеры используют сплав AH715 (новейшее покрытие, отличная износостойкость и стойкость к налипанию).
| Номер детали | Диаметр инструмента | Flute | Макс. Глубина резания | Corner radius | Соединительная резьба |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H — Охвачены все группы материалов заготовок
Одним из главных преимуществ VFM является широкий охват материалов заготовок. От углеродистой стали до нержавеющей стали, чугуна, алюминиевых сплавов и даже титановых сплавов, жаропрочных сплавов и Hardened steel — стандартные режимы резания установлены для всех 6 групп ISO.
| ISO | Материал заготовки | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Углеродистая сталь, легированная сталь (S45C, SCM440 и т.д.) | 60–180 | 0,08–0,13 |
| M | Нержавеющая сталь (SUS304, SUS316 и т.д.) | 40–100 | 0,08–0,13 |
| K | Чугун (FC250, FCD450 и т.д.) | 80–200 | 0,08–0,13 |
| N | Алюминиевые сплавы | 100–700 | 0,08–0,13 |
| S | Титановые сплавы, жаропрочные сплавы (Ti-6Al-4V, Inconel 718 и т.д.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51 и т.д., до 60HRC) | 20–80 | 0,08–0,13 |
Не нужно задаваться вопросом «Могу ли я использовать это на данном материале?» — это еще одно важное преимущество VFM.
3 варианта использования, в которых VFM превосходит
Вот как VFM решает три ограничения, которые вынуждают цеха полагаться на концевые фрезы.
| Ограничение | Традиционный подход | Решение VFM |
|---|---|---|
| Cutter большого диаметра не подходит из-за интерференции | Замена торцом монолитной концевой фрезы → появляются следы от Cutter | Качество поверхности торцового фрезерования на малых диаметрах φ12–φ25. Зачистная кромка сглаживает обработанную поверхность, значительно улучшая чистоту при избегании интерференции |
| Обрабатываемая поверхность слишком узкая для инструмента большого диаметра | Продолжать использовать торцовую фрезу большого размера или идти на компромисс с торцом | Выбрать правильный диаметр в соответствии с шириной обрабатываемой поверхности. 6-зубая конструкция с зачистной кромкой обеспечивает превосходное качество поверхности даже при малых диаметрах. Настройка также упрощается |
| Ограничения по диаметру хвостовика на токарных автоматах швейцарского типа / обычных токарных станках | Компромисс с монолитной фрезой малого диаметра, нестабильное качество поверхности | Использовать инструмент большего диаметра относительно диаметра хвостовика (например, головка φ12 на хвостовике φ8). Хвостовик VER (цанговый патрон ER) минимизирует вылет для стабильной обработки даже на фрезерных шпинделях с низкой жесткостью |
ПУНКТ
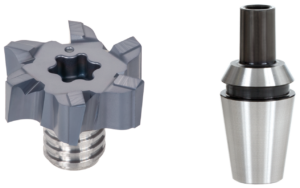
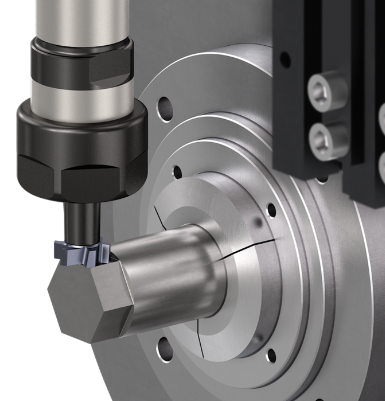
Комбинация хвостовика VER — идеальное решение для токарных автоматов швейцарского типа и обычных токарных станков
С хвостовиком VER (адаптер цангового патрона ER) TungMeister инструмент может быть установлен непосредственно в цанговый патрон станка. Минимизация вылета обеспечивает стабильную обработку с подавлением вибрации даже на фрезерных шпинделях с низкой жесткостью. Превосходное качество поверхности, обеспечиваемое зачистной кромкой, также может сократить или исключить последующие процессы (шлифовка и т.д.) на плоских обработанных поверхностях.
Данные о шероховатости поверхности — Ra, превосходящее монолитные концевые фрезы
Насколько превосходно качество поверхности VFM? Давайте проверим это с помощью измеренных данных, опубликованных в каталоге.
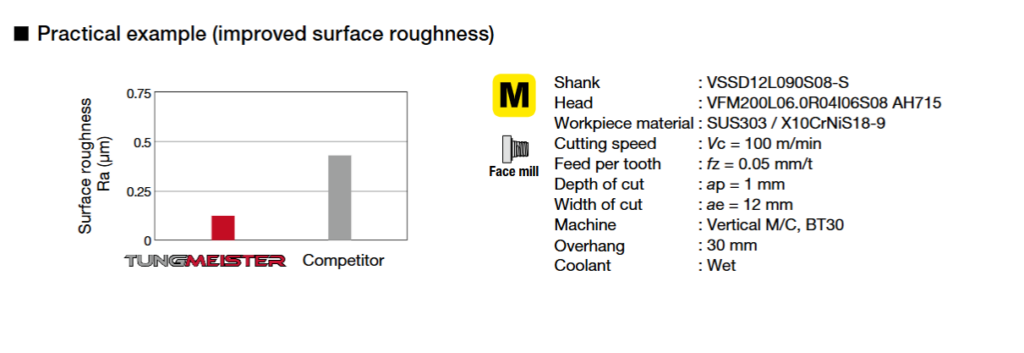
| Материал заготовки | SUS303 |
|---|---|
| Станок | Вертикальный обрабатывающий центр (BT30) |
| Головка | VFM200L06.0R04I06S08 AH715 (φ20) |
| Условия резания | Vc=100 m/min, fz=0.05 mm/z, ap=1 mm, ae=12 mm |
| Длина вылета | 30 mm (мокрая) |
В этих тестовых условиях VFM показала шероховатость поверхности Ra, превосходящую как монолитные концевые фрезы конкурентов, так и продукты конкурентов, оснащенные зачистной кромкой. Особенно примечательно, что эти результаты были достигнуты даже в условиях низкой жесткости BT30.
Ключевые данные
Шероховатость поверхности, превосходящая монолитные концевые фрезы даже на BT30
Зачистная кромка VFM обеспечивает стабильное качество поверхности даже в условиях низкой жесткости BT30. Истинная сила VFM проявляется именно в условиях ограниченной жесткости — токарных автоматах швейцарского типа, компактных обрабатывающих центрах и аналогичных установках.
3. Производительность, подтвержденная данными — количественное сравнение качества поверхности, эффективности и стойкости инструмента
Далее мы количественно проверяем производительность VFM по трем осям — «качество поверхности», «эффективность» и «стойкость инструмента» — на основе 3 примеров обработки у пользователей и каталожных данных.
Сравнительный анализ всех 3 случаев
Все 3 случая внедрения получили оценки «победа». Несмотря на различные материалы заготовок и условия станка, VFM значительно превзошла существующие инструменты как по качеству поверхности, так и по эффективности.
| Сравнение | Случай 1: Hastelloy-X | Случай 2: SUS440C | Случай 3: SS |
|---|---|---|---|
| Материал заготовки | Hastelloy-X (кованый) | SUS440C | SS400 |
| Станок | Горизонтальный обрабатывающий центр / BT50 | Вертикальный обрабатывающий центр / BT30 | Вертикальный обрабатывающий центр / BT40 |
| Существующий инструмент | Монолитная концевая фреза φ12 | Монолитная концевая фреза φ12 | Монолитная концевая фреза φ10 |
| Прирост эффективности | +50% | +50% | +67% |
| Качество поверхности | Хорошо (глянцевая поверхность) | Очень хорошо | Хорошо |
| Стойкость инструмента | — (время теста истекло) | +50% (240 шт./головка) | — (демонстрация) |
| Результат | Победа | Победа | Победа |
Вот основные выводы из этих данных.
Пункт 1: Качество поверхности оценено как «хорошее» или лучше во всех случаях — проблемы со следами от Cutter и царапинами принципиально решены
В случае 1 следы от Cutter, вызванные торцом монолитной концевой фрезы, исчезли, а обработанная поверхность приобрела глянцевый вид. Случай 2 получил оценку «очень хорошо». В случае 3 проблема появления царапин после нанесения покрытия была устранена. Все результаты были достигнуты благодаря зачистной кромке, сглаживающей обработанную поверхность.
Пункт 2: Улучшение эффективности на 50–67% — не только качество поверхности, но и прирост производительности
VFM не только улучшает качество поверхности, но и превосходит существующие инструменты по скорости подачи и скорости удаления Chip. 6-зубая конструкция с высокой подачей в сочетании с низким сопротивлением резанию благодаря острым кромкам позволяет одновременно улучшить как качество поверхности, так и эффективность.
Пункт 3: Проверено от BT30 до BT50 — широкий диапазон условий станка
От станка с наименьшей жесткостью BT30 до BT50 стабильные результаты были достигнуты независимо от условий станка. Эффективность VFM сохраняется даже на станках с низкой жесткостью.
Каталожные данные — эффективность в 1,5 раза, стойкость инструмента в 1,4 раза
В дополнение к примерам использования у пользователей, возможности VFM подтверждаются каталожными данными.
| Каталожный случай | Материал | Улучшение | Результат |
|---|---|---|---|
| Случай A (φ20) | SUS303 | Сравнение шероховатости поверхности | Ra, превосходящее монолитные продукты конкурентов |
| Случай B (φ16) | A5052 | Сравнение эффективности | Эффективность в 1,5 раза (качество поверхности сохранено) |
| Случай C (AH715) | FCD400 | Сравнение стойкости инструмента | Стойкость инструмента в 1,4 раза (качество поверхности также улучшено) |
Раздел 3. Резюме
Превосходство над существующими инструментами по качеству поверхности, эффективности и стойкости инструмента
VFM превосходит существующие инструменты по одному или нескольким параметрам: качеству поверхности, эффективности и стойкости инструмента. Улучшение качества поверхности при одновременном повышении эффективности — это не компромисс, а результат, ставший возможным благодаря конструкции, ориентированной на концепцию зачистной кромки.
4. Примеры обработки у пользователей
Что произошло, когда цеха, выполнявшие торцовое фрезерование торцами концевых фрез, перешли на VFM? Положительные результаты во всех 3 случаях. От жаропрочных сплавов до нержавеющей стали и обычной стали — VFM была внедрена для широкого спектра материалов заготовок.
Случай 1 Чистовая обработка нижней поверхности Hastelloy-X — Внедрено для глянцевой поверхности

Детали обработки
- Деталь: Корпус — уплотнительная поверхность выходного отверстия (чистовая обработка нижней поверхности)
- Материал заготовки: Hastelloy-X (кованый)
- Станок: Горизонтальный обрабатывающий центр / BT50
Проблемы
- Концевая фреза конкурента — изначально не предназначенная для чистовой обработки нижней поверхности — использовалась в качестве временной меры
- Частые доработки при чистовой обработке нижней поверхности. Визуальный вид был большей проблемой, чем значения шероховатости поверхности
Сравнение режимов резания
| Существующий (концевая фреза конкурента) | VFM (AH715) | |
|---|---|---|
| Диаметр инструмента | φ12 (6-зубая) | φ12 (6-зубая) |
| Скорость резания | 20 m/min | 30 m/min |
| Подача на зуб | 0,05 mm/z | 0,1 mm/z |
| Глубина резания | 2 mm | 1 mm |
| Feed | 159 mm/min | 477 mm/min |
| Скорость удаления Chip | 3,82 см³/мин | 5,73 см³/мин (+50%) |
| Качество поверхности | Как и раньше | Хорошо (глянцевая) |
ПУНКТ
Внедрено для глянцевой поверхности — доработки устранены
VFM обеспечила глянцевую обработанную поверхность, при этом визуальный вид значительно улучшился по сравнению с одними лишь значениями шероховатости поверхности. Доработки чистовой обработки нижней поверхности были устранены, и внедрение было подтверждено. Положительная оценка VFM, уже принятой для других функций, распространилась и на чистовую обработку нижней поверхности.
Случай 2 Чистовая обработка торцовым фрезерованием SUS440C — Внедрено после исчезновения следов от Cutter
Детали обработки
- Деталь: Заготовка-блок
- Материал заготовки: SUS440C
- Станок: Вертикальный обрабатывающий центр / BT30
- Операция: Торцовое фрезерование (чистовая обработка)
Проблемы
- Торцовое фрезерование выполнялось торцом монолитной концевой фрезы (4-зубой)
- Появились следы от Cutter, что вызвало проблемы с надежностью процесса обработки
Сравнение режимов резания
| Существующий (концевая фреза конкурента) | VFM (AH715) | |
|---|---|---|
| Диаметр инструмента / Flute | φ12 / 4-зубая | φ12 / 6-зубая |
| Скорость резания | 34 m/min (те же условия) | |
| Подача на зуб | 0,06 mm/z (те же условия) | |
| Скорость подачи | Feed | 325 mm/min (+50%) |
| Скорость удаления Chip | 2,6 см³/мин | 3,9 см³/мин (+50%) |
| Деталей на головку | 160 шт. | 240 шт. (+50%) |
| Качество поверхности | Низкое (присутствуют следы от Cutter) | Очень хорошее (следы от Cutter устранены) |
ПУНКТ
Следы от Cutter устранены + прирост эффективности на 50% + прирост стойкости инструмента на 50%
Переход с 4-зубой монолитной концевой фрезы на 6-зубую конструкцию VFM увеличил Feed на 50% при том же fz (эффект увеличения количества Flute). Кроме того, следы от Cutter были полностью устранены, а количество деталей на головку увеличилось на 50%. Качество поверхности, эффективность и стойкость инструмента — все три параметра были улучшены, что привело к внедрению даже в условиях низкой жесткости BT30.
Случай 3 Торцовое фрезерование SS400 — Решена проблема царапин после нанесения покрытия

Детали обработки
- Деталь: Компонент станка (торцовое фрезерование → процесс нанесения покрытия)
- Материал заготовки: SS400
- Станок: Вертикальный обрабатывающий центр / BT40
- Операция: Торцовое фрезерование (чистовая обработка)
Проблемы
- Торцовое фрезерование монолитной концевой фрезой конкурента (φ10, 4-зубая)
- Детали подвергаются нанесению покрытия после обработки; царапины на обработанной поверхности становились видимыми после нанесения покрытия
Сравнение режимов резания
| Существующий (концевая фреза конкурента) | VFM (AH715) | |
|---|---|---|
| Диаметр инструмента / Flute | φ10 / 4-зубая | φ12 / 6-зубая |
| Скорость резания | 150 m/min (те же условия) | |
| Подача на зуб | 0,06 mm/z | 0.08 mm/z |
| Feed | 1 146 mm/min | 1 910 mm/min (+67%) |
| Скорость удаления Chip | 0,34 см³/мин | 0,57 см³/мин (+67%) |
| Качество поверхности | Низкое (царапины видны после нанесения покрытия) | Хорошо |
ПУНКТ
Проблема царапин после нанесения покрытия решена — качество последующих процессов улучшено
Зачистная кромка VFM обеспечивает гладкую обработанную поверхность, что напрямую влияет на качество последующих процессов, таких как нанесение покрытия и окраска. Поскольку царапины больше не видны, риск доработок и претензий к качеству в последующих процессах также снижается. Это способствует «общему улучшению процесса», которое выходит за рамки самой операции обработки.
Резюме — Преобразите свое торцовое фрезерование с VFM
«Вы все еще выполняете торцовое фрезерование концевой фрезой?» — В этой статье представлены технические особенности, данные и примеры использования головки TungMeister VFM Head в качестве ответа на этот вопрос. Вот ключевые моменты.
- Торцовое фрезерование концевой фрезой — в этом «по умолчанию» есть проблема — Многие цеха вынуждены полагаться на концевые фрезы из-за ограничений интерференции, узкой ширины поверхности и ограничений по диаметру хвостовика
- VFM — это головка, разработанная исключительно для торцового фрезерования — Зачистная кромка + острые режущие кромки + 6 Flute × малый угол наклона спирали × короткая длина режущей кромки. Принципиально иной подход по сравнению с торцами универсальных концевых фрез
- Качество поверхности, превосходящее монолитные концевые фрезы — опубликовано в каталожных спецификациях — При сравнении Ra на SUS303 VFM превзошла как монолитные продукты конкурентов, так и продукты, оснащенные зачистной кромкой
- Оценки «победа» во всех 3 примерах использования у пользователей — Улучшение эффективности на 50–67%, качество поверхности оценено как «хорошее» или «очень хорошее» во всех случаях. Следы от Cutter устранены, глянцевые поверхности, проблемы с царапинами после нанесения покрытия решены
- Проверено от BT30 до BT50 — Стабильная обработка на станках с низкой жесткостью и токарных автоматах швейцарского типа. Хвостовик VER минимизирует вылет
- Охвачены все материалы заготовок ISO P/M/K/N/S/H — Проверено на Hastelloy-X, SUS440C, SS, A5052, FCD400 и других
- Система сменных головок снижает эксплуатационные расходы — Вместо замены всего монолитного инструмента меняется только головка. Хвостовик используется повторно
- Линейка из 4 размеров от φ12 до φ25 — Выберите правильный диаметр в соответствии с шириной обрабатываемой поверхности
Вам не нужно продолжать торцовое фрезерование торцом концевой фрезы. Если следы от Cutter, низкое качество поверхности или проблемы с внешним видом после нанесения покрытия кажутся вам знакомыми, попробуйте головку VFM Head.